Содержание

Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные свойства. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются.
Содержание
Параметры шероховатости [ править | править код ]
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
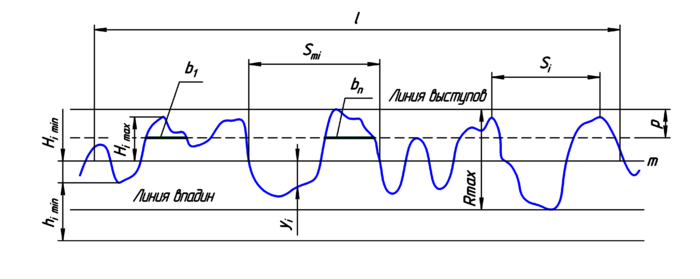
На рисунке схематично показаны параметры шероховатости, где: l <displaystyle l> 
- Высотные параметры:
- Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины;
R a = 1 l ∫ l 0 | y i | d x <displaystyle R_=<frac <1>
ight|,dx>
ight|>
Rz — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины;
R z = ( ∑ i = 1 5 | H i m a x | + ∑ i = 1 5 | H i m i n | ) / 5 <displaystyle R_
ight)/5>
- Rmax — наибольшая высота профиля;
t p = 1 l ∑ i = 1 n b i <displaystyle tp=<frac <1>
Ra, Rz и Rmax определяются на базовой длине l, которая может принимать значения из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Параметр Ra является предпочтительным.
Способы измерения [ править | править код ]
ISO 8503 определяет требования по определению компараторов профиля, который предназначен для визуального и тактильного сравнения стальных поверхностей, очищенных абразивоструйным способом. Компараторы профиля поверхности используются на строительных площадках для оценки шероховатости поверхности перед нанесением красок и других подобных продуктов или перед другими видами защиты поверхности [1] .
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
Базовая длина – длина базовой линии l, длина линиии, используемой для выделения неровностей.
Средняя линия – средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где "p" – значение уровня сечения профиля. |
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории – использование Ra предпочтительнее использования параметраRz).
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20;16,0;10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0;8,0;5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
Обозначение шероховатости на чертежах. Структура обозначения:
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
– Ra указывается без символа, а другие параметры с символом.
– При указании диапазона параметров записывают пределы в 2 сроки:
| 1,25 1,00 |
Rz 0,080 0,063 |
t60 50 80 |
– Номинальное значение параметра записывается с предельным отклонением
– При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
– Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице "Значения параметров Ra и Rz для указанных классов шероховатости" выше, то базовую длину в обозначении шероховатости не указывают.
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).

Рисунок. Условные обозначения направлений неровностей на значке шероховатости.
Е1. В зависимости от характера не технологичности возможны два разных решения:
а) если отсутствуют сведения о шероховатости поверхностей детали, то в крайний правый столбец ведомости N 2 необходимо внести запись: "указать способ и высоту шероховатости в соответствии с функциональным назначением детали и предполагаемой технологией изготовления". Дальнейшее решение задачи выполняется с помощью преподавателя;
б) если не указана высота шероховатости, то в крайний правый столбец ведомости N 2 необходимо внести запись: "указать высоту шероховатости в соответствии с функциональным назначением детали". Дальнейшее решение задачи выполняется с помощью преподавателя.
Е2. Для обеспечения технологичности высоты шероховатости необходимо последовательно выполнить следующие действия:
а) все значения высоты шероховатости, указанные в чертеже не по шкале Ra, необходимо перевести в шкалу Ra, с помощью таблицы 6.
