Содержание
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
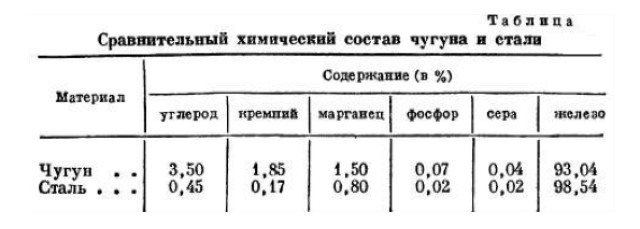
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
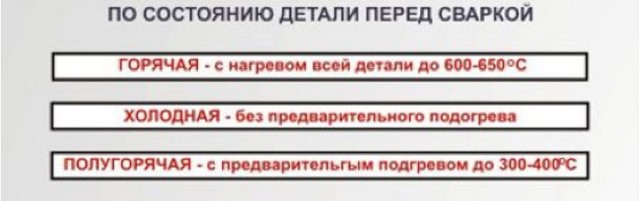
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
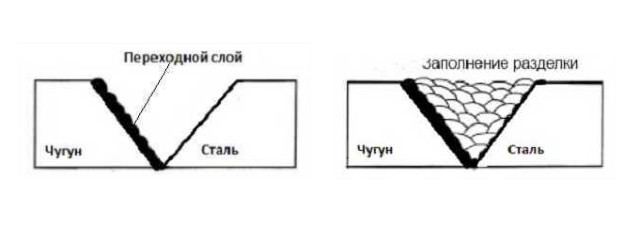
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.

Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Читайте также: Что такое форсаж дуги на сварочном инверторе
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске,
- низкой проплавляющей способностью,
- высокой скоростью наплавки,
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой,
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину,
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева,
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Сваривание разнородных металлов всегда требует внимательного отношения к тому, чтобы в наплавленном металле в сварном разнородном соединении не создавались интерметаллидные хрупкие структуры. Известные рекомендации основаны именно на выполнении этого условия, поэтому для некоторых комбинаций разнородных металлов существует технология сварочного процесса через буферный слой. 
Нет также необходимости в более высоких прочностных и коррозионных свойствах металла сварного шва относительно наиболее «слабого» металла из свариваемой пары. Все сказанное выше в полной мере относится и к паре сталь-чугун. А поэтому, прежде как приварить сталь к чугуну необходимо учесть данные рекомендации в плане коррозионной стойкости и прочности:

- например, во-избежание водородного растрескивания со стороны детали со стальной кромкой рекомендуется обычно применять электроды с основным покрытием (см. также об электродах по чугуну здесь);
- при сваривании разнородных металлов, подготовленные кромки необходимо подвергнуть предварительному подогреву, согласно тех требований, которые рекомендованы каждому из них;
- при использовании дуговой сварки вольфрамовым неплавящимся электродом в среде защитного инертного газа, можно использовать в качестве присадочного материала очищенные и выпрямленные стержни порошковой проволоки с аналогичным химическим составом или нарубленные из листа очищенные полоски. Однако следует знать, что это может спровоцировать образование хрупких интерметаллидных структур, и поэтому их применение можно допустить при достаточном практическом опыте.
