Содержание
- Устройство трубогибочного станка и инструкция по его сборке
- Как изготовить профилегиб еще более простой конструкции
- Изготовление рычажного трубогиба
- Серийное оборудование
- В чём разница между гнутьём круглых и профильных труб
- Профильный трубогиб на вальцах своими руками
- Гидравлический профильный трубогиб для малых радиусов
- Способы получения гнутых профилей
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования. Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками. На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

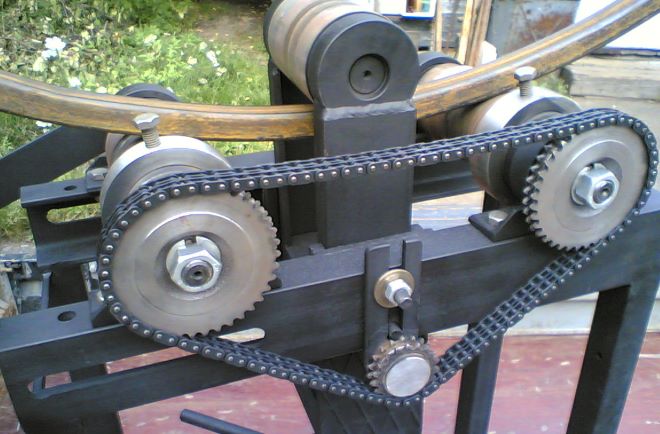
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

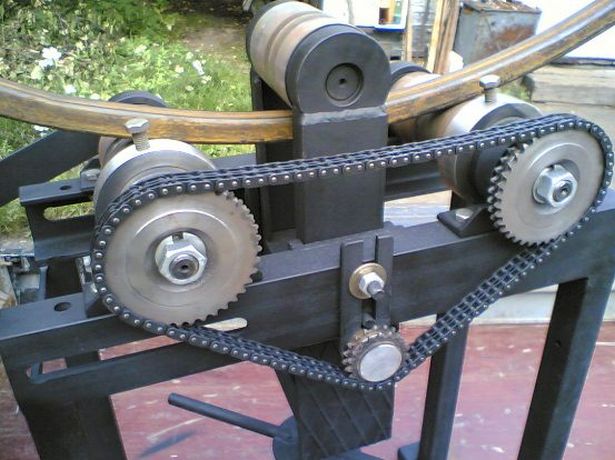
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.

Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
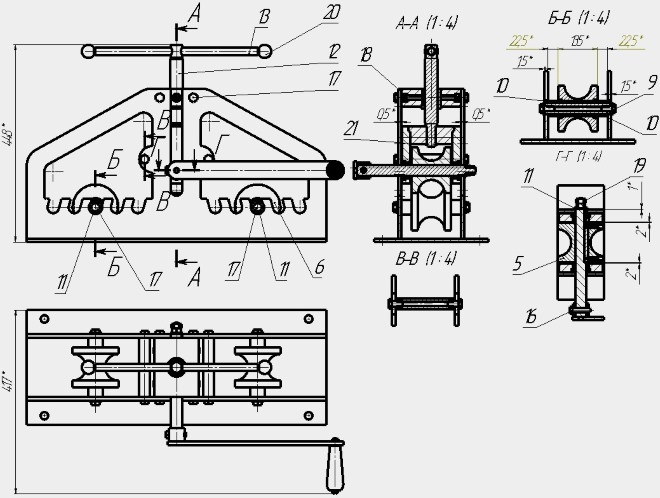
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
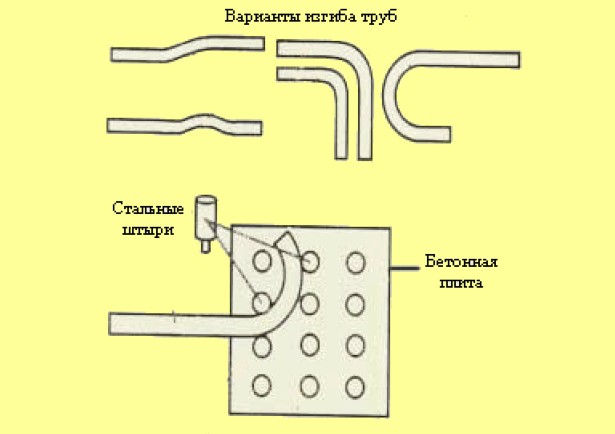
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
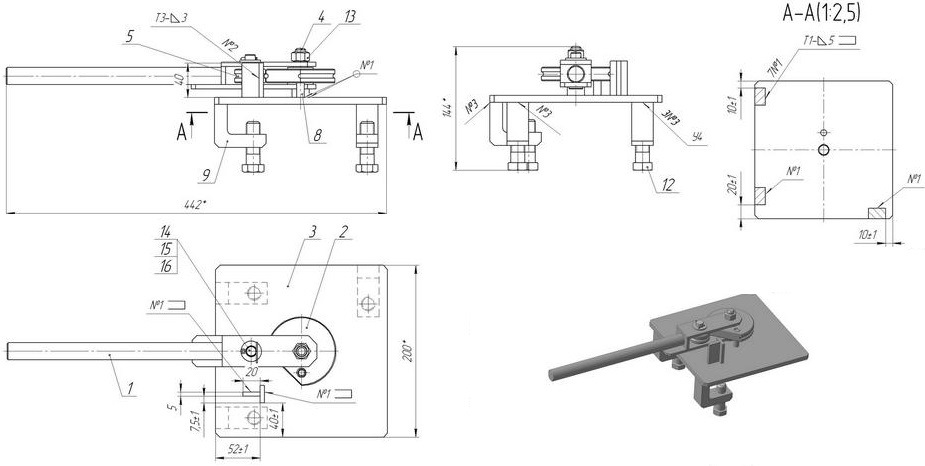
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.

Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами








Видеоролик от автора позволит понять ключевые моменты и мелкие нюансы изготовления данного трубогиба.
Серийное оборудование
Если работа с металлическими трубами различного профиля связана с вашей профессиональной деятельностью, то лучшим выбором для вас станут серийные станки для гибки профильной трубы, которые отличаются не только высокой эффективностью, но и расширенным функционалом. Сегодня существует множество самых разных моделей профилегибов, которые отличаются друг от друга как своей производительностью, так и набором функциональных возможностей. Такое разнообразие позволяет подобрать станок для выполнения гибки профильной металлической трубы, ориентируясь на свои потребности и финансовые возможности.

За небольшие деньги можно приобрести малогабаритный ручной станок
Рассмотрим самые важные преимущества, которыми обладает серийный станок для гибки профильных труб перед ручными устройствами.
- Отдельные модели могут быть оснащены электронной системой управления, что позволяет автоматизировать процесс гибки.
- Использование сменных рабочих насадок значительно расширяет функциональные возможности профилегибов.
- Кроме электронной системы управления, отдельные модели таких станков могут оснащаться дистанционным пультом.
- Серийные профилегибы отличаются компактными габаритами, что делает их очень мобильными.
- Устанавливать такое оборудование можно на любой ровной и твердой поверхности.
- Технические возможности таких станков позволяют выполнять даже очень сложные изгибы на трубах (П-образные, N-образные и др.).

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем толщиной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует иметь в виду, что стоимость такого оборудования в зависимости от его технических характеристик и функциональности начинается от нескольких сотен долларов США и может достигать нескольких тысяч.
Чтобы выполнять гибочные операции на серийном оборудовании, необходимо обладать определенной подготовкой. Если ее нет, то можно изучить особенности данного процесса и по видео, которые несложно найти в интернете.
Из этой статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами.

