Содержание
- Текст ГОСТ 10047-62 Резцы из быстрорежущей стали. Технические условия
- МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
- РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
- Технические условия
- 1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- 4. (Исключен, Изм. № 5).
- 8. (Исключен, Изм. № 3).
- (Измененная редакция, Изм. № 4, 5).
- 12. (Исключен, Изм. № 5).
- (Измененная редакция, Изм. № 5, 6).
- 17—19. (Введены дополнительно, Изм. № 5).
- 1а. ПРИЕМКА
- II. МЕТОДЫ ИСПЫТАНИЙ
- Характеристики быстрорежущих сталей
- Расшифровка обозначения марок сталей
- Методы производства и обработки
- Улучшение характеристики изделий
Текст ГОСТ 10047-62 Резцы из быстрорежущей стали. Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Технические условия
High-speed steel cutting tools. Specifications
МКС 25.100.10 ОКП 39 2100
Дата введения 01.01.63
Настоящий стандарт распространяется на токарные, строгальные, долбежные и расточные держа-вочные резцы общего назначения, изготовленные из быстрорежущей стали.
Степень соответствия настоящего стандарта СТ СЭВ 199—75 приведена в приложении 1а.
(Измененная редакция, Изм. № 3, 5).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. Режущая часть резцов должна быть изготовлена из быстрорежущей стали по ГОСТ 19265.
(Измененная редакция, Изм. № 3).
2. Державки резцов должны изготовляться:
токарных резцов — из стали марки 45 или 50 по ГОСТ 1050 или ГОСТ 1051 группы Б;
строгальных и долбежных резцов — из стали марки 45 или 50 по ГОСТ 1050;
расточных державочных резцов — из стали марки 40Х по ГОСТ 4543 или марки 45 или 50 по ГОСТ 1050.
(Измененная редакция, Изм. № 6).
3. Твердость рабочей части должна быть 63 . 66 HRC3.
Твердость рабочей части резцов из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3.
(Измененная редакция, Изм. № 2, 5).
4. (Исключен, Изм. № 5).
4а. Державки резцов должны иметь защитное покрытие по ГОСТ 9.306. Защитные покрытия не должны нарушать плоскостности основной базы.
(Введен дополнительно, Изм. № 4).
46. В качестве припоя должен применяться припой марки ПЖ60НХБ.
Допускается применение других марок припоев, не ухудшающих физико-механических свойств быстрорежущей стали и обеспечивающих прочность паяного соединения не ниже, чем при применении припоя марки ПЖ60НХБ.
(Введен дополнительно, Изм. № 5).
5. Толщина сварного шва или припоя между пластинкой и державкой должна быть минимальной (0,1—0,2 мм).
Не допускается разрыв шва или слоя припоя на протяжении, превышающем 10 % его длины по опорной части пластинки на отрезных и прорезных резцах и 20 % — на остальных резцах.
(Измененная редакция, Изм. № 3).
Издание официальное Перепечатка воспрещена
6. Параметры шероховатости На поверхностей резца по ГОСТ 2789 не должны превышать следующих значений, мкм:
передняя и главная задняя поверхность:
подвергаемые доводке. 0,32
не подвергаемые доводке . 0,63
вспомогательная задняя . 1,25
(Измененная редакция, Изм. № 3, 5, 6).
7. Предельные отклонения размеров державок резцов не должны превышать: высоты и ширины резцов с одной обработанной опорной поверхностью:
из холоднотянутой стали — hi6; из горячекатаной стали — hi7;
высоты и ширины револьверных и расточных резцов: прямых — hi 1; отогнутых — hl4.
(Измененная редакция, Изм. № 6).
8. (Исключен, Изм. № 3).
9. Вершина режущей кромки токарных (кроме расточных и резьбовых) и расточных державочных резцов должна быть расположена на высоте, соответствующей номинальному размеру высоты державки.
Предельные отклонения расположения верщины режущей кромки токарных и расточных резцов должны соответствовать:
±7714 — для резцов из горячекатаной стали,
±7711 — для резцов из холоднотянутой стали.
10. Предельные отклонения ширины рабочей части резцов должны соответствовать:
б) прорезных +7714;
в) шпоночных долбежных (табл. 1).
