Содержание
Цинк имеет гексагональную плотно упакованную решетку (ГПУ). Этим объясняется резкая анизотропия его свойств. При комнатной температуре цинк в литом состоянии малопластичен, а при 100–150 °С становится пластичным и может подвергаться обработке давлением — прокатке, прессованию, штамповке и глубокой вытяжке. Технологичность цинка в процессе обработки давлением зависит от его чистоты. Отрицательное влияние на горячую обработку давлением оказывает примесь олова, образующая с цинком эвтектику с температурой плавления 199 °С, и особенно одновременное присутствие олова, свинца и кадмия, образующих с цинком сложную эвтектику с температурой плавления менее 150 °С. Поэтому содержание этих примесей строго ограничено как в цинке, так и в сплавах на его основе.
Марки и химический состав (%). ГОСТ 3640–94
| Обозначение марок | Zn не менее | Примесь, не более | |||||||
| Pb | Cd | Fe | Cu | Sn | As | Al | Всего | ||
| ЦВ00 | 99,997 | 0,00001 | 0,002 | 0,00001 | 0,00001 | 0,00001 | 0,0005 | 0,00001 | 0,003 |
| ЦВО | 99,995 | 0,003 | 0,002 | 0,002 | 0,001 | 0,001 | 0,0005 | 0,005 | 0,005 |
| ЦВ | 99,99 | 0,005* | 0,002 | 0,003 | 0,001 | 0,001 | 0,0005 | 0,005 | 0,01 |
| ЦОА | 99,98 | 0,01 | 0,003 | 0,003 | 0,001 | 0,001 | 0,0005 | 0,005 | 0,02 |
| ЦО | 99,975 | 0,013 | 0,004 | 0,005 | 0,001 | 0,001 | 0,0005 | 0,005 | 0,025 |
| Ц1 | 99,95 | 0,02 | 0,01 | 0,01 | 0,002 | 0,001 | 0,0005 | 0,005 | 0,05 |
| Ц2 | 98,7 | 1,0 | 0,2 | 0,05 | 0,005 | 0,002 | 0,01 | 0,010** | 1,3 |
| Ц3 | 97,5 | 2,0 | 0,2 | 0,1 | 0,05 | 0,005 | 0,01 | – | 2,5 |
* В цинке, применяемом для производства сплава марки ЦАМ4-1о, массовая доля свинца должна быть не более 0,004 %.
** В цинке, применяемом для проката, массовая доля алюминия должна быть не более 0,005 %.
В цинке марки ЦВ00 массовая доля алюминия, висмута, никеля и сурьмы не должна превышать 0,00001% каждого.
В цинке марки ЦВ00 и ЦВ0 по требованию потребителя массовая доля мышьяка не должна превышать 0,0005%.
Цинк марки ЦВ00 изготовляют в виде ЧУШЕК массой 4-5 кг и 8-10 кг.
Цинк марок ЦВ0, ЦВ, Ц0А, Ц0, Ц1, Ц2, Ц3 изготовляют в виде ЧУШЕК массой 19-25 кг и БЛОКОВ массой 500, 1000 кг.
Цинк применяют: для горячего, химического и термодиффузионного оцинковывания стальных деталей; в полиграфической промышленности; для изготовления химических источников тока; как легирующий элемент в сплавах, в первую очередь в латунях (сплав системы Cu—Zn), и как основу для цинковых сплавов.
Цветная маркировка (чушки и блоки цинка маркируют по торцу краской)
| ЦВ ЦВ0 Ц0 Ц1 Ц2С Ц3 Ц0А Ц1С Ц2 Ц3С |
одна полоса желтого цвета одна полоса голубого цвета одна полоса белого цвета одна полоса зеленого цвета двойная полоса красного цвета одна полоса коричневого цвета не маркируют двойная полоса белого цвета одна полоса красного цвета одна полоса черного цвета |
для чушек марки ЦВ00 цветную маркировку двойной полосой голубого цвета наносят на тару или ярлык, прикрепленный к таре.
Основные характеристики физико-химических и механических свойств цинка приведены ниже.
