Содержание
 Гибкой (изгибанием)называется операция, в результате которой заготовка
Гибкой (изгибанием)называется операция, в результате которой заготовка
принимает требуемую форму (конфигурацию и размеры за счет растяжения наружных
слоев металла и сжатия внутренних.
 Гибка металла является наиболее распространенной операцией при выполнении
Гибка металла является наиболее распространенной операцией при выполнении
санитарно-технических и вентиляционных работ. Гибку прутков, полосовой стали
осуществляют в тисках и на наковальне. Гибку прокатной уголковой стали (например,
для изготовления фланцев) осуществляют на специальных станках. Гибку труб
 32
32
выполняют как вручную, так и с помощью механизмов.
Широкое применение узлов трубопровода, изготовленных с помощью гнутья, объясняется меньшим их гидравлическим сопротивлением по сравнению с использованием фасонных частей, а также меньшей трудоемкостью изготовления и монтажа.
Виды изогнутых деталей:
 Отвод– деталь, изогнутая под углом 45, 60, 90 или 135º. Его применяют при поворотах
Отвод– деталь, изогнутая под углом 45, 60, 90 или 135º. Его применяют при поворотах
трубопровода. Радиусами кривизны, при которых труба не расходится по шву, являются
для труб диаметром 15..20мм два наружных диаметра трубы.
 Уткаили отступ– деталь с двумя изогнутыми частями, обычно под углом 135º. Утки
Уткаили отступ– деталь с двумя изогнутыми частями, обычно под углом 135º. Утки
применяют в тех случаях, когда присоединяемая к трубопроводу деталь лежит не в
одной плоскости с трубой или пои обходе препятствий.

Скоба– деталь с тремя изогнутыми углами. Центральный угол обычно равен 90º, а
 боковые –по 135º. Скобы используют при обходе другой трубы.
боковые –по 135º. Скобы используют при обходе другой трубы.
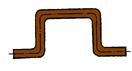
Компенсатор– деталь П-образной формы, устанавливаемая для воспринятия
температурных удлинений трубопровода.
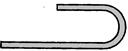 Калач– деталь в форме правильной полуокружности. Калач заменяет два отвода и
Калач– деталь в форме правильной полуокружности. Калач заменяет два отвода и
его используют преимущественно для соединения двух нагревательных приборов,
расположенных один над другим, на подводках к приборам.
Разметка труб для гнутья: до гибки необходимо подсчитать заготовительную длину отрезка трубы, чтобы после изгиба получить заготовку, размер которой соответствует размерам, указанным на эскизах гнутых деталей трубопровода.
Заготовительной длинойназывается длина детали в выпрямленном виде или размер прямого куска трубы, из которого изготавливают изогнутую деталь.
Монтажной длинойназывается действительная длина детали трубопровода без навернутых на нее фасонных частей или арматуры, то есть длина участка между осями изгиба, длина от концов изогнутой детали до точки пересечения осевых линий в изгибе и между точками пересечения осевых линий изогнутых частей.
 Инструменты, приспособления и материалы, применяемые при гибке
Инструменты, приспособления и материалы, применяемые при гибке
В качестве инструментов при гибке листового материала толщиной от 0,5мм, полосового
и пруткового материала толщиной до 0,6мм применяют стальные слесарные молотки с
квадратными и круглыми бойками массой от 500 до 1000г, молотки с мягкими вставками,
 деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала
деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала
заготовки, размеров ее сечения и конструкции детали, которая должна получится, в результате
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием
 оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
 Молотки с мягкими вставками и деревянные молотки – киянки
Молотки с мягкими вставками и деревянные молотки – киянки
применяют для гибки тонколистового материала толщиной до 0,5мм, заготовок
из цветных металлов и предварительно обработанных заготовок. Гибку
производят в тисках с применением оправок и накладок (на губки тисков) из
Плоскогубцыи круглогубцыприменяют при гибке профильного проката
толщиной менее 0,5мм и проволоки. Плоскогубцы предназначены для захвата и

 удержания заготовок в процессе гибки. Они имеют прорезь около шарнира.
удержания заготовок в процессе гибки. Они имеют прорезь около шарнира.