П римечание. Предельные отклонения ширины рабочей части шпоночных долбежных резцов для обработки пазов по А> и ПШ1 указаны в приложении 1.
Предельное отклонение для полей допусков на ширину шпоночного паза
(Измененная редакция, Изм. № 4, 5).
11. Предельные отклонения общей длины резцов должны соответствовать:
±7716 — для резцов длиной до 50 мм,
±27716 — для резцов длиной свыше 50 мм.
12. (Исключен, Изм. № 5).
13. Допуск плоскостности опорной поверхности державки резца должен соответствовать 10-й степени точности по ГОСТ 24643. Выпуклость не допускается.
(Измененная редакция, Изм. № 5).
14. Допуск прямолинейности боковых сторон державки резцов не должен превышать 1 мм на 100 мм длины.
При разрубке на прессах, на конце державки токарных, строгальных и долбежных резцов допускаются замины, размеры которых не должны превышать указанных в табл. 2.
Высота державки резца, Н
по высоте державки
(Измененная редакция, Изм. № 5, 6).
15. Предельные отклонения от перпендикулярности боковой поверхности державок резцов к опорной поверхности не должны превышать: для токарных и строгальных резцов ±1°30′, для расточных державочных резцов ±30′.
(Измененная редакция, Изм. № 5).
16. Предельные отклонения углов резцов должны соответствовать:
переднего главного у до 12°. ±Г
переднего главного у свыше 12°. ±2°
заднего главного а и вспомогательного ы. ±1°
главного угла в плане tp и вспомогательного угла в плане tpj. ±2°
вспомогательного угла в плане для отрезных и прорезных резцов. ±30′
(Измененная редакция, Изм. № 5).
17. Средний и установленный периоды стойкости резцов при обработке стали 45 по ГОСТ 1050 и
условиях испытаний, указанных в разд. II, должны быть Т = 30 мин, Т = 14 мин.
18. Критерием затупления резцов является достижение допустимого износа /г3 по задней поверхности:
1.5 мм — для токарных резцов проходных, подрезных, расточных;
1.0 мм — для токарных резцов отрезных, прорезных и фасочных;
0,3 мм — резьбовых;
1.5 мм — для строгальных и долбежных резцов проходных и подрезных;
1.0 мм — для строгальных и долбежных резцов прорезных и отрезных.
17—19. (Введены дополнительно, Изм. № 5).
19. На одной из боковых сторон каждого резца должны быть четко нанесены: товарный знак предприятия-изготовителя;
марка стали режущей части; сечение державки;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР;
для прорезных и шпоночных долбежных резцов — ширина а;
для долбежных резцов — обозначение поля допуска ширины шпоночного паза.
(Измененная редакция, Изм. № 5, 6).
20. Транспортная маркировка, маркировка потребительской тары, упаковка — по ГОСТ 18088. Вариант внутренней упаковки ВУ-1 по ГОСТ 9.014.
(Измененная редакция, Изм. № 6).
1а. ПРИЕМКА
1.1. Приемка — по ГОСТ 23726.
1.2. Испытания резцов на средний период стойкости проводят раз в три года, на установленный период стойкости раз в год не менее, чем на 5 резцах одного типоразмера каждого типа.
Разд. 1а. (Введен дополнительно, Изм. № 5).
II. МЕТОДЫ ИСПЫТАНИЙ
2.1. Контроль внешнего вида осуществляется визуально при помощи лупы увеличения 4 по ГОСТ 25706.
2.2. Контроль параметров резцов проводят средствами контроля, имеющими погрешности измерения не более:
при контроле линейных размеров-значений, указанных в ГОСТ 8.051;
при контроле угловых размеров — 35 % допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % допуска на проверяемый параметр.
2.3. Контроль параметров шероховатости поверхностей резцов осуществляют сравнением с образцами шероховатости по ГОСТ 9378 или контрольными образцами, имеющими значения параметров шероховатости поверхностей не более указанных в п. 6.
2.4. Контроль твердости (п. 3) осуществляют в соответствии с ГОСТ 9013 приборами ТР по ГОСТ 23677.
