Содержание


 |
|
|
|

 |
 |

2. Установите компонент на место пайки
3. Поместите припой рядом с компонентом
4. Придерживайте компонент пальцем (Мяу! Я бы не стал этого делать. Без шерсти останетесь. Используйте пинцет.) и припаяйте с одного конца, нагревая паяльником припой.
2 способ: в печке. Вы паяете карты SMD и вам надоело паять вручную корпуса LQFP/TQFP64? Вы мечтаете о паяльной печи, но нет средств? Читайте дальше как сделать паяльную печь из обычной.
Изучите самостоятельно всю документацию по безопасности. Дальнейшие операции содержат определенный риск. Необходимое оборудование
Термометр, позволяющий мерять температуру в пределах 20°C – 300°C. Автор использовал термопару К типа с мультиметром.
Крем для пайки (например крем для пайки, без очистки, 85% сплава Sn62Pb36Ag2, 15% флюса RM89, шприц 25 гр.)
Обычные иглы для шприца, диаметром минимум 1 мм.
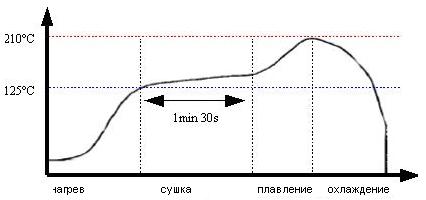
Пайка происходит в несколько этапов
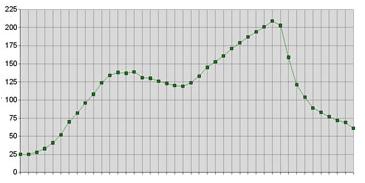
Эта характеристика меняется в зависимости от крема для пайки. Смотрите документацию на ваш крем. Температурная характеристика печи. Характеристика будет, например такой:
Замечания Этап сушки не очень стабилен. Если температура падает значительно, можете включить на чуть-чуть печь, чтобы температура не опускалась ниже 120°C. Охлаждение, 1 этап хорош, но охлаждение замедляется с 80°C. В данном случае карту можно вытащить из печки при 80-70°C. Не вытаскивайте раньше, т.к. компоненты могут сдвинуться. На некоторых сайтах используется регулирование температуры на базе мк с введенной в память характеристикой крема. Принимая во внимание тепловую инерцию печки, этот способ кажется не особо полезным, к тому же и так работает. Первый тест
Поставьте компонент и поместите плату в центр печки. Термопара должна находится как можно ближе к плате.
Установите температуру печи 250°C и включите оба сопротивления – верхнее и нижнее.(Мяу! Видимо имеются в виду оба нагревателя печки – верхний и нижний.) При 125°C выключите печь на полторы минуты.
Вам остатлось только проверить, жив ли еще компонент 😉 Что нужно знать
DIVASВот только хрупкие они. В экстремальных(тепловые и механические удары) условиях просто трескаются. У меня в фаре из-за этого 6 диодов из 33 в свое время отрубились, хотя паял паяльной станцией. Да, еще один момент. SMD-компоненты НЕ переносят перегрева при пайке. От перегрева они часто трескаются еще при пайке(появляются микротрещины). Но самое хреновое – то что именно трескаются, но этого не видно. Дефект проявит себя в процессе эксплуатации(снижение яркости или погасание светодиодов). 350-400°C). Температура пайки должна быть около 260-270°С, если мне не изменяет память. Еще лучше их предварительно прогревать до 100-150°. Обычные ногастые резюки надежнее.
PLAsticRe:SMD компоненты. Особенности
DIVASRe:SMD компоненты. Особенности В том-то и проблема, что сразу эти микротрещины никак себя не проявляют. Они проявляются со временем под действием перепадов температур, механических ударов и вибраций, а также при работе резисторов на предельной мощности(которая у них значительно меньше чем у ногастых). А при пайке обычным паяльником они дохнут не всегда, равно как и обычные паяльники далеко не всегда перегреваются до 450°С. Вероятность значительного растрескивания еще при пайке обычным умеренно перегретым( 350°С) паяльником около 1-5%, в зависимости от степени перегрева. Но вероятность сдыхания в процессе эксплуатации у таких резисторов намного выше, чем у паяных при нормальной температуре( Чтобы уменьшить воздействие на резистиоры тяжелой жизни фонаря, плату желательно крепить так, чтобы деформации корпуса не передавались на плату.