Наличие прорези позволяет производить откусывание проволоки. Круглогубцы
также обеспечивают захват и удержание заготовки в процессе гибки и, кроме
 того, позволяют производить гибку проволоки.
того, позволяют производить гибку проволоки.
Ручная гибка в тисках– сложная и трудоемкая операция, поэтому для
снижения трудовых затрат и повышения качества ручной гибки используют различные
 приспособления. Эти приспособления предназначены для выполнения узкого круга
приспособления. Эти приспособления предназначены для выполнения узкого круга
операций и изготавливаются специально для них.
Наиболее сложной операцией является гибка труб. Необходимость в гибке
возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в
холодном, так и в горячем состоянии.
 Холодная гибка труб осуществляется в станках Вольянова (ручная гибка) и на
Холодная гибка труб осуществляется в станках Вольянова (ручная гибка) и на
механизированных аналогах с применением дорна. Горячая гибка труб дает более
Для предупреждения появления деформаций внутреннего просвета трубы в виде
складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты. Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Дата добавления: 2015-07-10 ; просмотров: 2583 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние — сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок. При этом все расчеты ведутся относительно нейтральной линии, т. е. тех слоев материала заготовки, которые при гибке не изменяются в размерах. В случае, если на чертеже детали, которая должна быть получена гибкой, не указан размер заготовок, слесарь должен самостоятельно определить этот размер. Расчет производят, подсчитывая размер детали по средней линии (определяют длину прямолинейных участков, подсчитывают длину изогнутых участков и суммируют полученные данные).
Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
Инструменты, приспособления и материалы, применяемые
В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (рис. 2.44), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
Молотки с мягкими вставками (см. рис. 2.33) и деревянные молотки — киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы (рис. 2.45) предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы (рис. 2.46) также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Ручная гибка в тисках — сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них.


На рис. 2.47 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг 1 перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
По аналогичной схеме работают и другие гибочные приспособления, например, приспособление для гибки кольца из прутка круглого сечения (рис. 2.48).
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.


Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты.
Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют:
• песок — при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии;
• канифоль — при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (см. рис. 2.47). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Класс:
Тема по программе: “Слесарные работы”.
Тема урока: “Гибка металла”.
Тип урока: изучение трудовых приемов и операций.
Учебные цели урока:
Обучающая – ознакомить учащихся с приемами гибки металла. Научить учащихся правильным приемам гибки листового металла и проволоки в тисках с помощью различных приспособлений, соблюдению требований безопасности труда.
Развивающая – развивать самостоятельность путем нахождения неисправностей на чертежах, развивать умения в оперативности мышления, находить пути совершенствования своего труда. Развивать навыки производительного труда, разбираться в практических ситуациях и самостоятельно осуществлять найденные решения.
Воспитательная – формировать у учащихся стремление к постоянному развитию профессиональных способностей и мастерства, стремление к самоконтролю. Формировать самостоятельность и уверенность в своих силах. Развивать интерес к профессии. Воспитывать у учащихся бережное отношение к слесарному инструменту.
Материально-техническое оснащение урока: металлическая заготовка, разметочный инструмент, слесарные молотки, тиски, круглогубцы, кусок трубы, измерительные приборы, эталоны изделий, плакат “Гибка металла”, инструкционно-технологические карты, таблица критериев оценки.
Место проведения: слесарная мастерская.
Ход урока
I. Организационная часть (5 минут)
Рапорт старосты о наличии уч-ся. Проверка рабочей одежды и внешнего вида уч-ся.
II. Вводный инструктаж (45 минут)
- Сообщение темы и цели урока.
- Актуализация прежних знаний
а) учащиеся (4, 5 чел.) получают карточки с вопросами, на которые должны ответить за 15 минут.
б) учащиеся по схемам и макетам отвечают на следующие вопросы:
- Как правильно пройти на свое рабочее место?
- Какие правила ТБ необходимо соблюдать на рабочем месте?
- Как правильно подготовить рабочее место к работе?
- Когда необходимо применять правку металла и что это такое?
- Какой инструмент необходим для правки металла?
- Как правят металл в горячем состоянии?
- Как правят металлические листы?
3. Формирование новых понятий и способов действий:
3.1. Рассказать о значении данной работы для освоения профессии.