Характеристики физико-химических и механических свойств цинка
| Плотность r , кг/м3 | 7130 |
| Температура плавления Тпл, °С | 419,4 |
| Температура кипения Ткип, °С | 907,0 |
| Коэффициент линейного расширения a × 10 6 , град –1 | 39,7 |
| Удельная теплоемкость с, кал/(г × град), при 0°С | 0,0915 |
| Теплопроводность l , Вт/(м × град), при 25 °С | 113,5 |
| Удельное электросопротивление, Ом × мм 2 /м, при 20 °С |
0,0591 |
| Модуль нормальной упругости Е, МПа | 88 000 |
| Модуль сдвига G, МПа | 37 700 |
| Предел текучести σт, МПа: | |
| литого | 75 |
| деформированного | 80–100 |
| Временное сопротивление разрыву σв, МПа: | |
| литого | 120–140 |
| деформированного | 120–170 |
| отожженного | 70–100 |
| Относительное удлинение δ, %: | |
| литого | 0,3–0,5 |
| деформированного | 40–50 |
| отожженного | 10–20 |
| Ударная вязкость литого цинка KCU, Дж/см2 | 6,0–7,5 |
| Твердость, НВ: | |
| литого | 30–40 |
| деформированного | 35–45 |
Области применения цинка.
| ЦВ00 | Для производства химически чистых реактивов для нужд электротехнической промышленности и для научных целей. |
| ЦВ0 | Для нужд полиграфической и автомобильной отраслей промышленности. |
| ЦВ | Для отливаемых под давлением особо ответственных деталей, авиа- и автоприборов; для изготовления окиси цинка, применяемой в химико-фармацевтической промышленности; для химически чистых реактивов; для получения цинкового порошка, используемого в аккумуляторной промышленности. |
| Ц0А | Для цинковых листов, применяемых в производстве гальванических элементов, для отливаемых под давлением ответственных деталей авиа- и автоприборов; для изготовления цинковых сплавов, обрабатываемых давлением; для горячего и гальванического оцинкования изделий и полуфабрикатов; для изготовления цинкового порошка; для легирования алюминиевых сплавов; для изготовления цинковых белил. |
| Ц0 | Для цинковых листов, применяемых в производстве гальванических элементов; для отливаемых под давлением ответственных деталей авиа- и автоприборов; для изготовления цинковых сплавов, обрабатываемых давлением, для горячего и гальванического оцинкования изделий и полуфабрикатов, в том числе на непрерывных агрегатах оцинкования; для изготовления муфельных и печных сухих цинковых белил; для изготовления цинкового порошка; для легирования алюминиевых сплавов. |
| Ц1 | Для производства сплавов, обрабатываемых давлением (в том числе для цинковых листов); для изготовления гальванических элементов (отливки); для гальванического оцинкования в виде анодов; для горячего оцинкования изделий и полуфабрикатов, в том числе на непрерывных агрегатах оцинкования; для изготовления муфельных и печных сухих цинковых белил; для специальных латуней; медно-цинковых сплавов; для приготовления флюса при лужении жести для консервных банок; для изготовления цинкового порошка, применяемого в химической и металлургической промышленности. |
| Ц2 | Для производства цинковых листов, для медно-цинковых сплавов и бронз; для горячего оцинкования изделий и полуфабрикатов; для изготовления проволоки для шоопирования; для изготовления цинкового порошка, применяемого, в химической и металлургической промышленности. |
| Ц3 | Для производства цинковых листов, в том числе предназначенных для полиграфической промышленности, для обычных литейных и свинЦ0вых медно-цинковых сплавов; для горячего оцинкования изделий и полуфабрикатов; для изготовления цинкового порошка, применяемого в металлургической промышленности. |
СПЛАВЫ НА ОСНОВЕ ЦИНКА
Промышленные цинковые сплавы разработаны на базе систем Zn—Al и Zn—Al—Cu. Практически во все цинковые сплавы введена добавка магния (до 0,1 %), что повышает размерную стабильность литых деталей и увеличивает коррозионную стойкость сплавов.
Цинковые сплавы подразделяются на литейные и антифрикционные.
Цинковые литейные сплавы. Эти сплавы выпускаются промышленностью в соответствии с ГОСТ 25140–93. Марки и химический состав литейных цинковых сплавов представлены в таблице.
