Содержание
Новый посетитель
Зарегистрированный посетитель Руководство пользователя
Подробное описание функций программ раскроя бревна.  Мы предлагаем вам помощник, который увеличит выход древесины на 10-15%, а процесс подготовки технологических карт раскроя ускорит на 500-700%.
Мы предлагаем вам помощник, который увеличит выход древесины на 10-15%, а процесс подготовки технологических карт раскроя ускорит на 500-700%.
| Pi2 |  |
Программа Pi2 раскроя бревна на доски одной заданной ширины и толщины.
Выполнение Pi2 дает следующий результат:
1. Технологические карты раскроя бревен.
2. Повышение производительности пиления на 10-15%.
3. Сокращение зависимости производительности и качества пиления от человеческого фактора.
Возможны „обратные“ вычисления: пользователь указывает только размеры доски, а программа предлагает (рассчитывает) минимальный размер бревна, которое нужно для производства этой доски. Вы можете сортировать бревна в зависимости от размера досок.
Чтобы выбрать лучший раскрой (наибольшая выработка), выполните множество расчетов. Отчет вычисления представлен в Excel. Удобно импортировать данные в свою систему учета.
Pitago (Питаго) – умный помощник инженера.
Точка обзола* – это расстояние в метрах считая от толстого конца бревна, начиная с которого в направлении тонкого конца из-за сбежности бревен появляется обзол.
Pitago – полностью онлайн решение, вы можете использовать его на любом устройстве, включая мобильные телефоны и планшеты.










В этой статье мы расскажем о том, как выполняется раскрой бревна на ленточной пилораме. Кроме того, мы рассмотрим, каковы критерии подбора того или иного способа обработки древесины и как это влияет на характеристики готовых пиломатериалов.
Способы раскроя бревен для получения различных пиломатериалов разрабатывались и совершенствовались с давних пор, так как это единственная возможность получить из цельного ствола дерева обрезную доску, брус и прочие категории аналогичных изделий.

Пример того, что можно получить из обычного бревна
С давних пор по сей день способы обработки древесины эволюционировали, а кроме того, появилось новое более производительное оборудование, позволяющее получить необходимые пиломатериалы быстро и с минимальным количеством производственных отходов.
Особенности переработки древесины
Карта раскроя для автоматизированной обработки древесины
Инструкция обработки сырья и получения пилопродукции состоит из целого ряда технологических операций, включая продольный раскрой бревен, торцовку пиломатериалов и обрезку по ширине, сортировку по типоразмерам, сортировку по качеству изготовления, сушку и складирование.
Каждый из перечисленных этапов важен с точки зрения качества готовой продукции. Но, именно раскрой является наиболее трудоёмким и ответственным этапом, в ходе которого формируются основные характеристики готовых пиломатериалов.
Схема нарезки, распространённой пилопродукции
Составление плана раскроя бревен на пиломатериалы (выбор подходящего способа переработки) зависит от породы древесины, от типоразмеров сырья, от степени влажности, от плотности и твердости и от многих других факторов. Разумеется, способ переработки сырья в немалой степени определяется исходя из уровня технической оснащенности предприятия.
Рассмотрим, какое оборудование применяется для промышленной распиловки древесины и какие способы актуальны для каждой категории этого оборудования.
Оборудование для раскроя и особенности его применения
Пример обработки древесины групповыми циркулярными пилами
Для продольного раскроя бревен применяются следующие категории оборудования:
- Одиночные ленточные или круглые (циркулярные) пилы – традиционное решение, используемое с давних пор.
- Группа рамных пил — более прогрессивное решение, которое позволяет существенно повысить производительность переработки сырья без ущерба для качества готовой продукции.
Рассмотрим подробнее особенности применения перечисленных категорий оборудования.
- Индивидуальная распиловка — это метод, при котором применяются одиночные пилы. В этом случае за один проход пилы удается получить только один рез. Поэтому древесный ствол целиком удается раскроить за несколько проходов.
Важно: Преимуществом индивидуальной распиловки является независимость каждого последующего реза от предыдущего.
То есть, распиловка может осуществляться в разных плоскостях.
В итоге появляется возможность более рационально использовать те или иные свойства разных частей бревна.
В то же время этот метод малопроизводителен, а потому не пригоден для применения в условиях крупных деревообрабатывающих предприятий.
- Групповая распиловка — это технологический процесс, в ходе которого используется группа рамных пил.
Преимуществом данного метода является то, что бревно разделывается полностью за один проход. За счет этого экономится время и, как следствие, удешевляется продукция. Но нужно помнить, что групповая распиловка выполняется в одной плоскости.
На сегодняшний день наибольшее распространение получили следующие категории оборудования для групповой распиловки:
- узко-просветные вертикальные рамы, станки с круглыми пилами, фрезернопильные станки (диаметр перерабатываемого сырья от 14 до 22 см).
- средне-просветные вертикальные рамы (диаметр от 24 до 48 см)
- широко-просветные вертикальные рамы, двойные и четверные агрегаты ленточнопильного типа (диаметр перерабатываемого сырья свыше 50 см).
Основные способы продольной распиловки
Так выглядит таблица раскроя бревна на ленточной пилораме
Итак, теперь, когда мы рассмотрели актуальные методы переработки древесного сырья посредством специального оборудования, рассмотрим особенности реализации этих способов.
В современной деревообрабатывающей промышленности используются следующие способы раскроя:
- «Вразвал» — способ распиловки бревен, при котором плоскости реза параллельны в отношении друг друга. В соответствии с расположением пиломатериалов в бревне, различается сердцевинная доска или брус; центральные доски, одна из плоскостей которых проходит по продольной оси бревна; боковые доски.

