Содержание
- Сведения о производителе токарного многошпиндельного автомата 1Б265
- 1Б265 (1Б265-4К, 1Б265-6К, 1Б265-8К) Автомат токарный многошпиндельный горизонтальный прутковый повышенной точности. Назначение и область применения
- 1Б265П (1Б265НП-4К, 1Б265НП-6К, 1Б265НП-8К) Полуавтомат токарный многошпиндельный горизонтальный патронный повышенной точности. Назначение и область применения
- Отличие автоматов и полуавтоматов
- Классификация
- Одношпиндельные автоматы
- Многошпиндельные автоматы

Сведения о производителе токарного многошпиндельного автомата 1Б265
Производителем токарных многошпиндельных станков автоматов 1Б265 является Киевский станкостроительный завод.
Многошпиндельные автоматы и полуавтоматы. Общие сведения

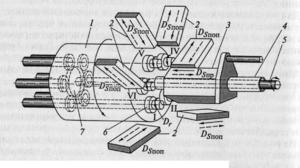
Схема обработки детали на многошпиндельном автомате
- Шпиндельный блок станка
- Шпиндели
- Заготовки детали
- I – позиция шпинделя: подача и зажим прутка. Прорезание канавки резцом поперечного суппорта
- II – позиция шпинделя: резец второго поперечного суппорта обрабатывает наружную поверхность
- III – позиция шпинделя: сверлом, установленным в продольном суппорте, сверлится отверстие
- IV – позиция шпинделя: отрезается готовая деталь
Основной узел станка – шпиндельный блок периодически поворачивается и шпиндели занимают новое положение. Каждому положению шпинделя присваивают наименование: I позиция, II позиция и т. д. В каждой позиции выполняется определенная операция. Против каждого шпинделя в суппорте установлен режущий инструмент, проводящий определенную для данной позиции операцию.
Допустим, что нам необходимо изготовить деталь, показанную на рис. б. В I позиции пруток подается до упора и зажимается, а затем резцом поперечного суппорта прорезается канавка. После поворота блока заготовка попадает во II позицию, где резцом второго поперечного суппорта обрабатывается наружная поверхность. Снова поворачивается блок, и деталь оказывается в позиции III, где сверлом, установленным в продольном суппорте, сверлится отверстие. В IV позиции отрезается готовая деталь.
Образцы деталей, обрабатываемых на патронных автоматах и полуавтоматах

Обозначения многошпиндельных автоматов и полуавтоматов:
- Первая цифра в обозначении – группа: 1 — станок токарной группы
- Вторая цифра в обозначении – подгруппа: 2 – многошпиндельный автомат или полуавтомат
- Последнее число: диаметр обработки прутков, например: 16, 25, 40, 65, 90
- Буква в обозначении: поколение станка (серия и т.д.), например: Б.
- Буква в обозначении: П – патронный автомат (полуавтомат)
- Последняя буква К означает, что этот станок имеет повышенную точность по ГОСТ 8—82Е
- Последнее число через дефис: количество шпинделей, например: 4, 6, 8
Отличительной особенностью многошпиндельных автоматов и полуавтоматов является наличие нескольких одновременно работающих шпинделей.
Многообразие выполняемых на станках операций позволяет в ряде случаев осуществить обработку сложной детали за один цикл, исключив доработку на других станках. Конструктивной особенностью автоматов является оригинальный привод продольного суппорта с изменением рабочего хода без смены кулаков, что значительно облегчает переналадку. Ускорению наладки и сокращению физического труда способствует специальный наладочный привод.
На шестишпиндельных автоматах достигается высокая производительность обработки за счет одновременной работы всех шпинделей и многоинструментальной наладки. Одновременно обрабатываются шесть прутков. Шпиндельный барабан периодически поворачивается на 60°, и шпиндели изменяют свое положение (позицию), а, следовательно, и режущий инструмент, который обрабатывает деталь. В последней позиции VI происходит отрезка готовой детали и набор прутка для обработки следующей.
