Содержание
- Металлорежущие инструменты
- Популярные марки твердых сплавов и инструментальные материалы
- Какие режущие инструменты производятся из твердых сплавов
- Краткое сравнение твердых сплавов с другими инструментальными материалами
- Процесс производства режущего инструмента из твердых сплавов
- Какие свойства придают твердые сплавы режущему инструменту
- Товарный ассортимент
- Направления деятельности
- ГлавИнструментТорг
- Критерии выбора
- Виды сверл с твердосплавными пластинами
- Особенности конструкции инструмента
- Охлаждение и смазка твердосплавных сверл
- Полезные рекомендации
| В статье рассматривается применение твердых сплавов для производства режущего инструмента. |
Твердые металлокерамические сплавы широко используются для производства специальных инструментов, предназначенных для механической обработки деталей из металлов и композитов методом резания. Главная функция такого инструмента заключается в отделении слоя материала (припуска) от обрабатываемой детали или заготовки с образованием стружки или опилок. Высокой твердостью, прочностью и износостойкостью сплавов определяется эффективность и точность инструмента, его функциональность, производительность, стойкость (время непрерывной работы), а также надежность производственного процесса в целом.
Металлорежущие инструменты
Металлорежущий инструмент классифицируется по конструктивным признакам и производственно-технологическим особенностям. По конструкции условно различают режущий инструмент двух типов: монолитный и со сменными режущими элементами. Монолитный инструмент целиком изготавливается из твердого сплава, быстрорежущей стали (HSS – high-speed steel), или в комбинированном варианте: с твердосплавными вставками в тело из инструментальной стали. Конструкция инструмента со сменными элементами характеризуется наличием двух механически соединяемых частей: тела и концевой режущей пластины из твердосплавного материала.
По производственно-технологическим особенностям металлорежущий инструмент различается количеством рабочих режущих поверхностей (кромок, граней), для изготовления которых, наряду с другими материалами, широко применяются твердые сплавы разных марок. Самым распространенным и наиболее известным металлорежущим инструментом с одной режущей кромкой на твердосплавной напайке или пластине является классический токарный резец. К инструментам с двумя и более режущими гранями относят все типы фрез, сверел и т.п.
Популярные марки твердых сплавов и инструментальные материалы
В число материалов для изготовления рабочих (режущих) частей металлорежущего инструмента входят:
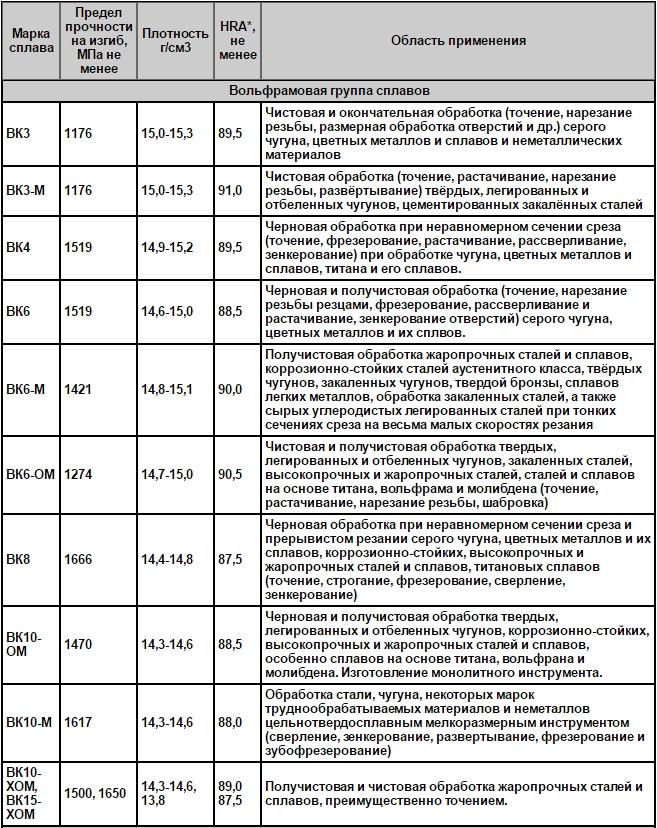
- металлокерамика – твердосплавные вольфрамо-кобальтовые сплавы (марки ВК6, ВК8, ВК10 и др.), вольфрамо-титановые сплавы (марки Т5К10, T15K6, Т14К8 и др.), титано-тантало-вольфрамовые сплавы (марки ТТ7К12, ТТ20К9 и др.);
- минералокерамика (изготавливается на базе корунда – кристаллического минерала из оксида алюминия AL2O3 (распространенные марки: Р18, Р6М5, Р18К5Ф2))
- быстрорежущая сталь ГОСТ 19265–73 (отличается большим содержанием вольфрама (до 18%) и присутствием в составе целого ряда дополнительных компонентов, таких как хром (до 4,5%), молибден, кобальт, ванадий, углерод и т.д.);
- углеродистая инструментальная сталь ГОСТ 1435–74 (содержит 0,65 – 1,3% углерода, марки стали обозначаются буквой «У», например У7, У8, У9 и т.п.);
- легированная инструментальная сталь ГОСТ 5950–73 (содержит столько же углерода, как и углеродистая сталь, но в ее состав дополнительно вводятся легирующие добавки хрома, ванадия, вольфрама (распространенные марки: 9ХС, ХВГ, ХВ5))
- кубический нитрид бора (или боразон – от названий базовых компонентов химического состава: бор (44%) и азот (56%));
- алмаз поликристаллический (сверхтвердый композит из частиц природных или синтетических алмазов со связкой из тугоплавких металлов).
Какие режущие инструменты производятся из твердых сплавов
Из твердых сплавов изготавливают режущий инструмент разной конструкции и функциональности, предназначенный для механической обработки металла и композитных материалов.
В их числе:
- токарные резцы (для резки, наружного и внутреннего точения, нарезания резьбы и т.д.);
- фрезы (торцевые, кукурузные, концевые, фасонные, грибковые, профильные и т.п.);
- сверла (центровочные, спиральные, ружейные, микросверла с диаметром менее 3 миллиметров и т.п.);
- пилы (ленточные, дисковые и т.д.);
- инструмент резьбонарезной (метчики, плашки, резьбонакатные ролики, резьбофрезы и др.);
- инструмент для обработки отверстий (зенкеры, зенковки, развертки и т.п.).

Рисунок 1. Сверла из твердых сплавов.
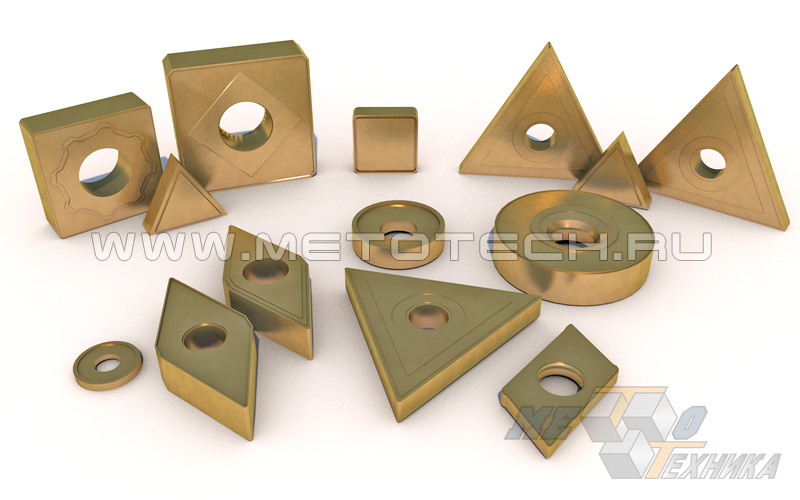
Рисунок 2. Сменные фрезы из твердых сплавов.
Краткое сравнение твердых сплавов с другими инструментальными материалами
В сравнении с другими инструментальными материалами твердые сплавы выигрывают по целому ряду характеристик. Если теплостойкость сплавов марок ВК6 и ВК8 находится в диапазоне 800-1000 °С, обеспечивая инструменту высокую скорость резания, то например, у быстрорежущей стали с умеренной теплостойкостью этот параметр не превышает 630 °С, с повышенной – 650 °С, а с высокой теплостойкостью – 730 °С.