Марки и химический состав (%) литейных цинковых сплавов (ГОСТ 25140–93)
| Марки сплавов | Основных компонентов | Примесей, не более | ||||||||||
| Al | Cu | Mg | Fe | Zn | Cu | Pb | Cd | Sn | Fe | Si | Pb + Cd + Sn | |
| ZnA14A* | 3,5–4,5 | – | 0,02–0,06 | – | Основа | 0,06 | 0,004 | 0,003 | 0,001 | 0,06 | 0,015 | 0,007 |
| ЦА4 о | 3,5–4,5 | – | 0,02–0,06 | – | 0,06 | 0,005 | 0,003 | 0,001 | 0,06 | 0,015 | 0,009 | |
| ЦА4 | 3,5–4,5 | – | 0,02–0,06 | – | 0,06 | 0,01 | 0,005 | 0,002 | 0,07 | 0,015 | – | |
| ZnA14Cu1A* | 3,5–4,5 | 0,7–1,3 | 0,02–0,06 | – | – | 0,004 | 0,003 | 0,001 | 0,06 | 0,015 | 0,007 | |
| ЦА4М1о | 3,5–4,5 | 0,7–1,3 | 0,02–0,06 | – | – | 0,005 | 0,003 | 0,001 | 0,06 | 0,015 | 0,009 | |
| ЦА4М1 | 3,5–4,5 | 0,7–1,3 | 0,02–0,06 | – | – | 0,01 | 0,005 | 0,002 | 0,07 | 0,015 | – | |
| ЦА4М1в | 3,5–4,5 | 0,6–1,3 | 0,02–0,10 | – | – | 0,02 | 0,015 | 0,005 | 0,12 | 0,03 | – | |
| ZnA14Cu3A* | 3,5–4,5 | 2,5–3,7 | 0,02–0,06 | – | – | 0,004 | 0,003 | 0,001 | 0,06 | 0,015 | 0,007 | |
| ЦА4М3 о | 3,5–4,5 | 2,5–3,7 | 0,02–0,06 | – | – | 0,006 | 0,003 | 0,001 | 0,06 | 0,015 | 0,009 | |
| ЦА4М3 | 3,5–4,5 | 2,5–3,7 | 0,02–0,06 | – | – | 0,01 | 0,005 | 0,002 | 0,07 | 0,015 | – | |
| ЦА8М1 | 7,1–8,9 | 0,70–1,40 | 0,01–0,06 | – | – | 0,01 | 0,006 | 0,002 | 0,10 | 0,015 | – | |
| ЦА30М5 | 28,5–32,1 | 3,8–5,6 | 0,01–0,08 | 0,01–0,5 | – | 0,02 | 0,016 | 0,01 | 0,075 | – | ||
- По требованию потребителя в сплавах марок ZnA14A, ЦА4 о, ЦА4 допускается массовая доля меди как легирующего элемента до 0,10 %.
- По согласованию изготовителя с потребителем в сплавах марок ЦА4М3о допускается массовая доля олова до 0,002 %, кадмия — до 0,004 % при сумме примесей свинца, кадмия и олова не более 0,009 %.
- По требованию потребителя в сплавах марок ЦА4, ЦА4М1 и ЦА4М3 массовая доля свинца должна быть не более 0,006 %.
- Определение химического состава сплавов проводят по ГОСТ 25284.0–ГОСТ 25284.8. Допускается определять химический состав другими методами, обеспечивающими точность не ниже приведенной в указанных стандартах. При возникновении разногласий в оценке химического состава определение проводят по ГОСТ 25284.0–ГОСТ 25284.8.
* Сплавы, изготовляемые по согласованию потребителя с изготовителем.
Все литейные цинковые сплавы имеют очень узкий температурный интервал кристаллизации, содержат много эвтектики, поэтому обладают хорошей жидкотекучестью и дают плотные отливки. Лучшими способами получения отливок являются литье под давлением и литье в кокиль. Относительно низкая температура литья (440–470 °С) определяет легкие условия работы пресс-форм и кокилей, а высокая жидкотекучесть позволяет отливать тонкостенные детали сложной формы. В некоторых случаях (детали особо сложной конфигурации) применяется литье в песчаные формы. Отливки, полученные таким способом, содержат большое количество пор, имеют более крупнозернистую структуру, что приводит к снижению и значительному разбросу характеристик механических свойств.
В процессе естественного старения цинковых сплавов происходит уменьшение размеров (усадка) отлитых деталей (на 0,07–0,09 %). Две трети усадки происходит в течение 4–5 недель, остальное — в течение многих лет. Для стабилизации размеров применяют термообработку — отжиг (3–6 ч при 100 °С, или 5–10 ч при 85 °С, или 10–20 ч при 70 °С).
Механические свойства цинковых сплавов
| Марка сплавов | Способ литья | Механические свойства, не менее | ||
| Временное сопротивление,МПа (кгс/мм2) |
Относительное удлинение, % |
Твердость, НВ | ||
| ZnA14A | K | 196 (20) | 1,2 | 70 |
| ЦА4 о, ЦА4 | Д | 256 (26) | 1,8 | 70 |
| ZnA14Cu1A,ЦА4М1 о, ЦА4М1 |
КД | 215 (22)270 (28) | 1,01,7 | 8080 |
| ЦА4М1в | КД | 196 (20) | 0,5 | 65 |
| ZnA14Cu3A, | П | 215 (22) | 1,0 | 85 |
| ЦА4М3 о | К | 235 (24) | 1,0 | 90 |
| ЦА4М3 | Д | 290 (30) | 1,5 | 90 |
| ЦА8М | КД | 235 (24)270 (28) | 1,51,5 | 7090 |
| ЦА30М5 | КД | 435 (44)370 (38) | 8,01,0 | 115115 |
Примечание. В таблице приняты следующие обозначения способов литья: П — литье в песчаные формы; К — литье в кокиль; Д — литье под давлением.