Каждая позиция обслуживается поперечным и продольным суппортами, а последние четыре позиции дополнительными устройствами с независимой от остальных суппортов и устройств подачей. Кроме того, в пяти позициях (II, III, IV, V, VI) могут устанавливаться инструментальные шпиндели, вращающие инструмент (сверла, развертки, метчики и т. д.) с независимой от рабочих шпинделей скоростью, что дает возможность применять различные устройства, требующие изменения скорости резания.
Все поперечные суппорты столового типа и управляются от сменных кулаков непосредственно. Подачи поперечных и продольного суппортов регулируются в бесступенчатом диапазоне.
Жесткая конструкция этих автоматов обеспечивает неизменно точную обработку при высокой производительности резания. Многочисленные дополнительные приспособления, как например, многогранное токарное, многошпиндельное сверлильное (головка) и другие в значительной мере расширяют область применения этих автоматов в народном хозяйстве.
Автомат может быть встроен в автоматическую линию.
Управление автоматом при помощи электромагнитных муфт и командоаппарата.
Для удаления стружки из автомата применяется шнековый транспортер.
Возможности станков, повышающие точность обработки и обеспечивающие высокую экономическую эффективность:
- точение цилиндров и конусов с продольного суппорта, канавок в отверстиях на торцах, камер в отверстиях, сферических и криволинейных поверхностей
- сверление глубоких отверстий небольших диаметров, отверстий, перпендикулярных оси детали, нескольких отверстий на торце детали
- обеспечение необходимой скорости резания осевым инструментом независимо от частоты вращения шпинделя
- развертывание отверстий
- фрезерование пазов, лысок на торце детали, шпоночных пазов, шлицев
- закрепление заготовок: патроны кулачковые, цанговые зажимные и разжимные, поршневые самоустанавливающиеся зажимные, специальные однокулачковые, многолепестковые, поворотные, с перекантовкой заготовки
- нарезание, фрезерование, накатка резьб
- обработка детали со стороны отрезки
- поддержка длинной детали при отрезке
- контроль износа и автоматическая подналадка режущего инструмента
1Б265 (1Б265-4К, 1Б265-6К, 1Б265-8К) Автомат токарный многошпиндельный горизонтальный прутковый повышенной точности. Назначение и область применения
Станок токарный многошпиндельный автомат 1Б265 предназначен для обработки деталей в условиях серийного, крупносерийного и массового производства. Заготовками служат калиброванные круглые или профильные прутки и трубы различных марок стали и цветных металлов.
Стальные прутки и трубы должны быть не ниже 4 класса точности по ГОСТ 7417—75.
На многошпиндельных токарных автоматах выполняют центрование, черновую, чистовую и фасонную обточку, подрезку, снятие фасок, проточку канавок, сверление, зенкерование, развертывание, нарезание внутренних и наружных резьб, отрезку. Также можно выполнять операции без снятия стружки: накатку рифлений, резьб, раскатку отверстий.
Станок 1Б265 (1Б265-6, 1Б265-6К) имеет шесть основных шпинделей, направление вращения которых не меняется при обработке, поэтому нарезание резьб метчиками и плашками производят при отставании инструмента, а свинчивание – путем обгона вращающейся детали.
Горизонтальный шестишпиндельный станок-автомат 1Б265 (1Б265-6, 1Б265-6К) характеризуется последовательным принципом действия, когда операции по обработке детали равномерно распределяются по шести позициям I…VI.
Заготовки из пруткового материала устанавливаются в шести основных шпинделях одновременно. Для поддержки заготовок применен блок поддерживающих труб, с шестью соосными шпинделям отверстиями. Блок поддерживающих труб и шпиндельный блок вращаются синхронно.
Режущий инструмент, совершающий только поперечную подачу, устанавливается в шести поперечных суппортах, два из которых (верхние) располагаются на траверсе станка и приводятся в движение от сменных кулачков; остальные четыре кулачка (средние и нижние) размещены на торце корпуса шпиндельного блока и приводятся в движение от постоянных кулачков. Пять кулачков располагаются на распределительном валу, шестой кулачек – на индивидуальном валу, вращающемся с той же скоростью, что и распределительный вал. Этот кулачек приводит в движение верхний суппорт с отрезным резцом.