По теплопроводности твердые сплавы (84 Вт/м·°С) уступают только алмазам (142 Вт/м·°С), и значительно превосходят по этому параметру углеродистую сталь (38 Вт/м·°С) и быстрорежущую сталь (25 Вт/м·°С), а как известно, чем выше теплопроводность, тем лучше охлаждается режущая кромка инструмента, тем он эффективнее работает и дольше служит.
По твердости сплавы марок ВК6 и ВК8 сопоставимы с минералокерамикой (у обоих материалов около 2000 кгс/мм), но превосходят максимальные значения этого параметра у быстрорежущих сталей (1400 кгс/мм), углеродистых сталей (800 кгс/мм), уступая только сверхтвердым материалам и алмазам, но зато не оставляют им шансов по пределу прочности на изгиб.
Процесс производства режущего инструмента из твердых сплавов
Режущие инструменты из твердых сплавов изготавливаются методом порошковой металлургии. Суть этого метода заключается в формовании, прессовании и спекании металлических порошков или композиций из металлических порошков с неметаллическими. При производстве металлокерамических пластин для режущего инструмента используется порошковая смесь из микрочастиц карбидов твердых керамик и связующего металла.
В случае с производством режущего инструмента из однокарбидных сплавов вольфрамовой группы в состав смеси входит «рабочий» материал – карбид вольфрама, и так называемая «связка», в качестве которой, как правило, используют кобальт. Смесь сначала дозировано засыпают в пресс-формы (матрицы), затем спрессовывают под большим давлением (до 1000 Па) в плотный прочный «брикет» с геометрией и рельефом готового инструмента. Затем полуфабрикат отправляют в высокотемпературную печь, где спрессованная металлокерамическая смесь спекается в монолитное готовое изделие.
Какие свойства придают твердые сплавы режущему инструменту
Совсем недавно наибольшее применение при производстве режущего инструмента имели инструментальные стали, но сегодня на лидирующие позиции постепенно выходит твердосплавный сплав кобальта (Co) и карбида вольфрама (WC) марок ВК6 и ВК8. Эти марки имеют в своем составе оптимальное количество кобальта: 6% и 8% соответственно. Это делает режущий инструмент не слишком хрупким, как например, из сплава марок ВК3 и ВК4, и достаточно твердым. Благодаря этой особенности, режущий инструмент из сплава марок ВК6 и ВК8 можно использовать как для черновой, так и для чистовой обработки металлов.
Крупнозернистые сплавы вольфрамовой группы (в отличие от мелко- и сверх-мелкозернистых сплавов) отличаются хорошей износостойкостью, позволяющей обрабатывать одним инструментом большее число деталей на одну режущую кромку, а также повышенной производительностью. Долгий срок службы твердосплавного режущего инструмента позволяет сократить его расход, что вкупе с невысокой ценой конечных изделий делает инструмент экономически выгодным. Вышесказанным объясняется широкая область применения твердосплавного режущего инструмента в современной металлообработке.
Благодаря своим уникальным свойствам твердые сплавы являются практически незаменимыми при производстве режущего инструмента. Инструменты, изготовленные из материалов-аналогов, не дают настолько хороших показателей, как инструменты, изготовленные из твердых сплавов. Одним из основных недостатков таких сплавов является их высокая стоимость, но этот факт не влияет на популярность применения данных материалов в указанной области.
телефоны:
8 (800) 200-52-75
(495) 504-95-54
(495) 642-41-95






С радостью сообщаем о старте летней акции – на ВСЕ МОДЕЛИ настольных заточных станков! Это отличная возможность приобрести станки со скидкой.
На склад поступила партия твердосплавных пластин для обработки жаропрочной стали, чугуну, нержавеющей стали, а так же по алюминиевым сплавам.
Представляем Вам новинки от компании HAHNREITER – Метчики машинные DIN 371 и DIN 376 серия Nirofix 48 STY/WC .
ООО «ГлавИнструментТорг» предлагает оптовым компаниям широкий ассортимент продукции: режущий инструмент, измерительный инструмент, калибры, вспомогательный инструмент, абразивный инструмент, алмазный инструмент, пневматический инструмент, оснастка.