На фото ствол дерева, установленный в станок для продольной резки
Важно: Данный способ переработки древесного сырья считается самым простым и наименее трудоемким.
Но нужно учесть, что готовые деревянные доски необрезные, а потому дополнительно придётся выполнить поперечный разрез бревна.
- «С брусовкой» — способ позволяет получить брус с двумя кантами. Остаток бревна пилится на необрезные боковые доски и обапол. То есть, раскрой выполняется не в один, а в два прохода. Более того, тип пил, используемых для первого и второго прохода различается как по числу режущих поверхностей, так и по их направлению.

Режущая кромка ленточной пилы
Оборудование, на котором изготавливается брус, называется станком первого ряда, а оборудование, посредством которого брус разделывается на отдельные доски, называется станком второго ряда.
- Способ «секторный» , в ходе которого бревно раскраивается на отдельные секторы, из которых впоследствии изготавливаются доски.
Распиловка по такому способу выполняется в один проход, когда режущие инструменты идут последовательно или в несколько проходов, когда на начальном этапе получаются продольные секторы, а на последующих этапах эти секторы делятся на пиломатериалы.
Секторный способ актуален для изготовления пиломатериалов радиальной и тангенциальной распиловки. В соответствии с диаметром бревна и требуемыми размерами заготовки распиловка выполняется только на четвертины или на четвертины с последующей нарезкой на сектора меньшего размера.
К недостаткам этого способа можно отнести трудоёмкость, так как карта раскроя бревна составляется индивидуально. Кроме того, при переработке древесного сырья получается большое количество отходов. - Сегментный способ предполагает распиливание ствола на продольные сегменты, которые, в свою очередь, разделываются на доски требуемого размера.
- Сегментно-развальный способ предполагает одновременное изготовление сегментов и распиливание их на пиломатериалы требуемой величины за один проход
- Сегментно-брусовый способ , при котором одновременно происходит выпиливание боковых сегментов, тогда как из средней (центральной) части получается двухкантный брус.
Способ предполагает раскрой в два прохода. Во время первого прохода бревно разделяется на брус и боковые сегменты. Во время второго прохода сегменты делятся на менее широкие доски. - Круговая распиловка предполагает обработку бревна, при которой доски отпиливаются последовательно. В ходе обработки заготовка вращается вокруг своей оси, после того как отпиливается очередная доска.
За счет трудоемкости и индивидуального подхода, круговая распиловка в промышленных масштабах практически не применяется. - Агрегатный способ предполагает предварительное проведение фрезеровки деревянного бревна, после чего полученный брус с квадратным сечением разрезается на необходимое количество досок. В ходе фрезеровки образуется большое количество технологической щепы, которая, в свою очередь, применяется для изготовления древесностружечных или древесноволокнистых плит.
Особенности поперечного раскроя