Станки для гибки труб необходимы не только в профессиональной, но и домашней работе. Особенно актуальны загибы труб по большому радиусу — из них делают рёбра каркасов теплиц, козырьков, парников. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
В чём разница между гнутьём круглых и профильных труб
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водопровода (иногда столбов), прямые для каркаса. Поэтому требования к герметичности и сохранности стенки у них разные — круглая труба должна максимально сохранить свойства. В связи с этим упорные колёса и оправки всегда имеют жёлоб под определённый диаметр. Колёса и бабки для профильной трубы имеют либо прямоугольный жёлоб, либо вообще «зуб» по всей окружности. Он подминает внутрь стенку трубы и тем самым сохраняет размеры сечения. Это актуально потому, что прямой профиль загибают под малым радиусом в основном с целью получить декоративные элементы так называемой «холодной ковки».
Профильный трубогиб на вальцах своими руками
Домашний самодельный вариант этого станка схематично взят с заводских моделей. Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцевые станки разделяют на два основных вида — с пресс-вальцами и с подъёмной платформой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъёмной платформой.
 1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
Для создания станка понадобится три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа вальцев. Также к ним следует подобрать сами валы, чтобы они садились в подшипники (лом, круг, заводские валы, детали авто- мототехники). Остальной материал — швеллер, стальная пластина 10 мм, уголок — можно варьировать в зависимости от имеющихся запасов.
- Взять надёжную основу, например, толстостенный швеллер 100–150 мм длиной 800 мм.
- Из такого же швеллера нужно сделать платформы — два отрезка по 300 мм.
- В 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или спаренного швеллера.
- Сверху строго горизонтально навариваем неподвижную платформу и заднюю стойку к ней.
- Наращиваем стенки из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не менее максимальной толщины трубы, которую предполагается гнуть.
- Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы входил в неё без люфта. Режем трубу в ширину швеллера и разделяем на три части. Две крайние привариваем к станине, а третью (среднюю) — к отрезку швеллера 300 мм. Монтируем соединение «на палец».
- К обеим частям платформы в 50 мм от края навариваем подшипники с обеих сторон, а также на наращённых стенках. Усиливаем уголками.
Внимание! Следите за соосностью подшипников — перекос не позволит установить вал.
- Устанавливаем вальцы в подшипники. На средний валец монтируем съёмный вороток, например, педаль от велосипеда.
- Под конец подвижной платформы нужно завести регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и резьбовым (тяга от станка, нога от лесов). Подъёмник также закрепить к основе на болты.
- По желанию к основе можно приварить лапки для монтажа на болты.
Домашний трубогиб, видео
Гидравлический профильный трубогиб для малых радиусов
Трёхточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравлика), сколько образом приложения усилия. Принцип действия этого устройства предельно прост — участок трубы, зафиксированный упором в двух точках, продавливается в середине (в третьей точке) радиальной бабкой-оправкой с жёлобом, постепенно принимая её форму.
Этот трубогиб удобен тем, что его можно скомпоновать на подвижной платформе с колёсами для транспортировки. Платформа будет нужна в любом случае, т. к. усилие, направленное на оправку, нужно будет компенсировать упором. Давление такой силы можно оказать механическим (резьбовым) либо гидравлическим домкратом.
Для изготовления трубогиба понадобится материал:
- Стальные пластины 10 мм размерами 600х150 мм — 2 шт., 300х80 — 1 шт.
- Полоса или вырезка из пластины 6–10 мм длиной 450 мм — 4 шт.
- Болты с гайками Ø 10 мм и 20 мм.
- Пружины на растяжение 200 мм.
- Сварочно-слесарный — мощная болгарка, сварочный аппарат, дрель от 850 Вт (станок).
- Измерительно-разметочный — рулетка, угольники, маркер, кернер.
- Расходный материал — диски по металлу отрезные и шлифовальные, свёрла по металлу 6, 10 и 16 мм.
Станок будет состоять из пространственно-жёсткой рамы и съёмного автомобильного домкрата. Главное достоинство разборного станка — возможность использования домкрата отдельно — не нужно приобретать его специально для трубогиба. В принципе, силовой привод может быть хоть дизельный ДВС. Главная его задача — выдать достаточное усилие для преодоления сопротивления трубы.
Изготовление рамы
Рама состоит из двух зеркальных элементов — каркасных стенок — и пятки, на которую будет установлен домкрат. Элементы конструкции компонуются согласно чертежу.
 1 — болты; 2 — домкрат; 3 — оправка
1 — болты; 2 — домкрат; 3 — оправка
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия располагаются в 40 мм от края и в 75 мм от оси. Оси крайних отверстий — в 25 мм от наружного края. Разметив таким образом первое и крайнее отверстия крыла, можно построить ось промежуточных отверстий, затем разбить её на равные отрезки. Пересечения рисок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже должна быть скорость вращения сверла и сильнее нажим.
Зеркальная пластина изготавливается аналогичным образом. Нижнюю упорную пластину следует разметить по осям равномерно и выявить места монтажных отверстий для домкрата. Пятка домкрата всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размерами имеющегося домкрата и расстоянием от дна жёлоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже). Расстояние а должно быть равно примерно 20 мм при полностью задвинутом штоке домкрата (без нагрузки). Это нужно для установки трубы минимального диаметра (15–16 мм).
Свободные углы (заштрихованы жёлтым) можно срезать. Все кромки и торцы следует ошлифовать болгаркой, желательно затем пройти диском «лепесток».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра трубы, которую предстоит гнуть. Для станка данного типа оптимальный максимум — 50 мм. Итого между пластинами 53–55 мм. Упорные ролики должны быть точно такого размера (по высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив местоположение стальных полос на пятке, свариваем конструкцию воедино.

Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней пружину обратного хода. Крепление пружины к штоку домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Специальные элементы
В трёхточечном трубогибе есть один нюанс — одну деталь никак не получится сделать в домашних условиях и придётся обращаться к токарю или покупать. Это оправка. Изготовление одной оправки стоит от 10 до 25 у. е. в зависимости от размера и сложности. Цена оправок в магазине — от 20 у. е.
Упорные ролики также достойны особого упоминания. Они могут представлять собой мощную стальную втулку под ось 20 мм (болт). По наружной плоскости можно наварить самодельные оправки под основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, вырезав её из трубы большего диаметра и подрихтовать молотком.
Упрощённые варианты станка
Для большого объёма работ с тонкими (16–25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описанного станка буквально из нескольких полос металла. Такой станок будет в разы легче, но при этом диапазон диаметров заготовки ограничен. Главное отличие — отверстия расположены в ряд перпендикулярно штоку домкрата.
Если в наличии нет гидравлического домкрата, можно заменить его резьбовым, смонтировав на месте в упорную пятку рамы. Для этого нужно прожечь в ней отверстие и наварить гайку под резьбовой шток, подобно тому, как сделан трубогиб, видео которого расположено ниже.
Ручной трёхточечный трубогиб с резьбовым домкратом на видео
Удобство конструкции заключается в том, что её можно полностью видоизменять, сохраняя основной принцип трёх контактных точек. В итоге можно получить тот же трубогиб, но из других материалов. В стационарном исполнении он может выглядеть так:
Вертикальный трёхточечный трубогиб смотрите на видео
Вершиной удобства и технологичности, без сомнения, будет гидравлический домкрат с электроприводом. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при развитом навыке и доступе к токарному цеху. Такие модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металла, колёс, подшипников и т. д. Используя наши советы и собственный навык, это вполне по силам домашнему мастеру.
Профильные трубы востребованы во многих сферах жизни.
Из них изготавливают конструкции различных изделий в промышленности, строительстве и быту. Часто для этих целей приходится придавать таким трубам гнутую форму с помощью определенной деформации. Сгиб профильных труб может проводиться с помощью специальных станков, называемых трубогибами.
Без трубогиба нужную форму придать изделию сложно. Их можно приобрести готовыми, произведенными в промышленных условиях, а можно сделать самостоятельно, если потребность в таком станке возникает периодически для домашних нужд. Для этого, важно знать, как можно изготовить самим устройство для сгибания профильных изделий.
Способы получения гнутых профилей
Применяют два варианта гибки профильных труб своими руками: холодный и горячий.

