Содержание
- Предназначение приспособления
- Необходимые элементы конструкции
- Конструктивные разновидности устройств
- Как сделать своими руками?
- Особенности гибки профильных труб
- Возможности изгибания без станка
- Полезные видео
- Виды трубогибов
- Работа с устройством
- Выбор оборудования
- Изготовление устройства для сгибания труб своими руками
- Устройство трубогибочного станка и инструкция по его сборке
- Как изготовить профилегиб еще более простой конструкции
- Изготовление рычажного трубогиба
- Серийное оборудование
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.

Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм – 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм – 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе – фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.

Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
 Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Особенности гибки профильных труб
 Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
- Особое внимание сварному шву. Он должен располагаться только сбоку.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Полезные видео
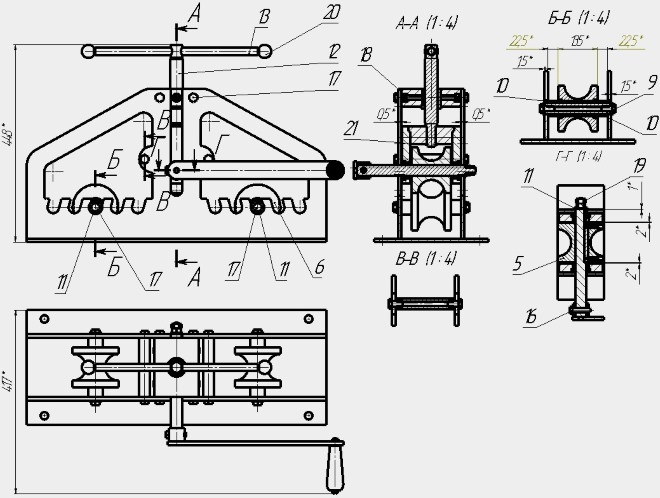
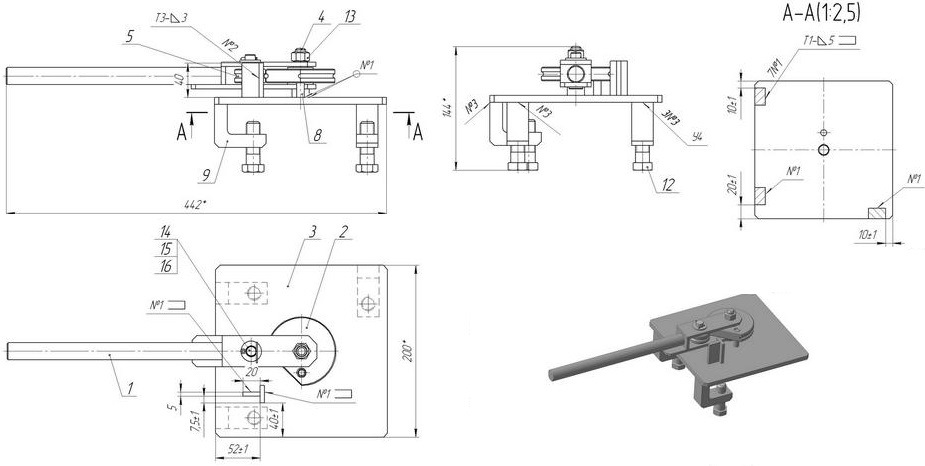
Размеры и чертежи самодельного трубогиба для профильной трубы:
Профильные трубы прочно вошли в жизнь человека, благодаря присущим им свойствам: повышенной прочности, наличию рёбер жёсткости и удобной геометрии. В связи с широким применением продукции, часто возникает необходимость согнуть такие трубы в одном или нескольких местах и под разными углами, для чего применяется оборудование для гибки профильной трубы. О разновидностях трубогибов, работе с ними и самостоятельном изготовлении устройства расскажет эта статья.

Виды трубогибов
Как было упомянуто выше, часто — и в домашнем хозяйстве, и в промышленных масштабах — возникает необходимость изменить круглую или профильную трубу, согнув её под требуемым углом в одном или нескольких местах или придав ей плавный радиус изгиба. Требуется это и по технологическим условиям эксплуатации труб, и по эстетическим (к примеру, при создании узорчатых конструкций и элементов — для козырьков, навесов и т.д.).
В большинстве случаев согнуть трубу вручную или физически невозможно, или возможно с существенными нарушениями геометрии профиля, что осложняет дальнейшее использование изделия.
Поэтому используют профессиональные или сделанные своими руками станки для гнутья профильной трубы — трубогибы.