Характеристики физических свойств литейных цинковых сплавов (ГОСТ 25140–93)
| Маркасплава | Плотность, (кг/м 3 ) × 10 –3 | Температурный интервалзатвердевания,°С | Удельная теплоемкость при 20 °С,Дж/кг × град –1 |
Теплопроводность, Вт/м × град –1 |
Температурный коэффициент линейного расширения в интервале температур 20–100 °С, a × 10 –6 , град –1 |
| ЦА4 | 6,7 | 380–386 | 410 | 113 | 26,0 |
| ЦА4М1 | 6,7 | 380–386 | 440 | 109 | 26,5 |
| ЦА4М3 | 6,8 | 379–389 | 427 | 105 | 29,5 |
| ЦА8М1 | 6,3 | 375–404 | – | – | – |
| ЦА30М5 | 4,8 | 480–563 | – | – | – |
Цинковые сплавы могут подвергаться сварке и пайке. Однако эти процессы применяют главным образом для заделки дефектов, так как сварные и паяные швы имеют низкую прочность. Оловянно-свинцовыми припоями можно паять только предварительно никелированные детали с использованием флюса — подкисленного хлористого цинка. Лучшие результаты дает припой, содержащий 82,5 % Cd + 17,5 % Zn. В этом случае флюс не требуется.
Сварку ведут в восстановительном пламени с использованием присадки из того же сплава, что и свариваемые детали.
Наиболее широко литейные цинковые сплавы используются в автомобильной промышленности для отливки корпусов карбюраторов, насосов, спидометров, решеток радиаторов, деталей гидравлических тормозов, а также в других отраслях промышленности, бытовой технике для отливки деталей приборов, корпусов, арматуры и т. д. Рекомендации по применению представлены в таблице.
Рекомендации по применению цинковых сплавов (ГОСТ 25140–93)
| Марка сплава | Характерные свойства | Область применения |
| ZnA14A | Хорошая жидкотекучесть, повышенная коррозионная стойкость, стабильность размеров | В автомобильной, тракторной, электротехнической и других отраслях промышленности для отливки деталей приборов, требующих стабильности размеров |
| ЦА4 о | Хорошая жидкотекучесть, хорошая коррозионная стойкость, стабильность размеров | |
| ЦА4 | Как для марки ЦА4 о, но с меньшей коррозионной стойкостью | |
| ZnA14Cu1A | Хорошая жидкотекучесть, повышенная коррозионная стойкость, практически неизменяемость размеров при естественном старении | В автомобильной, тракторной, электротехнической и других отраслях промышленности для отливки корпусных, арматурных, декоративных деталей, не требующих повышенной точности |
| ЦА4М1 о | Хорошая жидкотекучесть, повышенная коррозионная стойкость, практически неизменяемость размеров при естественном старении | |
| ЦА4М1 | Как для марки ЦА4М1 о, но с меньшей устойчивостью размеров | В автомобильной, тракторной, электротехнической и других отраслях промышленности для отливки корпусных, арматурных, декоративных деталей, не требующих повышенной точности |
| ЦА4М1в | По технологическим и эксплуатационным свойствам уступает предыдущим маркам сплавов этой группы | В различных отраслях промышленности для литья неответственных деталей |
| ZnAl4Cu3A | Хорошая жидкотекучесть, высокая прочность, хорошая коррозионная стойкость, изменяемость размеров до 0,5 % | В автомобильной и других отраслях промышленности для изготовления деталей, требующих повышенной точности |
| ЦА4М3 о | Хорошая жидкотекучесть, высокая прочность, хорошая коррозионная стойкость, изменяемость размеров до 0,5 % | |
| ЦА4М3 | Как для марки ЦА4М3 о, но с пониженной коррозионной стойкостью | |
| ЦА30М5 | Предназначены для замены стандартного антифрикционного сплава ЦАМ10-5, значительно превосходят его по механическим свойствам и износостойкости | Вкладыши подшипников, втулки балансированной подвески, червячные шестерни, сепараторы подшипников качения |
| ЦА8М1 | Как для марки ЦА4М1, но с более высокими прочностными свойствами | В автомобильной, тракторной, электротехнической и других отраслях промышленности |
Эти сплавы нельзя использовать в условиях повышенных и низких температур, так как уже при температуре 100 °С их прочность снижается на 30 %, твердость на 40 %, а при температуре ниже 0 °С они становятся хрупкими.
