Содержание

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
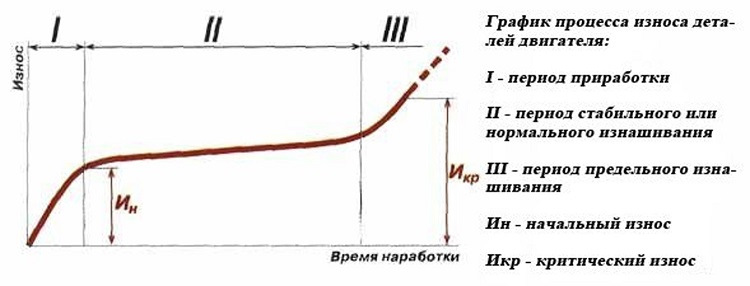
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
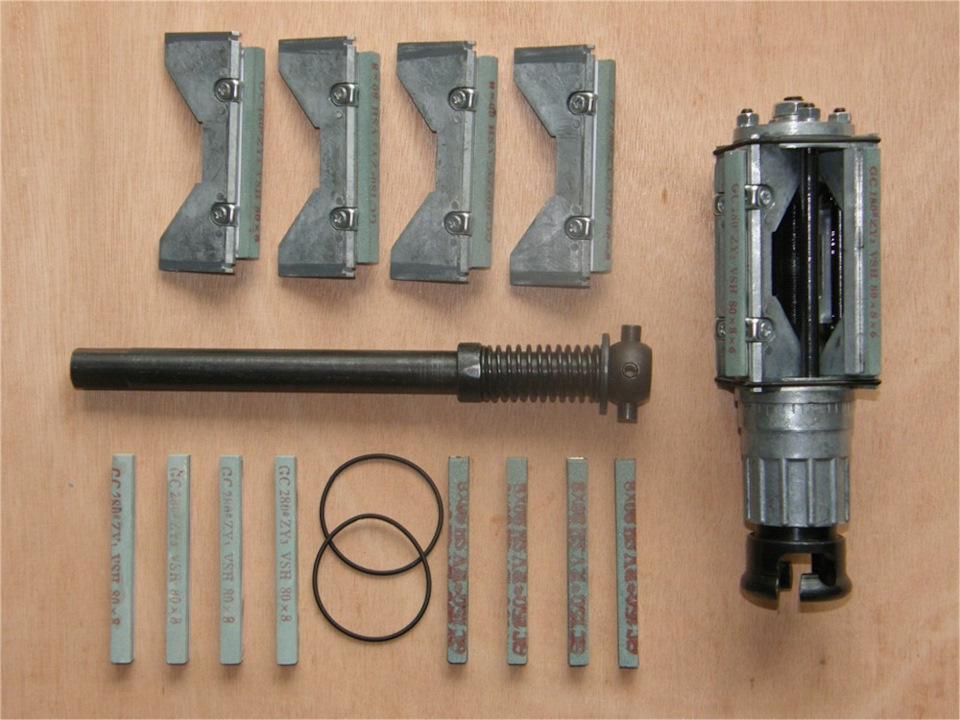
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
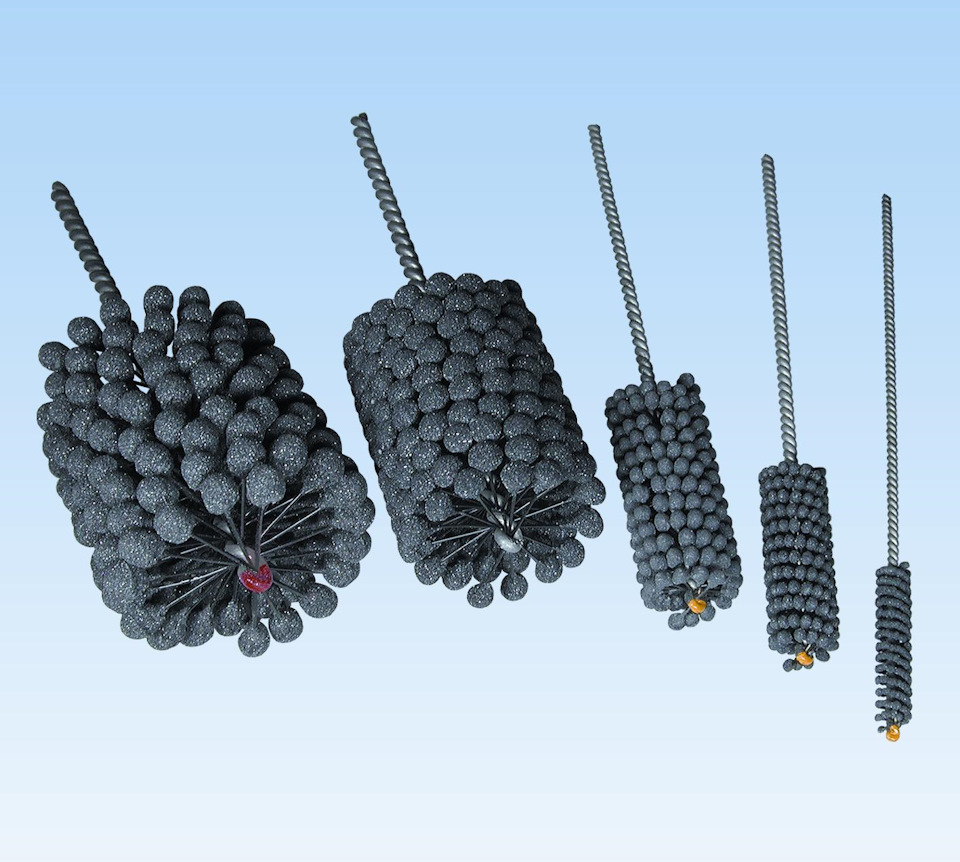
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.
Зачем хонинговать двигатель
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.

Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Хонингование цилиндров своими руками
Если расточка цилиндров – задача, требующая наличия специального оборудования, и справиться с ней в гаражных условиях невозможно, то выполнить плосковершинное хонингование вполне возможно и своими руками, хотя в условиях автомастерской данная процедура, разумеется, осуществляется на станке.
Процесс хонингования проходит в два этапа. На первом этапе применяется инструмент для хонингования с крупнозернистым абразивом. С его помощью проводится черновая обработка, в процессе которой снимается верхний дефектный слой металла с гильз цилиндров, выравнивается их форма и удаляются крупные шероховатости.
Второй этап – финишная обработка. Хонингование блока цилиндров выполняется мелким абразивом, позволяющим выполнять работу с высокой точностью. При желании можно дополнительно выполнить обработку абразивной пастой, чтобы добиться максимальной гладкости гильз. По окончании второго этапа хонингования, необходимо тщательно промыть весь двигатель, чтобы удалить металлическую пыль, стружки и остатки полировочных материалов.
Детально с процессом хонингования блока цилиндров двигателя своими руками можно ознакомиться на видео.
" alt="">
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.

Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы. В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров. Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.

Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