2.5. Испытания резцов на работоспособность, средний и установленный периоды стойкости должны проводиться на токарных, строгальных и долбежных станках, соответствующих установленным для них нормам точности и жесткости.
2.6. Испытания резцов проводят на заготовках из стали марки 45 по ГОСТ 1050 твердостью 187—207 ИВ с охлаждением 5 % раствором эмульсола в воде с расходом не менее 5 л/мин.
2.6.1. Вершины резцов устанавливают по линии центров станка с допустимыми отклонениями не более, мм:
для точения наружных поверхностей; для точения внутренних поверхностей;
_10. для отрезки и прорезки.
2.6.2. Вылет режущей части резцов из резцедержателя не должен превышать:
(1,2—1,3) Н. для точения наружных поверхностей;
длины оттянутой части резца. для точения внутренних поверхностей;
длины узкой части резца. для прорезки и отрезки;
Н. для строгания и долбления прямыми
2Н. для строгания изогнутыми резцами.
2.7. Поверхности заготовки для испытаний должны быть предварительно обработаны до параметра шероховатости Ra А з
Изготовление быстрорежущих и углеродистых резцов. Быстрорежущие резцы лишь небольших размеров делают цельными. Резцы средних и крупных размеров, для экономии дорогостоящей быстрорежущей стали, должны быть наварными.
Пластинки из быстрорежущей стали привариваются к стержню резца с помощью различных порошков. Сварочный порошок накладывается слоем толщиной около 3 мм между пластинкой и стержнем резца. После этого резец помещают в индуктор высокочастотной установки, в крайнем случае в печь или даже кузнечный горн, где он нагревается до светло-красного цвета. Убедившись в том, что пластинка не сдвинулась, ударяют по ней один раз молотком для закрепления ее на месте. Затем резец снова помещают в печь и нагревают до температуры сварки, т. е. до светло-желтого, почти белого цвета и появления пузырей на пластинке. Вынув резец из печи, плотно прижимают пластинку к стержню под ручным прессом или легкими, но частыми ударами кузнечной кувалды (через гладилку). Охлажденный резец можно закаливать как цельный.
Резцы из быстрорежущей стали при закалке нагревают «ступенями»: сначала медленно нагревают до определенной температуры, затем быстро до следующей ступени температуры и только после этого быстро поднимают температуру нагрева до 1240—1300° С.
Охлаждение резца производится в масле или струе холодного воздуха. Для отпуска резца его нагревают, выдерживая в печи 3—4 после чего охлаждают в масле или в струе воздуха. Материал резца улучшается, если отпуск производят 2—3 раза с выдержкой 1 ч после нагрева.
Резцы из углеродистой стали изготовляют обычно цельными, независимо от их размеров. Такие резцы получают необходимую форму механической обработкой или ковкой. Придание резцу необходимой формы кузнечным способом всегда связано с понижением качества его материала — выгоранием полезных элементов, образованием трещин и т. д. Поэтому такой способ следует применять лишь в случае безусловной необходимости и выполнять со строгим соблюдением всех правил ковки. Откованные резцы следует подвергать отжигу, уничтожающему внутренние напряжения в стали, образовавшиеся во время ковки. Для этого резцы нагревают до температуры отжига, соответствующей марке стали изготовляемого резца, после чего резец охлаждают в сухом древесном угле, золе или песке.
Для закалки резца головка его нагревается до соответствующей температуры, затем резец охлаждается в какой-либо жидкости или на воздухе; после этого производится отпуск резца. Характер и продолжительность каждой из этих операций устанавливается в зависимости от сорта стали. Резцы из углеродистой стали, нагретые до соответствующей температуры (760—800° С в зависимости от марки стали), охлаждают в воде комнатной температуры.
Для сообщения резцу вязкости его подвергают отпуску. С этой целью как только головка охлаждаемого резца потемнеет, его вынимают из воды, очищают головку от окалины и ждут, пока она снова нагреется теплотой, оставшейся в неохлажденной части резца, до температуры, соответствующей данной стали и определяемой по цвету побежалости. Как только цвет побежалости, соответствующий данной температуре, дойдет до вершины резца, последний быстро охлаждают в воде.