| Класс чистоты по ГОСТ 2.309-68 |
Высота шероховатости по ГОСТ 2.309-73 , мкм | ||
|---|---|---|---|
| Rz | Ra | Соотношение Rz и Ra |
|
 |
Rz 320 | 80 | Rz = 4 Ra |
 |
Rz 160 | 40 | Rz = 4 Ra |
 |
Rz 80 | 20 | Rz = 4 Ra |
 |
Rz 40 | 10 | Rz = 4 Ra |
 |
Rz 20 | 5.0 | Rz = 4 Ra |
 |
Rz 10 | 2.5 | Rz = 4 Ra |
 |
Rz 6.3 | 1.25 | Rz = 5 Ra |
 |
Rz 3.2 | 0.63 | Rz = 5 Ra |
 |
Rz 1.6 | 0.32 | Rz = 5 Ra |
 |
Rz 0.8 | 0.16 | Rz = 5 Ra |
 |
Rz 0.4 | 0.08 | Rz = 5 Ra |
 |
Rz 0.2 | 0.04 | Rz = 5 Ra |
 |
Rz 0.1 | 0.02 | Rz = 5 Ra |
 |
Rz 0.05 | 0.01 | Rz = 5 Ra |
б) сопоставить полученные значения высоты шероховатости по шкале Ra с подчёркнутыми значениями нормального ряда чисел ( см. правило Е3 ). Выбирая ближайшие подчёркнутые числа из этого ряда необходимо обязательно учесть два взаимосвязанных фактора:
- чем больше (грубее) выбранная шероховатость, тем меньше затраты на её достижение;
- высота шероховатости поверхности не должна быть равной и выходить за пределы, как точности размера этой поверхности, так и отклонения этой поверхности по форме или взаимному расположению. Например, невозможно, чтобы для цилиндра Ø 24h7(–0.021) с отклонением от соосности, равным 20 мкм, была назначена высота шероховатости, равная 25 мкм по шкале Ra (следует назначить 12.5 мкм).
Таким образом, важно отметить, что обеспечение технологичности высоты шероховатости требует учёта комплекса требований (соответствие шкале, подчёркнутым значениям ряда, отклонениям размера, отклонениям формы и расположения поверхности).
Все намечаемые исправления необходимо оформить записью в ведомости N 2 (например: "заменить, соответственно, на следующие значения по шкале Ra: 3.2 мкм, 1.6 мкм").
Е3. Выбирая ближайшие подчёркнутые числа из ряда нормальных чисел ( см. правило Е3 ), необходимо обязательно учесть два взаимосвязанных фактора:
- чем больше (грубее) выбранная шероховатость, тем меньше затраты на её достижение;
- высота шероховатости поверхности не должна быть равной и выходить за пределы, как точности размера этой поверхности, так и отклонения этой поверхности по форме или взаимному расположению. Например, невозможно, чтобы для цилиндра Ø 24h7(–0.021) с отклонением от соосности, равным 20 мкм, была назначена высота шероховатости, равная 25 мкм по шкале Ra (следует назначить 12.5 мкм).
Таким образом, важно отметить, что обеспечение технологичности высоты шероховатости требует учёта комплекса требований (соответствие подчёркнутым значениям ряда, отклонениям размера, отклонениям формы и расположения поверхности).
Все намечаемые исправления необходимо оформить записью в ведомости N 2 (например: "заменить, соответственно, на следующие значения по шкале Ra: 3.2 мкм, 1.6 мкм").
Е4. Внести в ведомость N 2 запись с указанием действия для обеспечения технологичности (например: "устранить обозначение шероховатости с вида слева").
Е5. Внести в ведомость N 2 запись с указанием действия для обеспечения технологичности (например: "устранить обозначение шероховатости с отверстия Ø 12Н14").
Е6. Возможны два взаимоисключающих пути решения:
а) использовать конструкционную сталь с содержанием углерода более 30% (с сохранением литейных или пластических свойств) и внесением соответствующей записи в ведомость N 2 (например: "заменить марку материала детали с 20Л на 35Л";
б) увеличить лимитирующее значение шероховатости до ближайшего большего, но с обязательным выполнением комплекса условий:
- выбранное значение должно быть больше 2.5 мкм, совпадать с одним из подчёркнутых значений ряда нормальных чисел ( см. правило Е3 ), не должно быть равным и выходить за пределы, как точности размера своей поверхности, так и отклонения этой поверхности по форме или взаимному расположению. Определившись с новым значением шероховатости, в ведомость N 2 вносится запись: "увеличить шероховатость отверстия Ø 50Н7 с 1.25 мкм до 3.2 мкм по шкале Ra".
Е7. Внести запись в ведомость N 2: "исправить на чертеже". Для непосредственных исправлений в чертеже следует обратиться к требованию Е7 .
-
Рассчитать показатель исходной технологичности чертежа (ПТЧ) детали по формуле:
"Число плюсов в ведомости N 1"
ПТЧ = ———————————————————
"Сумма плюсов и минусов в ведомости N 1"