Товарный ассортимент
Наш ассортимент постоянно расширяется, мы стараемся учитывать все Ваши пожелания и максимально удовлетворять Ваши запросы.
Наши поставщики – крупнейшие инструментальные заводы России, Тайваня, Германии и США.
Направления деятельности
Основными направлениями деятельности нашей компании являются:
- организация стабильных своевременных поставок качественного инструмента по конкурентным ценам;
- комплектация заказов любой сложности;
- транспортно-экспедиционные услуги;
- консультация покупателей о технических возможностях использования наших товаров.
ГлавИнструментТорг
ООО «ГлавИнструментТорг ТПК» предлагает оптовым компаниям широкий ассортимент продукции: режущий инструмент, измерительный инструмент, калибры, вспомогательный инструмент, абразивный инструмент, алмазный инструмент, пневматический инструмент, оснастка.
Высокую эффективность при обработке изделий из таких материалов, как чугун, цветные металлы, пластик, искусственный и натуральный камень, кирпич и бетон, демонстрируют твердосплавные сверла. Такое название они получили из-за того, что на их режущую часть напаиваются специальные пластинки из твердых сплавов. Использование этих сверл позволяет, например, почти в два раза увеличить производительность обработки чугуна по сравнению со сверлением, выполняемым инструментом из быстрорежущей стали.

Сверла твердосплавные для вырезания отверстий в рельсах
Несмотря на то, что режущие пластины, которыми оснащено такое сверло, отличаются исключительно высокой твердостью и износостойкостью, для обработки изделий из стали оно применяется нечасто, так как для этого необходимо обеспечить высокую жесткость рабочих элементов используемого оборудования. Если соблюдение этого требования не будет обеспечено, возникнет вибрация инструмента, которая приведет к выкрашиванию и даже выламыванию твердосплавных пластинок.
Критерии выбора
Выбирая твердосплавные сверла, которые могут иметь различные геометрические параметры и конструктивное исполнение, следует учитывать следующие характеристики: материал изделия, в котором необходимо просверлить отверстие, а также диаметр и глубину последнего. Наиболее значимыми параметрами, на которые необходимо обращать внимание, выбирая сверло с твердосплавными пластинами, являются:
- материал, из которого выполнена режущая часть;
- прочность используемого твердого сплава;
- качество изготовления сверла;
- торговая марка и страна-производитель;
- стоимость.

Сверла с твердосплавными пластинами для дрели имеют острые режущие грани
Несмотря на то, что сверла твердосплавные, выпущенные под известными торговыми марками, отличаются самой высокой ценой на рынке, выбирать желательно именно их, так как их качество и надежность находятся на самом высоком уровне. Учитывая тот факт, что любое твердосплавное сверло стоит недешево, выбирать инструмент сомнительного качества от неизвестных производителей не имеет никакого смысла.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
- материал изготовления твердосплавной пластины, в качестве которого могут использоваться сплавы марок ВК6, ВК8 и др.;
- способ крепления твердосплавных пластинок к основной части сверла;
- форма, которую имеют твердосплавные пластинки;
- форма канавок между рабочими поверхностями сверла, предназначенных для эффективного отвода отходов обработки.
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
Типы твердосплавных пластин, используемых для сверл
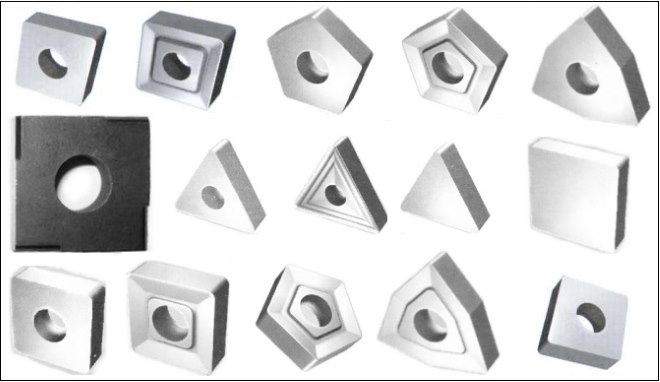
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
- параллелограмма;
- прямоугольника;
- ромба;
- неправильного треугольника (такие пластины характеризуются наличием шести режущих кромок).