Наиболее распространённая конфигурация торцовочных станков
Поперечный срез бревна называется торцеванием и выполняется специальными циркулярными пилами. Несмотря на то, что цена пиломатериалов возрастает за счет проведения торцевания, этот этап является обязательным в ходе промышленной переработки древесины. Поперечный раскрой выполняется по окончании продольной распиловки бревна.
Пиломатериалы, по окончании сушки, зачастую имеют простые, поперечные и волнообразные искривления. Такие деформации своими руками с трудом подвергаются выправлению. Чтобы уменьшить степень деформации пиломатериалов, выполняется торцевание, в ходе которого часть древесины, подвергшейся искривлению, просто срезается.
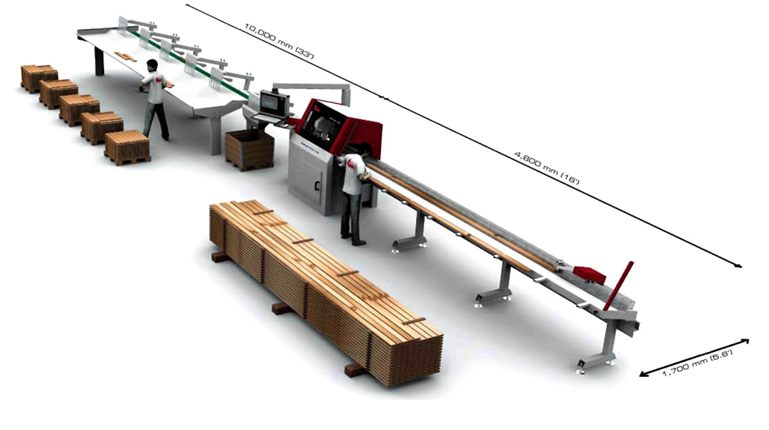
Автоматизированная линия по обрезке пиломатериалов
Для выполнения этих работ применяется торцовочный станок в виде рамы с пилой с нижним расположением. В ходе поперечной резки образуются технологические отходы, которые могут быть переработаны в щепу и применены для изготовления древесностружечных плит. Расположение реза определяется в соответствии с типом сортамента и с учетом дефектов обрабатываемых пиломатериалов.
Способы выполнения поперечного раскроя

Торцовочный станок в промышленном цеху
В настоящее время отечественными и зарубежными производителями изготавливается широкий ассортимент торцовочных станков.
В соответствии с комплектацией оборудования и степенью его автоматизации, могут выполняться несколько вариантов торцевания:
- Торцевание брусьев и досок в штабеле при заданной постоянной длине . Этот вариант применяется при изготовлении различных столярных изделий (двери, окна, лестницы и т.д.), клееного бруса и конструктивных элементов для деревянного домостроения.
- Торцевание досок с разной длиной . В ходе этого технологического процесса доски подаются к рабочему инструменту, где автоматически измеряются. Далее блок управления подбирает оптимальное сочетание заготовок, которые можно обрезать за один проход в соответствии с заданной спецификацией.
- Торцевание с удалением дефектов при переменной длине готовой продукции . Данная комплектация оборудования позволяет минимизировать объем сучков, гнили, пигментных пятен и механических деформаций за счет обрезания проблемных участков с торца заготовки.
Такой вариант повсеместно применяется при изготовлении мебельных фасадов, где допускается склеивание ламелей для получения цельной плиты. Выбор такого варианта торцовки позволяет сократить до минимума объём производственных отходов и таким образом удешевить себестоимость готового продукта. - Торцевание с удалением дефектов при фиксированных типоразмерах готовых изделий . В этом случае все заготовки обрезаются на одинаковую длину в соответствии со спецификацией.
Учитывая особенности технологического процесса, следует отметить, что продукция, полученная таким образом, является наиболее дорогостоящей, так как остаётся большое количество отходов.
Вывод
Теперь мы имеем общее представление о том, как и с использованием какого оборудования выполняется промышленная обработка древесины. Остались вопросы, требующие пояснений? В таком случае рекомендуем посмотреть видео в этой статье.
Ваша ленточная пилорама установлена и произведены все необходимые настройки? Значит пора приступить непосредственно к самому процессу распиловки. Для того, чтобы получить действительно качественный материал, необходимо правильно установить бревно и зафиксировать его специальными зажимами.
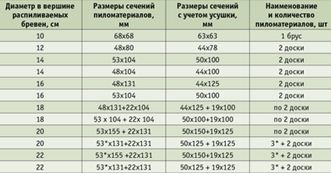
Далее необходимо рассчитать, в зависимости от диаметра бревна, примерное количество материала, которое можно получить с данного бревна.
От правильного расчёта количества и типа материала, который Вы хотите получить с этого бревна, также зависит качество.