Осевой, резьбонарезной режущий инструмент, а также проходные резцы, устанавливаются в продольном многопозиционном суппорте, причем отдельные позиции имеют возможность установки вращающегося инструмента (инструментальных шпинделей)
1Б265П (1Б265НП-4К, 1Б265НП-6К, 1Б265НП-8К) Полуавтомат токарный многошпиндельный горизонтальный патронный повышенной точности. Назначение и область применения
Токарный полуавтомат предназначен для изготовления деталей из штучных заготовок (отливок, поковок, штамповок) из чугуна, различных марок сталей, цветных металлов и пластмасс.
На полуавтомате могут производиться: обтачивание поверху, растачивание отверстий, вытачивание наружных и внутренних канавок, сверление зенкерование и развертывание отверстий, нарезание наружных и внутренних резьб, подрезание торцов обкатывание наружных поверхностей и раскатывание отверстий, фрезерование лысок и пазов, точение многогранников и т.п.
Заготовки, зажатые в цангах рабочих шпинделей, обрабатываются режущими инструментами, установленными на поперечных и продольном суппортах.
Каждая позиция обработки обслуживается отдельным поперечным суппортом.
Продольный суппорт обслуживает одновременно все позиции.
В нескольких позициях продольного суппорта возможна установка державок с приводом вращения от инструментальных шпинделей и державок с независимой подачей.
Возможность оснащения автомата значительным количеством режущего инструмента позволяет выполнять разнообразные токарные операции: черновое, чистовое и фасонное точение, подрезку торцов, выточку канавок, сверление, растачивание, развертывание, нарезание резьб, накатывание рифлений, отрезку.
Базовые детали образуют портальную замкнутую конструкцию, обеспечивающую высокую жесткость основных узлов и механизмов.
Салазки поперечных суппортов движутся с минимальными зазорами по закаленным прямоугольным направляющим. Ширина установочных плоскостей суппортов обеспечивает удобное размещение инструментальных державок и устройств. Жесткость поперечных суппортов дает возможность вести обработку с большим съемом стружки.
Применение в приводе распределительного вала электромагнитных муфт, управляемых командоаппаратой, позволяет изменять соотношение между рабочим и ускоренным временем цикла.
Автомат снабжен приводом наладочного вращения распределительного вала с автономным электродвигателем.
Рабочее пространство станков во время работы закрывается оградительными щитами.
Класс точности станков по ГОСТ 8—71 — Н (1Б265-6) и П (1Б265-6К).
Шероховатость обработанной поверхности Rz20 мкм (1Б265-6) и Ra 1,25 мкм (1Б265-6К).
Точность обработки 3-а класса (1Б265-6) и 2-а класса (1Б265-6К).
Вкрупносерийном и массовом производстве наружные цилинд-рические поверхности заготовок деталей типа тел вращения в основ-ном обрабатывают на автоматах и полуавтоматах.
Автоматы и полуавтоматы, в зависимости от компоновок, делятся на горизонтальные и вертикальные, а по числу шпинделей — на одношпиндельные и многошпиндельные. Горизонтальные одно-шпиндельные автоматы подразделяют на автоматы продольного то-чения и токарно-револьверные. На автоматах продольного точения изготовляют детали из прутка диаметром до 30 мм и длиной до 100 мм,
 |
 |
Рис. 1.15. Последовательность изготовления детали на автомате
при этом обеспечивается точность по 7. 6 квалитетам и Ra = 0,63. 0,16 мкм. Такие автоматы чаще всего применяют в часовой, радио- и приборостроительной промышленности.
На токарно-револьверных автоматах изготовляют детали сложной формы из прутков диаметром 10. 63 мм, точность обработки со-ответствует 10. 8-му квалитетам, Ra = 2,5. 0,63 мкм.
На рис. 1.15 показана последовательность обработки на токарно-револьверном автомате с горизонтальной осью вращения револь-верной головки.