PLAsticRe:SMD компоненты. Особенности Температура жала паяльника. Оптимальная температура жала и требуемая мощность при ручной пайке зависят от конструкции паяльника и выполняемой задачи. При работе с бессвинцовыми трубчатыми припоями, имеющими температуру плавления в пределах 217 – 227°С, минимальная температура жала паяльника должна составлять 300°С. В процессе пайки необходимо избегать избыточно высокой температуры жала и чрезмерного времени пайки. Для большинства задач при работе с традиционными и бессвинцовыми припоями оптимальная температура жала паяльника составляет 315 – 370°С. В некоторых Пайка чип-компонентов (резисторы, конденсаторы, танталовые конденсаторы, индуктивности, варисторы, MELF корпуса). 1) Облудить одну из контактных площадок (далее КП). Необходимо подать достаточное количество припоя для последующего формирования галтели. Температуры даны другие.
DIVASRe:SMD компоненты. Особенности Температура жала паяльника. Оптимальная температура жала и требуемая мощность при ручной пайке зависят от конструкции паяльника и выполняемой задачи. При работе с бессвинцовыми трубчатыми припоями, имеющими температуру плавления в пределах 217 – 227°С, минимальная температура жала паяльника должна составлять 300°С. В процессе пайки необходимо избегать избыточно высокой температуры жала и чрезмерного времени пайки. Для большинства задач при работе с традиционными и бессвинцовыми припоями оптимальная температура жала паяльника составляет 315 – 370°С. В некоторых Пайка чип-компонентов (резисторы, конденсаторы, танталовые конденсаторы, индуктивности, варисторы, MELF корпуса). 1) Облудить одну из контактных площадок (далее КП). Необходимо подать достаточное количество припоя для последующего формирования галтели. Температуры даны другие. Собственно, главное условие качественного монтажа SMD выделено красным. Хотя, с 370 градусами они перестарались, для SMD достаточно 270-300, а 370 уже жарковато, если паять без предварительного подогрева. Возвращаясь к китайским паяльникам, стоит померить температуру жала – она иногда достигает 450°С и более, что недопустимо для пайки SMD. Вот только про использование флюса они тут забыли. Конечно, в случае трубчатого припоя он не нужен(флюс есть в самом припое), а при использовании обычного – очень даже нужен. Возможно, вы в ужасе от небольшого размера SMD компонентов, которые обычно используются в современной электронике. Но этого не стоит бояться! Вопреки расхожему мнению, пайка SMD компонентов намного проще, чем пайка THT элементов (англ. Through-hole Technology, THT — технология монтажа в отверстия). У SMD компонентов, несомненно, есть много преимуществ:
Итак, давайте посмотрим, что нам необходимо для пайки SMD компонентов:
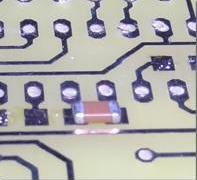
И что? Это все? Да! Для пайки большинства SMD компонентов не требуется никакого специального оборудования! Пайка SMD в корпусе 1206, 0805, MELF, MINIMELF и т. д.В этих корпусах производят резисторы, конденсаторы, диоды и светодиоды. Такие элементы поставляются в бумажных или пластиковых лентах, адаптированных к автоматической сборке. Такие ленты наматывают на барабаны и обычно содержат 5000 штук элементов, хотя, может быть, даже 20000 в одной катушке. Такие катушки устанавливаются в сборочные машины, благодаря чему весь процесс производства может быть полностью автоматизирован. Роль человека в подобном производстве — это только установка новых катушек и контроль качества готовой продукции. В названии корпуса закодированы размеры SMD компонента. Например, 1206 означает, что длина элемента составляет 120 mils, а ширина — 60 mils. Mils составляет 1/1000 дюйма или 0,0254 мм. На практике чаще всего используются корпуса 1206, 0805, 0603, 0402, 0201, 01005. Для ручного монтажа идеально подходит корпус 1206, но даже 0402 можно паять вручную, хотя это довольно утомительно. Элементы MELF имеют цилиндрическую форму и чаще всего являются диодами или резисторами. Давайте теперь перейдем к делу! Припаять диод в корпусе MELF
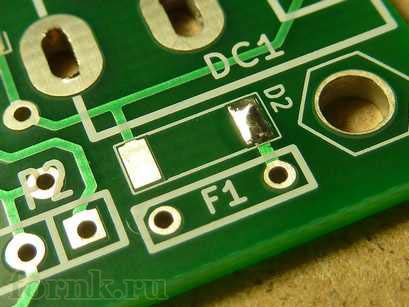
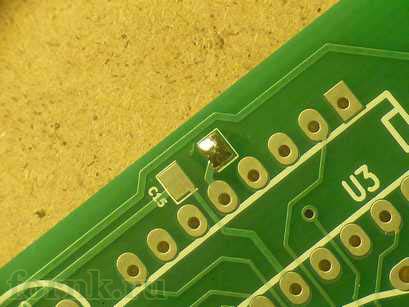
Прежде всего, мы должны облудить одну из контактных площадок. Мы обрабатываем площадку флюсом и прикасаемся к ней кончиком паяльника, и через некоторое время наносим припой. Припой должен немедленно расплавиться и равномерно покрыть всю площадку. Все, что вам нужно, это тонкий слой припоя — лучше, чтобы его было мало, чем слишком много.
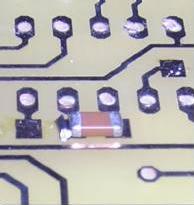
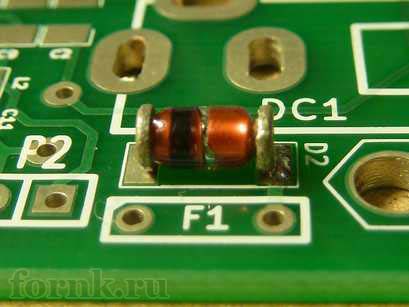
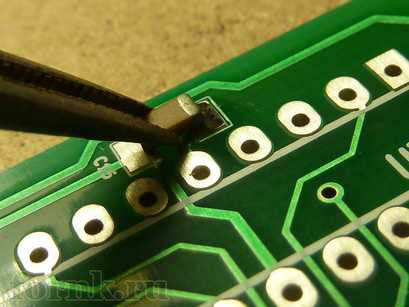
Далее мы берем SMD компонент за боковые стороны и кладем его на место пайки. После этого следует разогреть ранее облуженную площадку и придавить в нее SMD компонент. Припой должен равномерно охватить вывод компонент.
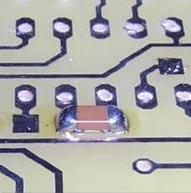
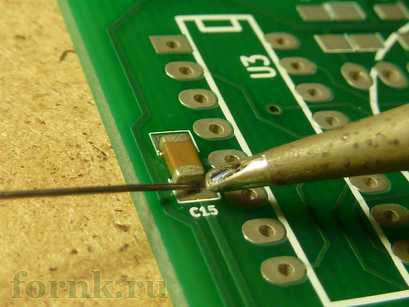
Последний этап — пайка второго контакта. Здесь нет ничего сложного — мы прикасаемся к контакту и к площадке жалом паяльника, затем прикладываем к нему припой, который быстро плавиться, обволакивая место пайки ровным слоем.
На следующих рисунках показано, как припаивается конденсатор в корпусе 1206. Последовательность операций идентична приведенной выше.