Для повышения коррозионной стойкости и для декоративных целей на цинковые изделия наносят различные защитные покрытия. В зависимости от условий службы цинковых изделий применяют двух- или трехслойные защитные покрытия различных толщин. Как правило, в качестве покрытий используют медь, никель и хром.
Благодарим ООО "НПО "Профессионал" за предоставленные материалы.
ООО «Металловед»
603053, г. Нижний Новгород
ул. Борская, 17
Содержание
У цинка гексагональная структура. Этим объясняется резкая анизотропия его свойств. Прочностные свойства в поперечном (к прокатке) направлении значительно выше, чем в продольном. При комнатной температуре цинк в литом состоянии малопластичен, а при 100—150 °С становится пластичным и может быть подвергнут обработке давлением — прокатке, прессованию, штамповке и глубокой вытяжке.
Чистый цинк кристаллизуется в процессе обработки давлением и не нуждается в смягчающем отжиге. Технологичность цинка в процессе обработки давлением зависит от его чистоты. Отрицательное влияние на горячую обработку оказывает примесь олова, образующая с цинком эвтектику с температурой плавления 199 °С, и особенно одновременное присутствие олова и свинца, образующих с цинком тройную эвтектику с температурой плавления 150 °С. Железо задерживает рекристаллизацию цинка.
В процессе естественного старения цинковых сплавов происходит уменьшение размеров отлитых изделий (на 0,07—0,09 %), Две третьих усадки происходит в течение 4—5 недель, остальная — в течение многих лет. Для стабилизации размеров применяют термообработку — отжиг (3—6 ч при 100 °С, или 6—10 ч при 85 °С, или 10—20 ч при 70 °С).
Сплавы могут подвергаться пайке и сварке. Однако эти процессы применяют главным образом для заделки дефектов, так как паяные швы имеют низкую прочность. Оловянно-свинцовыми припоями можно паять только предварительно никелированные сплавы. Флюс — подкисленный хлористый цинк. Лучшие результаты дает припой, содержащий 82,5 % Cd, 17,5 % Zn. В этом случае флюс не требуется.
Сварку ведут в восстановительном пламени. Электроды и изделие изготовляют из одного сплава.
Наиболее широко литейные цинковые сплавы используют в автомобильной промышленности для отливки корпусов карбюраторов, насосов, рам спидометров, решеток радиаторов, деталей гидравлического тормоза, различных декоративных деталей. Помимо этого сплавы применяют для отливки деталей стиральных машин, пылесосов, пишущих машинок, кассовых аппаратов, миксеров, корпусов электрических часов, различного кухонного оборудования и т. д. Эти сплавы нельзя использовать в условиях повышенных и низких температур, так как уже при температуре 100 °С прочность снижается на 30 %, твердость — на 40 %, а при температуре ниже 0 °С они становятся хрупкими.
Для повышения коррозионной стойкости и для декоративных целей на цинковые изделия наносят различные защитные покрытия. В зависимости от условий службы цинковых изделий применяют двух- или трехслойные защитные покрытия различных толщин. Как правило, в качестве покрытий используют медь, никель и хром.
Цинковые антифрикционные сплавы
Наибольшее распространение получили антифрикционные цинково-алюминиево-медные сплавы. Их применяют как в литом, так и в деформированном (прокатанном или прессованном) состоянии.
Отличаясь высокими антифрикционными свойствами и достаточной прочностью при комнатной температуре, эти сплавы служат хорошими заменителями бронз при работе в узлах трения, температура которых не превышает 80—100 °С. При более высоких температурах сплавы сильно размягчаются и намазываются на вал. предусматривает две марки сплава — ЦАМ 9—1,5 в ЦАМ 10-5.
У цинковых сплавов высокий коэффициент линейного расширения, что следует учитывать при установлении величины зазора в подшипнике.
Из цинковых антифрикционных сплавов в основном изготавливают литые монометаллические и биметаллические детали. Из сплава ЦАМ 10-5 изготавливают прокат. При изготовлении литых деталей используют чушковые сплавы либо приготавливают сплав из первичных материалов с использованием оборотов литейного производства и переплава. Плавку рекомендуется проводить под слоем древесного угля. В качестве флюса принимают хлористый аммоний в количестве 0,1—0,2 % от массы плавки. Большее количество флюса добавляют при загрязненной шихте.
Металл нельзя перегревать выше 480 °С, так как при более высокой температуре происходит сильное насыщение расплава газами. Температура литья цинковых антифрикционных сплавов — 440—470 градусов С.
