Содержание
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Наша статья посвящена ностальгии по школьным мастерским трудового обучения. Многие умеют вести токарные работы по дереву, но не каждому по карману покупать и содержать оборудование для этого. Можно ли своими руками собрать станок, отвечающий технологии и требованиям безопасности — разберёмся вместе.

Что говорит ГОСТ
Приятная новость в том, что велосипед изобретать не придётся. Весь процесс сборки и чертежи каждого модуля станка описаны в ТУ3872–477–02077099–2002, и, хотя в открытом доступе этого документа нет, его вполне можно получить по индивидуальному запросу. Хотя и это вряд ли понадобится: устройство станка настолько примитивное, что вы легко сориентируетесь в тонкостях его изготовления даже по изображениям из школьных учебников.
 СТД-120М
СТД-120М
Другой положительный факт — СТД-120М, по всей видимости, проектировался с расчётом на изготовление «по месту», поэтому практически все компоненты для сборки вы сможете либо найти в продаже, либо самостоятельно изготовить и доработать. Естественно, если появится возможность недорого приобрести комплектующие для этого станка или его младшего собрата ТД-120 — так и поступайте. Детали фабричного производства надёжнее, легче юстируются, к тому же унифицированная конструкция рамы позволяет собрать один станок из множества доноров.

Обратите также внимание, что стандартизация модулей во многом определяет безопасность эксплуатации оборудования. Основные принципы производственной безопасности оглашены в ГОСТ 12.2.026.0–93, а правила электрозащиты изложены в ГОСТ Р МЭК 60204–1. Согласуйте с этими нормативами любую изготавливаемую вами деталь или модуль станка.
Изготовление станины
Взамен литой чугунной станины мы предлагаем более лёгкую сварную конструкцию. Она состоит из двух отрезков 72-й угловой стали длиной по 1250 мм. Велик соблазн сделать станину покрупнее для обработки более массивных изделий, но помните, что подобные изменения требуют вмешательства и в прочие узлы станка. Возможно, вам следует взять за образец ТТ-10460 под заготовку метровой длины.

Уголки располагаем на ровной горизонтальной плоскости полками друг к другу. Между ними вставляем калиброванные вкладыши, чтобы направляющие станины располагались строго параллельно с дистанцией 45 мм. Для скрепления направляющих используем два уголка, таких же, как на станине, по 190 мм, которые подкладываем с переднего и заднего краёв. Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Направляющие скрепляются ещё одной 190 мм перемычкой, в нижней полке которой есть вырезы под каждый уголок. Устанавливается эта деталь с образованием ячейки, размерами в точности соответствующими посадочному шипу передней бабки, в стандартном варианте это 45х165 мм.

Такая станина может крепиться каким угодно образом к верстаку или колоде, но все элементы крепления рекомендуется наваривать, не нарушая при этом целостность основания. Если для станка выделяется отдельный угол, приварите перпендикулярно уголкам станины ножки из трубы и, для большей устойчивости, сделайте им небольшой «раскос» кувалдой. В конечном итоге вес станины, скреплённой с верстаком, не должен быть меньше 60–70 кг.

Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.

Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.

Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.

Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.

Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.


Привод и трансмиссия
Стандартный вариант привода — асинхронный трёхфазный двигатель мощностью до 2 кВт (обычно 1,2 кВт), соединённый с валом передней бабки клиноременной передачей на двухручьевых шкивах. Постель для крепления движка может располагаться между ногами станины, либо на дополнительной подмости за передней бабкой, что усложнит сборку, но сделает более удобным переброс ремня.

Далеко не всегда есть возможность использовать двигатель с нужной частотой вращения вала, поэтому выход на итоговые обороты осуществляется регулировкой диаметра шкивов. Например, если в вашем распоряжении АД на 1480 об/мин, то чтобы выйти на заветные 1100 и 2150 об/мин, диаметры ведущих и ведомых ручьёв должны соотноситься как 1:1,5 и 1,3:1.
При размещении двигателя полезно снабдить станину пластиной, закреплённой на воротных навесах. Двигатель, установленный по такой системе, будет всё время находиться в подвешенном состоянии и обеспечит плотное прижатие ремня собственным весом. А если оснастить площадку педалью, скорость можно будет менять даже на ходу.

По электрической части сложностей тоже нет. Коммутация выполняется стандартной пусковой трёхфазной кнопкой с реверсом, для такого маломощного двигателя нет нужды устанавливать пускатель. Единственный момент — включение торможения постоянным током при удержании стоповой кнопки, для чего понадобится мощный диодный мост (на КД203Д) согласно типовой схеме включения.
Частотно-управляемый двигатель может использоваться в качестве прямого привода, что избавит от необходимости конструировать переднюю бабку. Для этого нужно закрепить двигатель на переходной площадке, в нижней части которой есть продольный установочный шип шириной в 45 мм как штатное средство юстировки для станины СТД120.