Заточка новых быстрорежущих и углеродистых резцов с приваренными пластинками и изготовленных ковкой, производится в два приема. Предварительная заточка резцов выполняется до их закалки кругом из электрокорунда зернистостью 80—50 и твердостью CI—СТ1. При этой заточке должны быть получены все углы резца. Окончательная заточка таких резцов, а также переточка резцов, находящихся в работе и затупившихся, производится на круге из электрокорунда белого зернистостью 40 или 25 с твердостью СМ—СМ1, при окружной скорости круга 25—35 м!сек> при обильном охлаждении.
Резцы, форма головки которых получена механической обработкой, а также резцы с аккуратно приваренной пластинкой затачиваются полностью после термообработки (без предварительной заточки).
Окончательно заточенный резец подвергается доводке на диске или заправляется абразивным бруском. Для доводки быстрорежущих резцов применяют пасты — крупнозернистую и мелкозернистую.
Состав крупнозернистой пасты в % (по весу):
Электрокорунд белый или нормальный зернистостью М40—М28 – 70;
Стеарин технический – 28;
Олеиновая кислота – 2;
Состав мелкозернистой пасты в % (по весу): 65
Электрокорунд белый или нормальный зернистостью М20—M10: 32
Стеарин технический Олеиновая кислота: 3
Общие замечания о заточке и доводке резцов. Заточка и доводка резцов — одна из самых опасных работ, выполняемых токарем.
Поэтому при выполнении ее необходимо соблюдать следующие правила техники безопасности:
1) если заточка производится всухую и у станка нет защитного стекла, токарю необходимо надевать специальные очки;
2) при заточке резца надо стоять не напротив вращающегося круга, а несколько сбоку, чтобы в случае разрыва круга осколки его не задели рабочего;
3) подкладка, на которую опирается затачиваемый резец, должна быть установлена возможно ближе к шлифовальному кругу;
4) круг всегда должен быть в исправном состоянии и хорошо выправленным;
5) биение круга не допускается;
6) защитный кожух, закрывающий круг, всегда должен быть на месте.
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.

Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
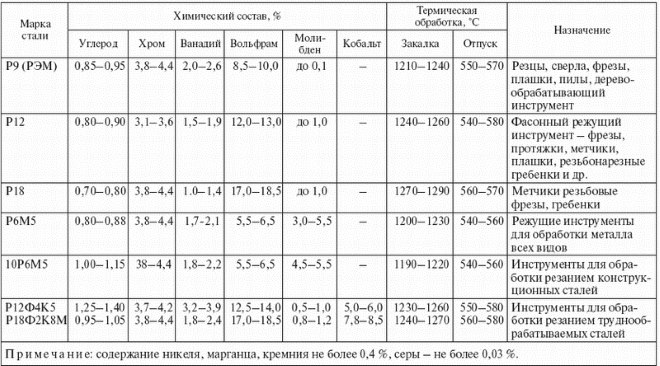
Характеристики и назначение быстрорежущих сталей
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.

Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.

Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
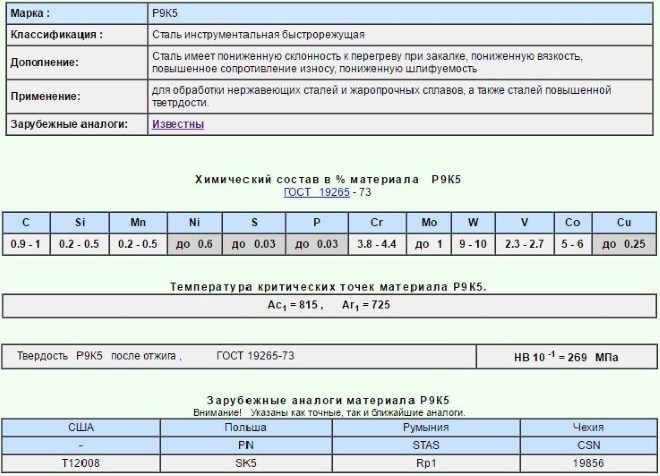
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия цинком — цианирование, которое может осуществляться в газовой или жидкой среде, насыщенной цинком. Выполняется такая операция при температуре 5600 и продолжается от 5 до 30 минут.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