Многошпиндельные горизонтальные автоматы и полуавтоматы подразделяют на горизонтальные прутковые автоматы и патронные полуавтоматы. Токарные многошпиндельыне прутковые автоматы (четырех-, шести- и восьмишпиндельные) применяют для обработки заготовок из прутков диаметром 12. 100 мм и длиной до 160 мм. Точность обработки обеспечивается в пределах 7. 10-го квалитетов, Ra = 2,5. 0,63 мкм.
 |
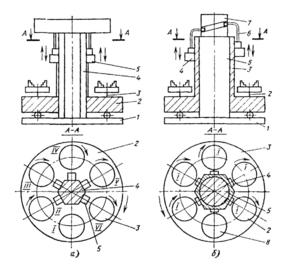
Рис. 1.16. Наладка автоматов для обработки одной и той же заготовки:
а — четырехшпиндельного; б — шестишпиндельного
На токарных многошпиндельных патронных полуавтоматах об-рабатывают, как правило, штучные заготовки длиной до 200 мм и диаметром до 200 мм в зависимости от модели станка. По точности они не уступают прутковым автоматам.
При обработке заготовок на автоматах и полуавтоматах применя-ют различные схемы построения операций (параллельная, последо-вательная и параллельно-последовательная).
Чаще всего используют четырехшпиндельные автоматы. В каче-стве примера на рис. 1.16 приведена наладка четырех- и шестишпиндельного автоматов для изготовления одной и той же детали.
Обработка на многошпиндельных вертикальных полуавтоматах. В массовом и крупносерийном производстве для обработки наруж-ных цилиндрических поверхностей заготовок деталей типа тел вра-щения широкое применение нашли многошпиндельные токарные вертикальные полуавтоматы последовательного и непрерывного (параллельного) действия.
 |
Полуавтоматы последовательного и непрерывного действия применяют для обработки заготовок различных деталей диаметром до 630 мм. Они имеют шесть — восемь шпинделей. Заготовки устанавливают в патронах, центрах или специальных приспособлениях.
Многошпиндельные полуавтоматы последовательного действия предназначены для обработки заготовок в патронах и могут работать как по последовательной, так и по параллельно-последовательной схемам. Принципиальные схемы работы полуавтоматов приведены на рис. 1.17.
Шпиндель, имеющий одну загрузочную позицию (первую), последовательно перемещается с позиции на позицию (1. 6). На каждой позиции производится обработка одной или нескольких поверхностей заготовки в соответствии с циклом обработки. На этих станках можно производить предварительное и окончательное точение различных поверхностей с точностью по 9. 8-му квалитетам. Установку и снятие заготовки выполняют при остановленном шпинделе (позиция 1). На рис. 1.17, б показано перемещение шпинделей по параллельно-последовательной схеме: позиции 1—3—5—7—1 и 2—4—6—8—2.
Полуавтоматы непрерывного действия предназначены для обработки заготовки в центрах и патронах. Они служат для обработки поковок и отливок сравнительно несложной формы. Точность обеспечивается по 11. 10-му квалитетам. Принципиальная схема работы шестишпиндельного полуавтомата непрерывного действия приведена на рис. 1.17, б.
За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка заготовки. После

этого шпиндель останавливается, суппорт отводится. Обработанную заготовку снимают со станка и устанавливают для обработки очередную. Закрепление заготовки, возобновление вращения шпинделя и подвод суппорта осуществляется автоматически.
Пример наладки карусельного полуавтомата показан на рис. 1.18.
Фрезерование и протягивание
Одним из производительных методов обработки наружных поверхностей вращения является фрезерование.
Процесс реализуют на специальных фрезерных станках при обработке заготовок ступенчатых валов, коленчатых и т. п. Его можно выполнять на вертикально-фрезерных станках и станках с ЧПУ конце-
выми фрезами. Точность обработки по контуру обеспечивается по 10. 9 квалитетам, Ra = 12,5. 6,3 мкм.
Протягивание наружных цилиндрических и других поверхностей применяют в массовом производстве и выполняют на станках специального назначения, например станках для протягивания шеек коленчатого вала двигателей внутреннего сгорания.
При протягивании заготовка вращается, а плоская протяжка прямолинейно перемещается. Ширина протяжки соответствует ширине обрабатываемой поверхности. При этом каждый зуб протяжки работает как резец.
Протягивание является высокопроизводительным методом обработки и обеспечивает точность по 8 . 7 квалитетам и Ra = 6,3. 0,2 мкм.


Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
 Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
 Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
 Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
 Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
 Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
 Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
 Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
 фасонное обтачивание;
фасонное обтачивание;- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
 В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
 Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