Оба они преследуют цель сохранить целостность профильной формы при сгибании изделия. Для этого в противовес к внешнему сдавливающему усилию при процедуре гибки внутреннее пространство профиля заполняется определенным веществом, препятствующим сдавливанию.
При холодном способе таким веществом является замороженная вода, а при горячем – речной песок.
Особенности холодного способа
Сгибание заготовки с использованием воды обычно применяют в зимнее время при сильных морозах. Для этого профильная труба с одной стороны герметично закрывается пробковой затычкой, а с другой стороны заполняется водой.
Изделие оставляют на морозе в вертикальном положении герметичной стороной вниз до полного промерзания воды. После этого осуществляют процесс сгибания изделия до нужного радиуса.
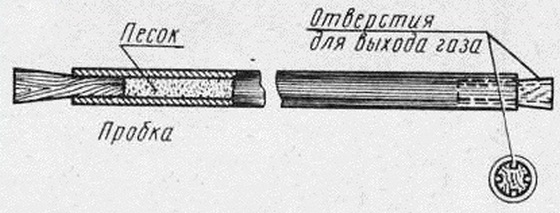
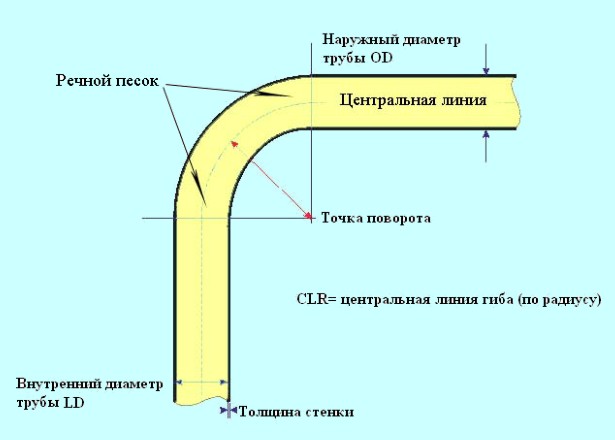
Горячий способ сгибания
В основе способа лежит нагревание области сгиба профильного изделия. Его можно применять в любое время года. Трубу с одного конца также герметизируют, закрывая пробкой или любым подручным средством.
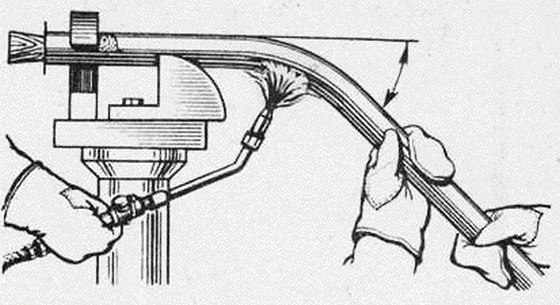
Затем внутрь с другой стороны засыпают речной песок и закрывают конец заглушкой. Размер длины заглушки должен превышать диаметр трубы примерно в 2 раза, чтобы она могла выдержать вес помещенного в трубу песка.
Место сгиба помечают мелом или маркером и производят его нагрев. Для отхождения образующихся при нагревании газов на концах изделия желательно просверлить небольшие отверстия.
При нагреве участка до нужной температуры производят сгибание трубы на станке, соответствующем параметрам изделия.
Важно! При сгибании трубы не нужно допускать искрения металла.
Схема горячего способа сгибания профильной трубы показана на рисунке:
Особенности конструкций станков для сгибания разных профильных труб
Несмотря на простоту выполнения гибки профильных изделий, нужно учитывать их характеристики перед тем, как приступать к сгибанию.
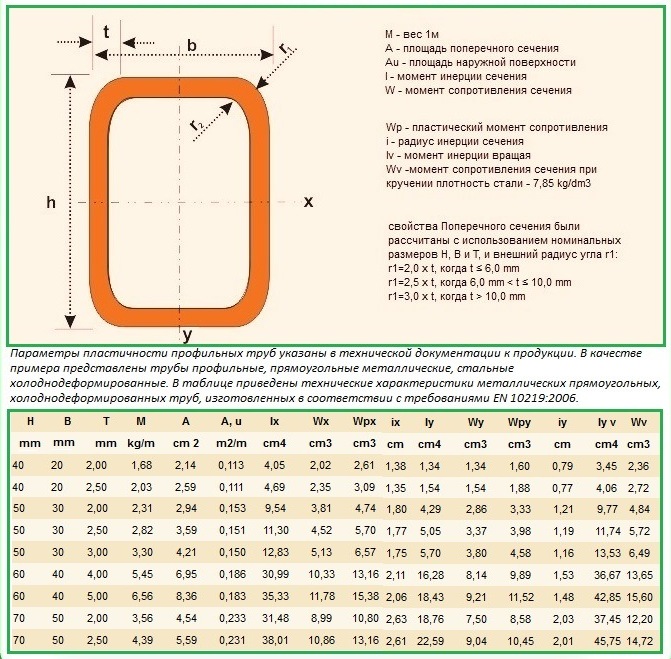
Выбирать конструкцию устройства для сгибания следует с учетом размеров и свойств материала профилей. Это связано с тем, что изделия разного диаметра и толщины стенок, а также выполненные из различных металлических сплавов, имеют разный критический минимальный диаметр изгиба.
Его значения указаны в специальных таблицах, в которых учтены все параметры труб. При сгибании профиля ниже критического значения радиуса значительно снижаются прочностные качества металла в месте изгиба.
Таблица технических характеристик:
Станок для гибки профильной трубы, изготовленный своими руками, может иметь разное устройство. Его сложность зависит от параметров трубы и ее характеристик.
Для изделий с поперечным сечением до 2–2,5 см можно использовать самые простые варианты устройства с использованием бетонной плиты или приготовленного шаблона планируемой дуги изгиба.
Для поперечных сечений профилей большего размера конструкция станка более сложная, в ней применяется способ загиба при сдавливании трубы во время прохождения через валки на подобии прокатного стана.
Рассмотрим более подробно, как изготовить такие устройства.
Упрощенные виды трубогиба
1. С помощью бетонной плиты
Для создания конструкции потребуется бетонная плита, алмазное или победитовое сверло для бетона и металлические штыри.
Изготовление устройства проводят так:
- на поверхность бетонной плиты наносят схематическую сетку с ячейками 4×4 см или 5×5 см;
- в месте пересечения сеточных линий просверливают углубления, предназначенные для металлических штырей;
- вставленные в ячейки штыри тщательно закрепляют бетонной заливкой, чтобы не допустить их выпадения под действием нагрузки от трубы.
Схема такого устройства изображена на рисунке:
Процесс сгибания профиля осуществляется таким образом:
- Труба вводится между двумя, рядом расположенными штырями, и с помощью усилия сгибается в нужном направлении. Радиус сгибания можно менять, передвигаясь по элементам штырей, расположенных по диагонали.
- Прикладывать сгибающее усилие нужно постепенно, чтобы не допустить ненужной деформации профиля. Для облегчения работы профиль можно подвергнуть небольшому нагреву.
- Сразу после деформации трубу вынимать из устройства не рекомендуют, чтобы закрепить полученный изгиб. Для надежности концы изделия временно приваривают к вспомогательному стальному прутку.
2. С помощью шаблона
Самым простым приспособлением для гибки профильных изделий, востребованным в домашнем применении, является способ сгибания по заранее приготовленному шаблону. Сгибать можно не только изделия из алюминиевых сплавов, но и стальные трубы небольших размеров.