Набравшись в дальнейшем опыта, будет достаточно одного взгляда на бревно, и Вы уже будете знать, сколько и какого материала можно с него получить. Научитесь безошибочно определять, где находится вершина, а где комлевая часть бревна. Комлевая часть, как правило, больше по диаметру, чем вершина. И это в значительной части влияет на толщину горбыля.
Как рассчитать бревно
Итак, Вы замерили диаметр бревна, а замеряется оно с вершины. Рассчитываем согласно диаметру примерное количество материала и приступаем к дальнейшим действиям.

Во-первых.
Обращаем внимание на все изгибы и выпуклости бревна — идеально ровный ствол встречается редко. Поэтому стараемся повернуть его так, чтобы получить с него как можно меньше отходов, таких как горбыль. Когда бревно уложено и зафиксировано, стоит убедиться, что оно свободно проходит между направляющими роликами.
Выставьте на линейке пилорамы размер по диаметру, и к этому размеру добавьте наибольшую высоту выпуклости бревна. Это та выпуклость, которая находится выше, чем диаметр вершины или самой узкой части бревна.
С помощью обычной рулетки произведите замер высоты самой высокой части, и от этого размера начинаете отсчёт размеров необходимого материала, с учётом размера на пропил, который составляет от 2 до 5 мм.

Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Возможные ошибки
Как видите ничего сложного здесь нет. Частенько неопытные пилорамщики допускают ошибку в расчётах, когда начинают отсчёт от нуля. К примеру, если конечный размер материала 150 мм, то нет необходимости к нему добавлять 2 мм на пропил, иначе выйдет так 150 + 2 = 152. Такой ошибки быть не должно, пропил высчитывается только между материалом, к примеру 50 мм доска и 150 мм лафет, получаем как описано выше, 150 + 50 + 2 =202 мм.
При необходимости получить обрезной материал поворачиваем бревно на 90 градусов и производим те же манипуляции, которые описаны выше.

Вот Вы и распилили своё первое бревно, посмотрите на качество материала и точность размеров. Убедитесь в правильности своих расчётов. Главной ошибкой при расчётах бывает то, что забывают учитывать размер пропила. Старайтесь учесть этот факт. И не допускать таких ошибок.
В дальнейшем, когда наберётесь опыта, расчёт у Вас будет происходить автоматом в голове, достаточно будет взглянуть на бревно.
Мы уверены, что всё у Вас получится, желаем успеха в труде.
2 комментариев к записи « Как правильно распилить бревно на ленточной пилораме »
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=8 мм.
Как видите, из наших расчётов, получается 8 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Извините у вас тут ошибочка . Горбыль не 8 мм получается а 9 мм
Hi my friend! I want to say that this article is awesome, great written and come with almost all
significant infos. I would like to see extra posts like this .