Монометаллические литые детали можно получать отливкой в землю, в кокиль, центробежным способом и литьем под давлением. При разработке технологии отливки изделий следует учитывать, что сплавы ЦАМ 9-1,5 и ЦАМ 10-5 склонны к образованию горячих трещин, поэтому следует избегать форм, создающих затрудненную усадку.
Изделия, отлитые в землю, отличаются от изделий, полученных кокильным литьем, большим количеством пор и более крупными размерами зерен. Наблюдается значительный разброс характеристики механических свойств. Поэтому литье в землю целесообразно применять только для деталей сложной конфигурации, которые трудно отливать в кокиль.
При центробежном литье (линейная скорость на периферии 6—8 м/с, скорость литья 2—2,5 кг/с) следует учитывать возможность получения в отливке зоны столбчатых кристаллов с пониженными механическими свойствами. С увеличением скорости структура становится мелкозернистой, но наблюдается заметная ликвация структурной составляющей сплава, богатой алюминием. Поэтому для получения ответственных деталей центробежное литье нужно применять с осторожностью.
Биметаллические литые детали, состоящие из цинкового антифрикционного сплава и стали, изготовляют путем заливки сплава на сталь через подслой чистого цинка, наносимого способом горячего цинкования. Для получения прочного соединения необходимо обезжирить и протравить стальную поверхность. После флюсования (температура флюса не должна превышать 150 °С) стальное основание подогревают, оцинковывают (в цинковую ванну добавляют 0,5% алюминия; содержание железа в ванне не должно превышать 0,5 %), устанавливают в форму и заливают сплавом.
Существенно повышается коэффициент использования металла при изготовлении деталей из проката. Сплав ЦАМ 9-1,5 хорошо обрабатывается вхолодную, тогда как вырубку и штамповку сплава ЦАМ 10-5 лучше проводить при температуре 100—150 °С, при которой этот сплав весьма пластичен. Биметаллический прокат с обоими сплавами обрабатывается без осложнений вхолодную. Усталостная прочность деформированных сплавов, особенно в биметалле, намного выше, чем литых сплавов. Поэтому изделия из них также могут работать в более тяжелых условиях.
При работе цинкового сплава в паре со стальным валом твердость последнего должна быть не ниже НВ 300. По возможности в конструкции монометаллических трущихся деталей следует избегать бортов, резких переходов и т. д., так как цинковые сплавы плохо сопротивляются усталостным разрушениям в условиях воздействия больших изгибающих усилий.
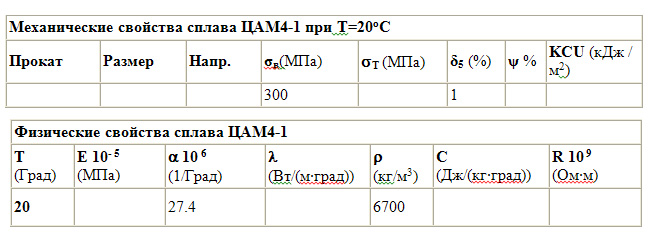
Свойства и характеристики ЦАМ4-1
Особенности получения цинка ЦАМ4-1
Особенности получения цинка ЦАМ4-1: марка относится к сплавам системы Zn-Al-Cu. К промышленным сплавам этой системы также относятся сплавы ЦАМ4-3, ЦАМ10-5, ЦАМ9-4,5. Сплавы типа ЦАМ при плавке в тигельных печах готовят следующим образом.
В тигель, предварительно очищенный и разогретый до 400—500 °С, или в печь, подогретую до 500—600 °С, загружают примерно 2/3 необходимого по расчету количества цинка, алюминиево-медную лигатуру (50 % А1 и 50 % Си), а также чистые алюминий и медь в количествах, определяемых расчетом шихты в зависимости от марки сплава. Шихту засыпают хорошо прокаленным древесным углем. По мере расплавления загруженной части шихты сплав перемешивают, и при температуре 480—500 °С догружают остальной частью цинка (1/3 от общего количества). Непосредственно перед разливкой в расплав вводят магний с помощью дырчатого колокольчика.
Готовый сплав при 470—490 °С рафинируют хлористым цинком или хлористым аммонием (0,1-0,2 % от массы шихты). После отстаивания и удаления с поверхности расплава шлака сплав направляют на разливку.
Плавку ведут при 470-500 °С. Сплавы цинка, в которых основным легирующим компонентом является медь (ЦАМ4-3, ЦАМ10-5), допустимо выплавлять при более высоких температурах (500-550 °С).