По принципу взаимодействия с соответствующими изделиями трубогибы подразделяют на:
- Гидравлические рычажные устройства, сгибающие продукцию под заданным углом. В этом случае всё усилие концентрируется посредством рычага в одной точке — месте сгиба.
- Роликовые приспособления (профилегибы), обеспечивающие возможность придать профильной трубе плавные радиусы изгиба. При применении этого инструмента происходит развальцовка (раскатка) изделия посредством роликов.
Следует дополнительно отметить, что, не важно, купленные или изготовленные своими руками, станки для проката профильных труб могут работать только с пластичным неломким материалом, то есть с металлами и сплавами (прочитайте: "Как выполняется прокатка профильной трубы – оборудование, технология"). Для сгибания изделий из жёсткой пластмассы, асбестоцемента и т.д. они не пригодны. А мягкий пластик гнётся вручную и без усилий.

По назначению трубогибы бывают:
- для профильных изделий — труб с геометрией сечения, отличной от круглой (овальной, прямоугольной, квадратной);
- для медных труб и изделий из других металлов и сплавов (прочитайте также: "Разновидности трубогибов для медной трубы – обзор инструментов и оборудования");
- для труб из металлопластика и т.д.
Работа с устройством
Использование качественного инструмента обеспечивает сгибание трубы с соблюдением требований к качеству получаемой продукции.
Правильное использование станка для гибки профильной трубы обеспечивает равномерный изгиб изделия, исключает возникновение в процессе обработки трубы заломов и сплющиваний.

Придание трубам изогнутой формы, в свою очередь, обеспечивает наиболее удачное расположение трубопроводов и прочих конструкций, без использования лишнего места. Кроме того, в некоторых случаях, правильно согнув некоторые элементы, можно избежать использования сварки и различной трубной арматуры (муфт, фланцев, уголков, тройников и т.д.).
Выбор оборудования
Сейчас на рынке представлено достаточное количество трубогибов различных фирм-производителей, предназначений и ценовой категории, что позволяет каждому мастеру подобрать себе необходимый инструмент, руководствуясь предполагаемой областью использования и наличием денежных средств.

В зависимости от планируемого предназначения устройства, следует приобретать:
- ручные трубогибы для металла и металлопластика — они подходят для сгибания труб из разных марок стали, чугуна и, разумеется, композитных изделий;
- профилегибы — как следует из названия, используются для придания необходимых форм профильным трубам, которые обычно изготавливают из стали;
- ручные трубогибы для труб из меди — обладают наименьшей мощностью сгибания, поскольку медь наиболее пластична.
Если перечислять самые популярные на территории России устройства для сгибания труб, следует отметить такие популярные марки профилегибочных ручных станков, как ПГ-1, ПГ-2 и ПГ-4. Все они отечественного производства и, по заявлениям использовавших их людей, не уступают импортным аналогам.
Изготовление устройства для сгибания труб своими руками
Кроме приобретения изделия, есть и другие варианты: одолжить профессиональный трубогиб у знакомых или взять напрокат. Помимо этого, руководствуясь соответствующими чертежами для станка по гнутию профильной трубы, можно попытаться собрать инструмент самостоятельно.
Такой станок будет выглядеть не так внушительно, как изготовленный на заводе, скорее всего, будет обладать большими габаритами и весом. Впрочем, при добросовестном подходе к делу можно собрать вполне неплохой, работоспособный агрегат. Читайте также: "Как согнуть профильную трубу – варианты и способы изгиба".

Среди преимуществ собранного своими руками станка для загиба профильной трубы можно отметить:
- возможность контролировать весь процесс изготовления, от стадии подбора материалов до конечного окрашивания, а значит, обладатель самодельного станка может быть уверен в его надёжности и безопасности;
- экономию денежных средств — многие детали для сборки устройства или уже есть в арсенале домашнего мастера, или можно выгодно приобрести, к примеру, на пунктах приёма металлического лома. Читайте также: "Какой гибочный станок для профильной трубы лучше использовать – варианты и особенности устройств".

Для сборки станка понадобятся следующие детали и элементы:
- уголки и швеллеры для создания станины, на которой будет зафиксирован основной механизм;
- подпорки для станка — возможны любые варианты: ножки из круглых и профильных труб, уголков и т.п.;
- сгибающие ролики (валы), которые может изготовить на заказ токарь;
- передаточные цепи и шестерни для создания на роликах вращающего момента (можно, к примеру, использовать составные части старого автомобиля отечественного производства – «шестёрки» или другого);
- устройство для натягивания цепи (тоже можно снять с машины);
- направляющие для роликов — для того, чтобы их получить, сваривают пару уголков;
- движущая составляющая для направляющих ролика — может быть сделана из профильной трубы с параметрами 40 на 20 мм;
- регулирующий винт;
- рычаг для приведения устройства в действие — его можно изготовить из любой металлической детали;
- болты для фиксации изгибающих роликов — под них необходимо сделать в швеллерах прорези, позволяющие путём изменения роликов регулировать параметр изгиба трубы.
Таким образом, имея все необходимые предметы и желание поработать руками, можно собрать собственный трубогиб без особых проблем.
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования. Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками. На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