Передняя бабка
Забегая вперёд, отметим, что и передняя, и задняя бабка включают детали, изготовить которые можно, только имея доступ к токарному станку по металлу. Иначе есть смысл задуматься о приобретении готовых модулей или, по крайней мере, их литых консолей.
В основании передней бабки лежит два подшипниковых корпуса типов S, V или U, стационарно закреплённых на раме из угловой стали. К сожалению, невозможно предугадать, какие типоразмеры будут доступны, однако в общем итоге высота оси шпинделя над станиной должна быть не менее 120 мм. При том, что диаметр шпиндельного вала составляет около 25 мм, будет наиболее интересен типоразмер подшипникового узла с общим габаритом высоты около 70 мм.

Вал вытачивается из кругляка углеродистой стали диаметром 40 мм с допуском не более 0,05 мм. Основных вариаций вала две. Первая — самая простая: в центре остается целик вала, затем выполняются спуски до посадочного диаметра подшипниковых узлов, далее на концах нарезается резьба. Для осевой фиксации на валу протачивают четыре канавки под стопорные кольца.
 1 — посадочные места для подшипников; 2 — канавки под стопорные кольца
1 — посадочные места для подшипников; 2 — канавки под стопорные кольца
Вторая вариация имеет расширение в виде юбки сразу за резьбой патрона. Оно предназначено для установки фланцевого упорного подшипника, закреплённого на выступе основания передней бабки. Такой подход позволяет сократить износ подшипников, если на станке обрабатываются массивные детали.
Основание бабки — две пары уголков или два швеллера, развёрнутых навстречу друг другу. Сведением-разведением вертикальных полок можно регулировать высоту основы под осевую высоту имеющихся подшипниковых узлов. Снизу к основанию приварена 45 мм полоса, которая выполняет роль юстировочного паза. Важен порядок сборки: сперва на шпиндель напрессовываются подшипники, затем вал крепится на станине с подложкой регулировочных стальных пластин.

Задняя бабка
Изготовить заднюю бабку не в пример проще. Состоит она из четырёх деталей:
- Основание из угловой стали высотой 100 мм по тому же принципу, что и для передней бабки. Сверху поперёк прикручены на болтах два 50 мм уголка, в их полках по центру вырезы квадраты 40 мм шириной.
- Направляющая (внешняя) толстостенная квадратная трубка шириной 40 мм, длиной 150 мм и внутренним просветом 20х20 мм. В задней части нужно установить пробку толщиной 6–8 мм и с отверстием в центре на 8 мм, крепится она на двух винтах через стенки трубки.
- Внутренняя трубка, она же пиноль, изготавливается из 20 мм профильной трубки, желательно толстостенной и фрезерованной точно под просвет направляющей. В задней части пиноли заварена гайка М14, в переднюю вставлен и заварен металлический прут, уширенный до 5 мм для посадки двухрядного подшипника.
- Приводной винт имеет резьбу под гайку в пиноли (желательно сделать трапециевидную), в задней части выполнен переход на 8 мм резьбу для крепления маховика.

Принцип работы и схема сборки пиноли вполне очевидны, но особое внимание нужно уделить юстировке осей. Направляющая трубка, закреплённая сваркой в вырезах уголков, может подниматься выше или ниже за счёт подкладок из трансформаторной стали. Передняя и задняя бабка должны быть абсолютно соосны, допуск составляет всего пару десятых.