Шаблон изготавливается из деревянных досок, имеющих толщину чуть больше диаметра (размера сечения) сгибаемого изделия. Для удобства работы доски шаблона выпиливают под уклоном в сторону плоскости стола. Сам шаблон фиксируется на столе с помощью шурупов.
Кроме него на рабочей плоскости стола на небольшом расстоянии от шаблона закрепляют упор для удержания трубы.
Конструкция роликового станка
Принцип действия такого станка основан на прокатке профильной трубы через движущиеся валки, в которых она под действием давления приобретает нужный изгиб. Движение происходит с помощью двух горизонтальных роликов, установленных на основании швеллера.
Самодельный станок можно сделать имея в наличии следующие детали:
- три валика, имеющие ось вращения для осуществления сгибания;
- профильный швеллер для изготовления рамы основания станка;
- цепь передачи привода;
- приводящий в движение механизм.
Порядок изготовления станка должен быть следующим:
- Сначала нужно изготовить каркасную раму из металлического швеллера. Элементы швеллера для рамы можно соединить сваркой, но для надежности конструкцию лучше закрепить болтами.
- По вертикали в центре горизонтальной станины устанавливается конструкция, имеющая форму в виде буквы П, наверху которой крепится вал с муфтой. В центре муфты вставляется шпилька, на которую приваривается ручка, а сбоку устанавливается ролик.
- Два цилиндрических валка с вращающимися роликами крепятся на горизонтальной станине основания станка на одинаковом расстоянии от центра.
- К роликам крепится цепь для приведения механизма в движение с помощью ручного привода.
Крепление валков осуществляется болтами. Для этого в швеллере просверливают прорези, позволяющие валкам перемещаться для изменения настройки радиуса сгибания.

Работа на таком самодельном станке осуществляется так:
- профильная труба вставляется на горизонтальные подающие валки;
- вращением ручки струбцина прижимает трубу третьим валком. В результате происходит деформация профиля при прохождении в этой зоне.
- первоначальное деформирующее давление изменит конфигурацию трубы незначительно, поэтому процесс протягивания через валки нужно повторять до получения нужного изгиба.
Радиус изгиба профиля зависит от расстояния между нижними цилиндрами, которое можно изменять с помощью роликов путем их перемещения и фиксации с помощью стопора.
Для такого варианта конструкции станка используют метод «горячей» подготовки изделий. Песок внутри нагретой области трубы, подлежащей изгибу, не позволяет ей деформироваться и держит форму профиля во время процесса сгибания.
Конструкции самодельных станков могут иметь разные варианты. Их устройство во многом зависят от имеющихся подручных материалов для изготовления.
При элементарных навыках конструирования можно усовершенствовать этот вид устройства станка по своему усмотрению и сделать его применение в домашних условиях универсальным.