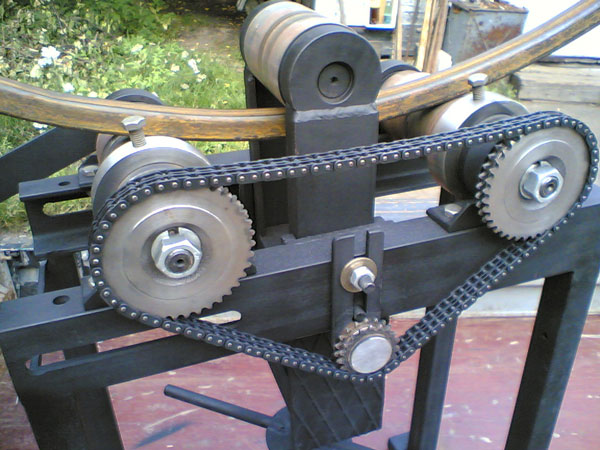
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

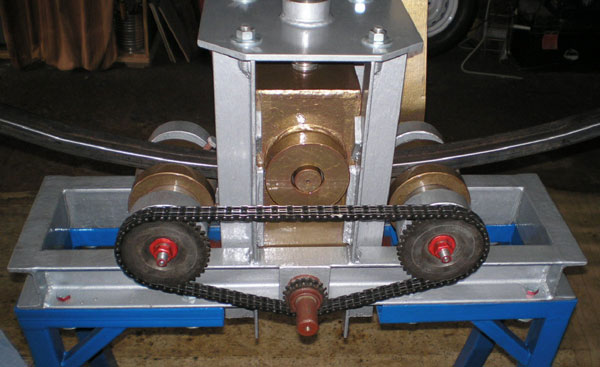
Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.

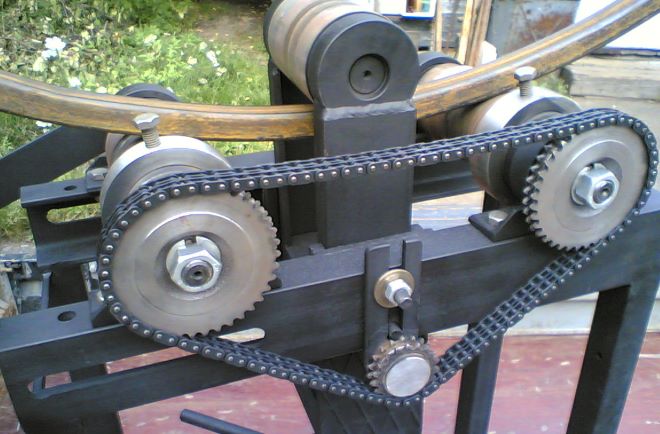
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.

Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами








Видеоролик от автора позволит понять ключевые моменты и мелкие нюансы изготовления данного трубогиба.
Серийное оборудование
Если работа с металлическими трубами различного профиля связана с вашей профессиональной деятельностью, то лучшим выбором для вас станут серийные станки для гибки профильной трубы, которые отличаются не только высокой эффективностью, но и расширенным функционалом. Сегодня существует множество самых разных моделей профилегибов, которые отличаются друг от друга как своей производительностью, так и набором функциональных возможностей. Такое разнообразие позволяет подобрать станок для выполнения гибки профильной металлической трубы, ориентируясь на свои потребности и финансовые возможности.

За небольшие деньги можно приобрести малогабаритный ручной станок
Рассмотрим самые важные преимущества, которыми обладает серийный станок для гибки профильных труб перед ручными устройствами.
- Отдельные модели могут быть оснащены электронной системой управления, что позволяет автоматизировать процесс гибки.
- Использование сменных рабочих насадок значительно расширяет функциональные возможности профилегибов.
- Кроме электронной системы управления, отдельные модели таких станков могут оснащаться дистанционным пультом.
- Серийные профилегибы отличаются компактными габаритами, что делает их очень мобильными.
- Устанавливать такое оборудование можно на любой ровной и твердой поверхности.
- Технические возможности таких станков позволяют выполнять даже очень сложные изгибы на трубах (П-образные, N-образные и др.).

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем толщиной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует иметь в виду, что стоимость такого оборудования в зависимости от его технических характеристик и функциональности начинается от нескольких сотен долларов США и может достигать нескольких тысяч.
Чтобы выполнять гибочные операции на серийном оборудовании, необходимо обладать определенной подготовкой. Если ее нет, то можно изучить особенности данного процесса и по видео, которые несложно найти в интернете.