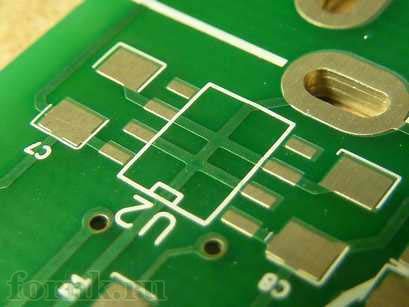
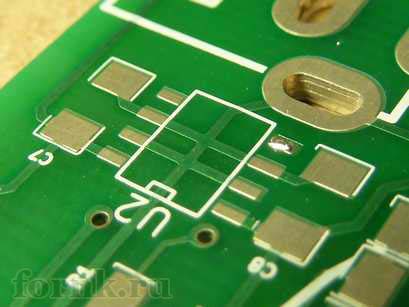
Пайка SMD в корпусе SO8, SO14, SO28 и т. д.В корпусах SO встречается большинство простых интегральных микросхем, такие как логические элементы, регистры, мультиплексоры, операционные усилители и компараторы. Они имеют относительно большой шаг выводов: 50mils. Вы можете легко припаять их без специального оборудования. Первый шаг — лужение контактной площадки, расположенной в одном из углов. Мы касаемся площадки паяльником, нагреваем ее, а затем наносим немного припоя.
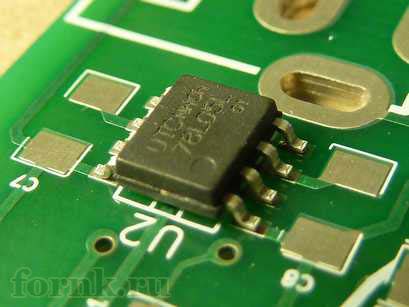
Далее берем микросхему с помощью пинцета и кладем ее на место пайки. Аналогично примеру с 1206, мы разогреваем облуженное поле, чтобы микросхема прилипала к плате. Если микросхема сдвинулась, то снова разогрейте контакт и отрегулируйте ее положение.
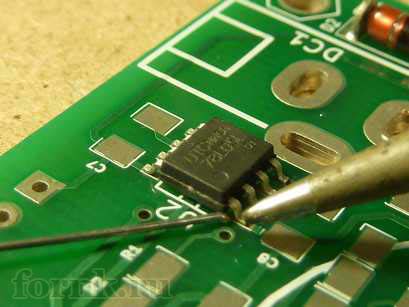
Если микросхема установлена правильно и держится надежно, то пропаиваем оставшиеся ножки. Прикладываем к ним жало паяльника, прогреваем, а затем прикасаемся к ним припоем, который, расплавляясь, обволакивает их. Чтобы сделать пайку качественнее следует применить флюс.
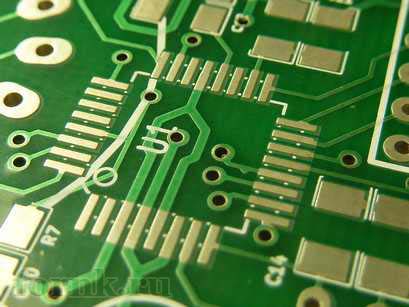
Пайка SMD в корпусе TQFP32, TQFP44, TQFP64 и т. д.В принципе компоненты в корпусе TQFP тоже можно припаять без флюса, так же, как и SO, но мы хотим здесь наглядно показать, что дает активный флюс. Вы можете купить его в шприцах с надписью FLUX.
В следующем примере мы припаяем микросхему в корпус TQFP44. Начнем с смазывания всех паяльных площадок флюсом. Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.
Мы не будем предварительно облуживать, как писали ранее. Мы ставим микросхему сразу на ее место и устанавливаем в правильном положении.
До этого пайка осуществлялась острым жалом. Теперь продемонстрируем пайку жалом в форме ножа, которым одновременно можно припаять сразу несколько ножек.
Набираем немного припоя на кончике жала, а затем касаемся двух ножек в противоположных углах микросхемы. Таким образом, мы фиксируем микросхему, чтобы она не сдвигалась при пайке остальных ножек.
Теперь важно иметь на жале паяльника небольшое количество припоя. Если его много, протрите жало влажной губкой. Мы касаемся кончиком жала ножек, которые еще не пропаяны. Не следует опасаться замыкания ножек, поскольку благодаря использованию активного флюса этого можно избежать.
Если все-таки где-то произошло замыкание ножек припоем, то достаточно очистить жало паяльника, а затем распределить припой по соседним ножкам, или вовсе убрать его в сторону. В заключение, нужно смыть активный флюс, так как через некоторое время он может окислить медь на плате. Для этого можно использовать этиловый или изопропиловый спирт. “> |