Рафинирование сплава ЦАМ4-1 при получении
Рафинирование сплава ЦАМ4-1 при получении: неметаллические включения в цинковом сплаве ЦАМ4-1 присутствуют в виде ферритов типа (Zn, Сu)Ох(Fe, Al)2О3. Позднее было установлено, что в отливках из сплава ЦАМ4-1 наряду с интерметаллидами FeAl3 присутствуют включения SiО2, шпинели 3А12О3•2SiО2 и ZnAl2О4. При этом на долю неметаллических, включений приходится от 30 до 80 % общего содержания включений. В свою очередь оксидные включения представляют собой в основном шпинели, причем доля шпинелей ZnAl2О4 составляет около 90 % от всего их количества.
Источником обогащения отливок включениями ZnAl2О4 является окисленная и влажная шихта. Соединение SiО2 и 3А12О3 • 2SiО2 вносятся в расплав с шихтой, загрязненной кварцевым песком и глиной.
Эффективность рафинирования цинковых расплавов оценивают по изменению плотности и пористости образцов, по изменению количества взвешенных неметаллических включений, скорости коррозии образцов и по другим характеристикам. Так, в работе при выборе оптимального состава флюса в системе ZnCl2 – Na3AlF6 – NaCl, обеспечивающего наилучшую рафинирующую способность сплава ЦАМ4-1, оценивали изменение величины площади, занятой на образце неметаллическими включениями, а также изменение процентного содержания металла в шлаке, снимаемого с обрабатываемой поверхности ванны. Полученные результаты позволили построить диаграмму типа состав-свойство и выбрать оптимальный состав флюса: 64 % ZnCl2, 10 % Na3 A1F6 и 26 % NaCl.
Флюсы вводят в цинковый расплав в два этапа. На первом этапе при проведении предварительной операции рафинирования применяется флюс следующего состава: канифоль 62—89 %, кокосовое масло 3—12 %, хлористый аммоний 8—26 %; на втором (окончательном) этапе рафинирования (при многоступенчатых режимах), флюс содержит: канифоль 57—92 %, битум 5—2 8%, хлористый аммоний 3—15 %. В другом варианте на первом этапе применения флюс с содержанием 35—55 % канифоли, 30—40 % смолы хвойных деревьев, 4—12% озокерита, 5—15% парафина; на втором этапе испольуют флюс следующего состава: 42—74 % канифоли, 13—50 % смолы хвойных деревьев, 3—8 % стеарина. На каждом этапе после введения флюса расплав выдерживают в течение 30-50 мин с последующим удалением дроссов. В случае рафинирования цинковых сплавов оксиды других металлов, не прореагировавшие с составляющими флюса, могут всплывать на поверхность расплава вместе с оксидами цинка.
Особенности литья изделий из цинка ЦАМ4-1
Особенности литья изделий из цинка ЦАМ4-1: цинковые сплавы для литья под давлением должны обладать высокой жидкотекучестью при небольшом перегреве, не взаимодействовать с металлом пресс-форм и камер прессования, не привариваться к пресс-формам. Сплавы должны обладать малым интервалом кристаллизации, прочностью при высоких температурах, так как отливки подвергаются значительным нагрузкам при усадке и плотном обжатии металлических стержней, при снятии со стержней и выталкивании из пресс-формы. В России для литья под давлением применяются в основном цинковые сплавы ЦАМ4-3, ЦАМ4-1, а также некоторые другие.
Отливки из цинковых сплавов получают на компрессорных и поршневых машинах для литья под давлением. Наибольшее распространение в нашей стране для получения цинковых отливок получило литье под поршневым давлением на машинах с холодной камерой прессования.
При литье под давлением к конструкции отливок предъявляют следующие требования:
- отливка не должна иметь выступов и поднутрений, препятствующих извлечению стержней и вставок из отливки и удалению ее из формы;
- отливка не должна иметь большого различия в толщинах стенок: утолщение отдельных мест отливок следует уменьшать с помощью ребер, отверстий, уголков жесткости; ребра жесткости обеспечивают необходимую прочность отливки при меньшем расходе металла;
- отливки должны иметь литейные уклоны в направлении извлечения стержней и вставок и разъема формы: для наружных поверхностей уклоны должны быть не меньше 0о 15; а для внутренних поверхностей, оформляемых подвижными стержнями, – не менее 0°30, неподвижными – не менее 1 °;
- отливки не должны иметь острых углов (кроме углов в плоскости разъема) и больших радиусов перехода от одного сечения стенки к другому.
Отливки, получаемые литьем под давлением, по степени сложности делят на три категории:
I – отливки простой конфигурации с глухими поверхностями или незначительными, простыми по форме ребрами и выступами, имеющие литейные уклоны на внутренней поверхности 1°, на внешней 0°30. II – отливки с прямолинейными и криволинейными поверхностями, с углублениями и выступами, с резкими переходами от тонких сечений к толстым; литейные уклоны на внутренней поверхности 0°30 – 1°, на внешней поверхности 0°15-0°30. III – отливки сложной конфигурации с прямолинейными и криволинейными поверхностями сложных очертаний, со значительным количеством углублений, выступов, ребер, окон, с глубокими отверстиями малых размеров; минимальные литейные уклоны на внутренней поверхности 0°30, на внешней 0°15.