Что касается способа крепления к станине, он одинаков и для бабок, и для подручника. Шпильки М14 или М16 привариваются ко дну бабок, а в прорезь подручника вставляется крупный лемешный болт. Снизу модули подтягиваются гайками с приваренными к ним прутьями наподобие рычагов. Для равномерного плотного прижатия снизу в качестве ответной планки подкладывается 50 мм швеллер.
 Испокон веков дерево верой и правдой служило людям. Древесина является предметом труда мастера по изготовлению столярных изделий. Особенно большой популярностью пользуются вещи, сделанные на токарном станке. Многие токари-металлисты любят точить дерево. Умение работать на металлорежущем оборудовании мотивирует их изготовить токарный по дереву своими руками для домашней мастерской.
Испокон веков дерево верой и правдой служило людям. Древесина является предметом труда мастера по изготовлению столярных изделий. Особенно большой популярностью пользуются вещи, сделанные на токарном станке. Многие токари-металлисты любят точить дерево. Умение работать на металлорежущем оборудовании мотивирует их изготовить токарный по дереву своими руками для домашней мастерской.
Деревообрабатывающий станок
На рынке деревообрабатывающей техники представлена обширная линейка токарных станков по дереву. Каждый потребитель делает свой выбор с учетом своих интересов, но главный критерий — это мощность привода. Для домашней мастерской, где токарные работы выполняются эпизодически, подойдёт простой настольный станочек с мощностью электродвигателя 1 киловатт и скоростью вращения шпинделя 3500 об/мин.
Главные узлы и механизмы станка по дереву отвечают классическому устройству токарной машины, обрабатывающей заготовки вращением. Три главных механизма:
- привод — электрический двигатель, однофазный или трёхфазный;
- передаточный — набор устройств, передающих вращение вала двигателя на шпиндельную бабку;
- исполнительный — это суппорт.
Четыре основных узла:
- станина — корпус, на котором закреплены механизмы;
- передняя шпиндельная бабка — для крепления планшайбы или токарного патрона;
- задняя фиксирующая бабка — для установки вращающего центра или сверлильного патрона.
Конструкционная особенность
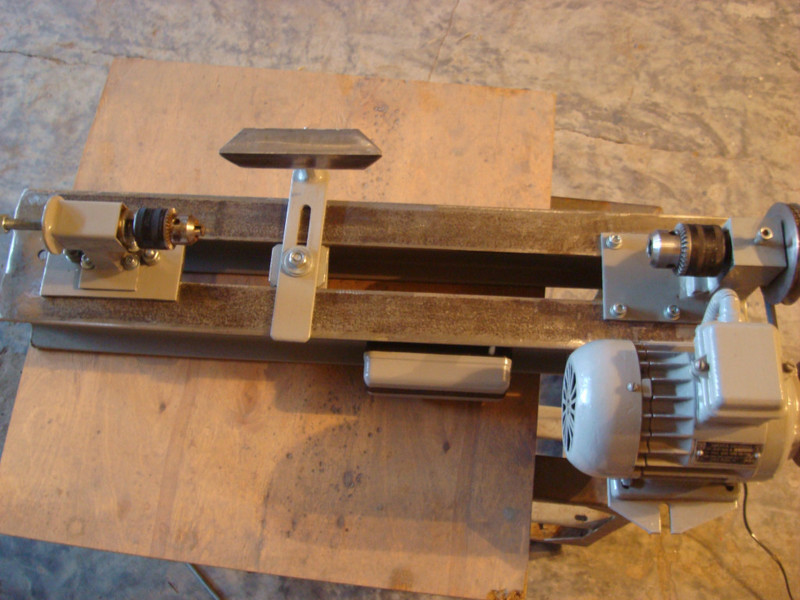
 Станок токарный по дереву своими руками можно собрать из подручного материала. Конструкция простая, много времени на изготовление не потребуется. Главная часть станка — станина, изготовленная из швеллера, в котором по центральной осевой линии прорезан болгаркой паз для фиксации подручника и задней бабки. Принцип фиксации — эксцентрический механизм.
Станок токарный по дереву своими руками можно собрать из подручного материала. Конструкция простая, много времени на изготовление не потребуется. Главная часть станка — станина, изготовленная из швеллера, в котором по центральной осевой линии прорезан болгаркой паз для фиксации подручника и задней бабки. Принцип фиксации — эксцентрический механизм.
Конструкция задней бабки стандартна. Пиноль имеет отверстие под конус Морзе № 2 для установки центра вращения. Хвостовик сверлильного патрона соответствует отверстию пиноли. Рекомендуется использовать заднюю бабку заводского изготовления.
Если самодельный токарный по дереву станок предназначен для точения и сверления деталей без требования к точности, его можно изготовить самостоятельно.
Под пиноль выточить полый цилиндр с глухой торцевой стенкой, в которой нарезана резьба под винт маховика. Подвижная часть пиноли — это цилиндр с коническим отверстием и шпоночным пазом на всю длину. Перемещается подвижная часть при помощи винта маховика по шпонке, приваренной в корпусе бабки.
Подручник классический, имеет функцию регулирования с фиксацией под диаметр обрабатываемой заготовки, основание подручника перемещается поперёк и вдоль станины. Фиксируется эксцентриком с ручкой. Верхняя часть — обычный уголок.
В передней бабке установлены два радиально-упорных подшипника. На валу шпинделя нарезана резьба М14, шаг два. Это резьба, которая используется на болгарках, шлифовальных машинках. Благодаря этому на шпиндель можно крепить все насадки, которые используются болгаркой.
С этой резьбой изготовлена планшайба под токарный патрон. Вращает всю эту конструкцию электрический двигатель от стиральной машинки мощностью 300 ватт.
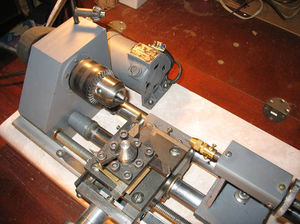
Шпиндельная бабка своими руками
 От точности изготовления передней бабки зависит качество всей конструкции. Поэтому на этот узел необходимо обратить особое внимание. Умельцы рекомендуют изготовить переднюю бабку токарного станка своими руками. Для этого нужно выточить цилиндрический корпус толщиной стенки 10 мм. Для крепления к станине нужно изготовить специальную стойку. Для этого подойдёт отрезок швеллера. Швеллер торцом приваривается к уголку, изготовленному из листовой стали толщиной 10 мм. На полученную стойку крепится корпус бабки.
От точности изготовления передней бабки зависит качество всей конструкции. Поэтому на этот узел необходимо обратить особое внимание. Умельцы рекомендуют изготовить переднюю бабку токарного станка своими руками. Для этого нужно выточить цилиндрический корпус толщиной стенки 10 мм. Для крепления к станине нужно изготовить специальную стойку. Для этого подойдёт отрезок швеллера. Швеллер торцом приваривается к уголку, изготовленному из листовой стали толщиной 10 мм. На полученную стойку крепится корпус бабки.
Чтобы изготовить токарный станок по дереву своими руками, чертежи и размеры не имеют значения, так как каждый изготавливает конструкцию индивидуально, учитывая свои возможности. Цилиндрический корпус в разрезе:
- наружный диаметр 56 миллиметров;
- толщина стенки 10 миллиметров;
- длина 180 миллиметров;
- посадочные гнёзда под подшипники диаметром 24 миллиметра;
- вал диаметром 30 миллиметров.