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.
Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
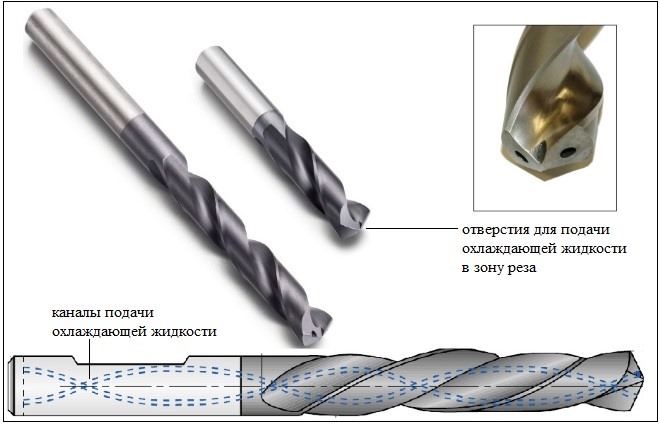
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Более качественных результатов сверления можно добиться, если использовать инструмент, оснащенный профилированными твердосплавными пластинами.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.

Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Сверла с твердыми пластинами, которые закреплены на инструменте механическим способом, эффективно используются для обработки наклонных и вогнутых поверхностей, при этом обработка таким инструментом может выполняться без предварительного засверливания отверстий. Чтобы успешно справиться с такой технологической задачей, величину подачи, с которой инструмент врезается в обрабатываемый материал, необходимо уменьшить на 50–70%.
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.

Сверление с наружной подачей охлаждающей жидкости
Полезные рекомендации
Прежде чем делать отверстие в изделии из металла, используя в том числе твердосплавное сверло, следует выполнить центровку инструмента. Для этого можно использовать такое удобное приспособление, как центрирующий штифт. При этом место на поверхности изделия, на котором будет располагаться центр будущего отверстия, следует предварительно накернить.
Важным параметром при использовании сверл с твердосплавными платинами является скорость, с которой выполняется обработка. При использовании такого инструмента скорость вращения шпинделя станка должна быть не ниже 25% от рекомендованного параметра. Очень важно сильно не занижать и не превышать (более чем на 20%) рекомендованную скорость вращения сверла, так как это может привести к возникновению вибрации инструмента, выкрашиванию и даже выламыванию твердосплавных пластин, которыми он оснащен.
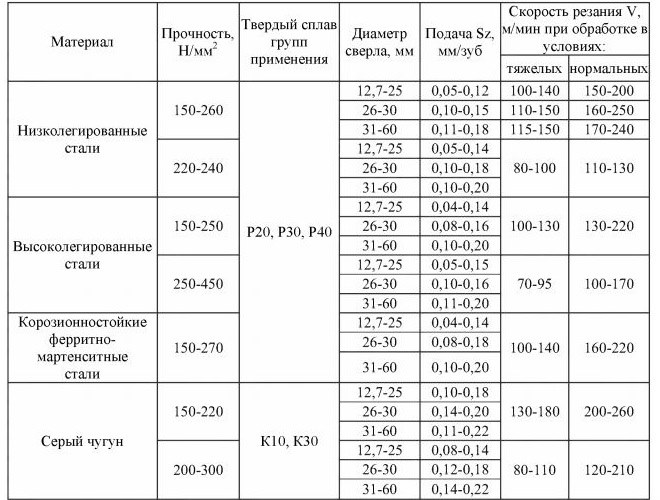
Режимы резания сверлами с СМП
Такой параметр сверления, как подача режущего инструмента, также имеет большое значение. На начальной стадии сверления сверло необходимо подавать со скоростью, которая в два раза ниже рекомендованной, а по мере врезания в обрабатываемый материал данный параметр можно постепенно увеличивать. При этом следует иметь в виду: если сверление выполняется затупившимся инструментом или обрабатываемый материал слишком твердый, увеличить скорость подачи не получится, какое бы сильное давление на сверло вы ни оказывали.
И в заключение небольшое видео о том, как просверлить каленый металл с помощью твердосплавных сверл.