Точность отливок зависит от правильного исполнения размеров полости пресс-формы с учетом усадки сплава и степени износа формы при эксплуатации. Усадка цинковых сплавов для отливок со стенками толщиной 1-3 мм составляет 0,4-0,5 %; при большей толщине стенок отливки усадка составляет 0,5-0,6 %. Состав сплава, температура сплава и формы, продолжительность выдержки металла в форме также оказывают влияние на точность отливок. Класс точности цинковых отливок, получаемых литьем под давлением, зависит от их номинальных размеров. С увеличением размеров отливок точность уменьшается. Размерам отливок до 30 мм соответствует 4-й класс точности, размерам 30-120 и 120-360 мм – 5-й и 7-й классы соответственно.
Чистота поверхности отливок зависит от чистоты поверхности пресс-формы. При литье под давлением цинковых сплавов чистота поверхности отливок достигает 7-8-го класса. Однако по мере износа пресс-формы чистота поверхности ухудшается. Средние значения чистоты поверхности отливок соответствуют 6-му классу.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое "Цинковые сплавы" в других словарях:
ЦИНКОВЫЕ СПЛАВЫ — сплавы на основе цинка с добавками Аl, Cu и Mg; применяют для отливки корпусов карбюраторов и насосов, вкладышей подшипников скольжения, декоративных изделий. Цинковые сплавы для литья под давлением изготовляют в виде чушек. Марки этих сплавов:… … Металлургический словарь
цинковые сплавы — [zinc alloys] сплавы на основе Zn. Однако часто термин «цинковые сплавы» используется применительно к сплавам на основе других металлов, содержащих Zn в значительном количестве. К последним относятся сплавы Cu (латуни) с Энциклопедический словарь по металлургии
ЦИНКОВЫЕ СПЛАВЫ — сплавы на основе цинка с добавками алюминия, меди и магния. Обладают высокой стойкостью к коррозии в атмосфере и в большинстве естеств. водных сред. Применяются для отливки корпусов карбюраторов и насосов, вкладышей подшипников скольжения,… … Большой энциклопедический политехнический словарь
сплавы щелочных металлов — [alkali metal alloys] сплавы на основе Na, К, Li, Cs или содержащие их в значительном количестве; применяются в современной технике как материалы с особыми химическими или физическими свойствами. Например, сплавы, содержащие Li, используют в… … Энциклопедический словарь по металлургии
сплавы щелочноземельных металлов — [alkali earth metal alloys] сплавы на основе Са, Sr, Ba или содержащие их в значительном количестве; применяются в основном как материалы с высокой химической активностью, например, сплавы АL с 50 60 % Ва используют в качестве геттеров в… … Энциклопедический словарь по металлургии
сплавы с заданными упругими свойствами — [alloys with preset elastic properties] сплавы, обладающие высоким сопротивлением малым пластическим деформациям и релаксационной стойкостью в условиях статического и циклического нагружения; применяются в качестве пружин и пружинных элементов,… … Энциклопедический словарь по металлургии
сплавы с заданным ТКЛР — [alloys with preset thermal expansion] ферромагнитные и немагнитные сплавы преимущественно на основе Fe и Ni, основные свойства которых заданная величина ТКЛР. Эти сплавы подразделяют на три группы: 1 я сплавы с низким ( Энциклопедический словарь по металлургии
сплавы редкоземельных металлов — [rare earth metal alloys] сплавы, содержащие один или несколько РЗМ, которые являются одними из компонентов, но не обязательно основными В металлургии для легирования и рафинирования сплавов широко применяется «миш металл» (45 50 % Се, 22 25 % La … Энциклопедический словарь по металлургии
сплавы для аккумуляторных батарей — [alloys for battery cells] сплавы, используемые в электрических аккумуляторах. Обычно это сплавы на основе Pb, применяемые для решеток Pb аккумуляторов и обладающие повышенной прочностью, коррозионной стойкостью, в кислотной среде электролита и… … Энциклопедический словарь по металлургии
сплавы с эффектом памяти формы (ЭПФ) — [shape memory alloys] новый класс металлических материалов, эксплуатационные свойства которых определяются способностью восстанавливать свою додеформационную форму в результате нагрева выше температуры обратного мартенситного превращения (Смотри… … Энциклопедический словарь по металлургии