3.2. Рассмотреть новый материал и составить конспект:
Гибка металла – это придача новой формы заготовке (или ее части) механическим или ручным способом с помощью специальных приспособлений.
Для ручной гибки металла используют слесарный молоток, деревянный молоток (киянка), плоскогубцы или круглогубцы и различные металлические оправки.
Тонкую проволоку изгибают круглогубцами, проволоку большего диаметра – в струбцине или на соответствующей оправке. Арматурную сталь изгибают с помощью трубы, надетой на конец стержня. Гибку тонколистового металла и проволоки выполняют в тисках по уровню губок или с применением специальных приспособлений – оправок. Чтобы не помять заготовку, на губки надевают накладные угольники из более мягкого металла. Гибку выполняют деревянным молотком (киянкой) или слесарным молотком, но удары наносят не по заготовке, а по деревянной колодочке, она оттягивает металл, не оставляя на нем вмятин. Заготовку закрепляют так, чтобы линия сгиба была на уровне уголков, губок тисков или ребра оправки. Легкими ударами киянки или молотка сначала отгибают край заготовки, а затем – всю намеченную область.
При гибке заготовок большой длины используется металлическая полоса или деревянный брусок. Длинные листы следует гнуть на гибочной машине.
Трубы при изгибании деформируются и сплющиваются, поэтому перед изгибанием их заполняют сухим песком, а концы уплотняют деревянными пробками. Затем трубу нагревают над огнем и осторожно, постепенно изгибают на оправке. В трубу также можно вставить толстую стальную спираль. После охлаждения и контроля высыпают песок или извлекают спираль.
Обычно заводы выпускают проволоку в рулонах. Заготовки нужной длины отрезают кусачками. Отрезанный кусок проволоки перед обработкой необходимо выпрямить. Чтобы придать заготовке из проволоки нужную форму, ее подвергают гибке. Гибку проволоки выполняют с помощью плоскогубцев и круглогубцев. Плоскогубцами зажимают и сгибают проволоку под нужным углом. Детали сложной формы получают с помощью круглогубцев. Для изготовления изделий в форме колец применяют цилиндрические оправки.
Техника безопасности при гибке металла. При гибке металла в холодном и горячем состоянии, чтобы избежать ушибов и ранений, необходимо прочно укреплять металл и трубы на станках; следить за исправностью ограждений, электрооборудования, проводов, пусковых устройств и защитного заземления.
Техника безопасности при ручной гибке:
- При работе надежно закрепите заготовку с оправкой в тисках.
- Работать можно только исправным инструментом.
- При отрезании заготовки нельзя подносить проволоку близко к лицу.
- Нельзя держать левую руку близко к месту сгиба заготовки.
- На руке, удерживающей заготовку, должна быть надета рукавица.
- Не стойте за спиной работающего и не работайте, если кто-то стоит за вами
3.3. Разобрать рабочие чертежи и схемы. Технические требования.
3.4. Разобрать технологическую последовательность выполнения работы в соответствии с заданием (таблица №1).
3.5. Рассмотреть применяемые инструменты, приборы и приспособления.
3.6. Показать приемы работы.
3.7. Предупредить о возможных ошибках при выполнении работы (таблица №2).
3.8. Обратить внимание на приемы самоконтроля.
3.9. Разобрать вопросы рациональной организации рабочего места.
3.10.Провести инструктаж по правилам техники безопасности и обратить внимание учащихся на опасные приемы работ.
3.11. Сообщить учащимся критерии оценок.
4. Закрепление материала вводного инструктажа:
III. Упражнение учащихся и текущее инструктирование (5 часов)
4. Самостоятельная работа уч-ся под руководством мастера п/о.
5. Целевой обход рабочих мест уч-ся.
6. Текущее инструктирование:
Обход рабочих мест учащихся с целью проверки:
а) соблюдения последовательности технологического процесса;
б) правильного использования инструмента и оборудования;
в) организации рабочего места;
г) соблюдения учащимся правил безлопастного труда;
д) качества выполнения работы.
IV. Заключительный инструктаж (10 мин.)
1. Правила и способы выполнения работ при гибке металла.
2. Прочитать материал об инструментах, применяемых при гибке металла.