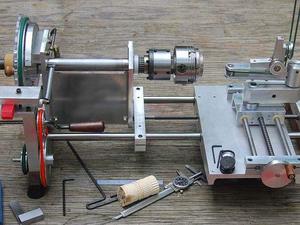
Простые приспособления делают станок универсальным и увеличивают перечень операций. Например, установив в патрон шлифовальный барабан с наждачной бумагой, можно затачивать инструмент. Устройство для точения по копиру выглядит следующим образом:
- копир;
- труба, установленная вдоль станины, выполняющая роль салазок;
- дисковая электропила, выполняющая роль резца по дереву.
Приспособление для фрезерования заменит фрезерный станок. Оправка с дисковой фрезой

зажимается в патрон. Вместо подручника устанавливается рабочий стол с упорной линейкой. Фрезеровать можно наличники, плинтусы, заготовки для рамок.
Энтузиасты и любители изготавливать самоделки постоянно придумывают механизмы, облегчающие ручной труд. У таких людей на вопрос, как сделать станок по дереву, всегда есть ответ.
Токарный станочек-мини
Самодельный маленький токарный станочек по дереву умельцы ухитряются сделать, потратив 30 минут времени. Материал для изготовления древесно-стружечная плита толщиной 20 миллиметров или толстослойная фанера. Устройство имеет такую схему:
- основание 540х260х20 миллиметров;
- стойка под электродрель 150х100х20 миллиметров.
 Задняя бабка изготавливается из двух прямоугольных брусков, собранных в конструкцию под прямым углом. В стойке сверлится посадочное отверстие под электродрель, делается фиксатор для надёжного крепления. Стойка неподвижно закреплена к основанию. В задней бабке просверлено отверстие для винта, торец которого заточен под конус. Это упорный центр. Импровизированная задняя бабка перемещается по направляющей прорези, фиксируется в один оборот эксцентрика. Подручник изготовлен из рейки, прикреплённой к основанию.
Задняя бабка изготавливается из двух прямоугольных брусков, собранных в конструкцию под прямым углом. В стойке сверлится посадочное отверстие под электродрель, делается фиксатор для надёжного крепления. Стойка неподвижно закреплена к основанию. В задней бабке просверлено отверстие для винта, торец которого заточен под конус. Это упорный центр. Импровизированная задняя бабка перемещается по направляющей прорези, фиксируется в один оборот эксцентрика. Подручник изготовлен из рейки, прикреплённой к основанию.
Такая простая самоделка даст возможность без проблем выточить из дерева ручку к напильнику или вал качалки для теста. Да и вообще, обработка дерева — очень интересное занятие.
