| Рис. 3.3. Конструктивные элементы фрез |
 Простейшим типом фрезы является цилиндрическая, которая предназначена для обработки плоскостей. Каждый зуб фрезы представляет собой резец и имеет переднюю, главную заднюю и вспомогательную заднюю (для торцевых, концевых и дисковых фрез) поверхности, главную и вспомогательную (на торцевом лезвии) режущие кромки и вершину зуба (см. рис. 3.3), а также канавку для вывода стружки. Насадные фрезы имеют отверстие для базирования на шпинделе станка, а концевые – хвостовик для закрепления в шпинделе станка и шейку, разделяющую рабочую часть и хвостовик. Геометрия зуба фрезы аналогична геометрии лезвия токарного резца (см. рис. 3.4 – 3.6).
Простейшим типом фрезы является цилиндрическая, которая предназначена для обработки плоскостей. Каждый зуб фрезы представляет собой резец и имеет переднюю, главную заднюю и вспомогательную заднюю (для торцевых, концевых и дисковых фрез) поверхности, главную и вспомогательную (на торцевом лезвии) режущие кромки и вершину зуба (см. рис. 3.3), а также канавку для вывода стружки. Насадные фрезы имеют отверстие для базирования на шпинделе станка, а концевые – хвостовик для закрепления в шпинделе станка и шейку, разделяющую рабочую часть и хвостовик. Геометрия зуба фрезы аналогична геометрии лезвия токарного резца (см. рис. 3.4 – 3.6).
 |
Геометрию фрез характеризуют следующие углы: передний угол γn, измеряемый в главной секущей плоскости Рτ между касательной к передней поверхности и проекцией основной плоскости Рν, проходящей через рассматриваемую точку на режущей кромке; |
| Рис. 3.4. Геометрия цилиндрической фрезы |
задний угол αп, определяемый в плоскости, перпендикулярной к оси фрезы, между касательной к задней поверхности зуба фрезы и главной плоскостью резания Рn (вектором скорости главного движения резания V), проходящей через рассматриваемую точку на режущей кромке;
главный угол в плане φ (угол в основной плоскости Рν), расположенный между главной плоскостью резания Рn и рабочей плоскостью Рs, проходящими через рассматриваемую точку на режущей кромке;
вспомогательный угол в плане φ1 (угол в основной плоскости Рν), измеряемый между проекциями вспомогательной режущей кромки и рабочей плоскости Рs на основную плоскость Рν.
Цилиндрическая фреза представляет собой тело вращения с винтовыми канавками для схода стружки, прорезанными на образующей поверхности, и зубьями с режущими кромками (см. рис. 3.4). Винтовая форма режущих зубьев обеспечивает им плавность в работе, уменьшает удары и вибрации. Наклон зуба определяется углом ω между осью фрезы и касательной к винтовой линии.

c – ширина ленточки; h, h1 – глубина канавки; ω1 – угол наклона передней поверхности к вертикальной оси фрезы; l – высота фрезы; r, r1 – радиус канавки; D – диаметр фрезы; δ – ширина паза фрезы для фиксации на шпинделе станка
Рис. 3.5. Геометрия торцевой фрезы

Рис. 3.6. Геометрия концевой фрезы
По форме зубьев фрезы изготавливаются с остроконечными и затылованными зубьями (см. рис. 3.7).
 |
 |
| а | б |
Рис. 3.7. Форма зубьев фрезы: а – остроконечная; б – затылованная
К группе фрез с остроконечным зубом относятся цилиндрические, торцевые, угловые и дисковые фрезы, а также различные фрезерные головки. Дисковые пазовые фрезы разделяют на одно-, двух- и трехсторонние. Заднюю поверхность режущих зубьев таких фрез очерчивают по прямой линии, и заточку производят только по прямолинейной задней поверхности.
В группу фрез с затылованным зубом входят радиусные выпуклые и вогнутые, дисковые модульные, червячные модульные и шлицевые, резьбовые и другие фрезы с фасонным профилем главной режущей кромки (см. рис. 3.8). У фрез с затылованной формой зуба главную заднюю поверхность очерчивают по архимедовой спирали, а затачивают их только по прямолинейной передней поверхности. После переточки фрезы с затылованными зубьями сохраняют постоянный фасонный профиль главных режущих кромок.

а – зубья с выпуклым профилем; б – зубья с вогнутым профилем
Рис. 3.8. Радиусные фрезы с затылованной формой зуба
Угловые фрезы (см. рис. 3.9) разделяют на одно- и двухугловые и применяют для прорезания стружечных канавок на зенкерах, развертках, фрезах и других режущих инструментах.
 |
 |
| а | б |
Рис. 3.9. Угловые фрезы: а – одноугловая; б – двухугловая несимметричная
Дата добавления: 2015-06-17 ; просмотров: 4495 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Все типы фрез имеют много общего в оформлении конструктивных элементов. К общим конструктивным элементам относятся: диаметр фрезы, посадочные размеры, число зубьев, углы тела зуба и впадины, форма зуба и углы режущей части зуба фрезы.
Диаметр фрезы – важный конструктивный элемент. От диаметра фрезы зависят отвод теплоты, толщина стружки, число и форма режущих зубьев и диаметр посадочного отверстия под оправку. При выборе диаметра фрезы необходимо учитывать толщину тела фрезы. Для этого пользуются зависимостью
где D1 – диаметр окружности впадин между зубьями, мм; d – диаметр отверстия фрезы, мм.
Размерный ряд диаметров фрез стандартизован и состоит из следующих значений: для торцовых, дисковых, концевых и цилиндрических фрез – 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; 160,0; 200,0; 250,0; 320,0; 400,0; 500,0; 630,0; 800,0 и 1000,0 мм, для прорезных и отрезных фрез – 4,0; 6,0; 10,0; 16,0; 25,0; 40,0; 62,0; 100,0; 160,0; 250,0; 400,0; 630,0 и 1000,0 мм.
Посадочные размеры. Для насадных фрез к посадочным размерам можно отнести диаметр отверстия, шпоночную канавку и выточки.
Посадочные размеры фрез, мм:
| Диаметр фрез | 50-62 | 80- | 100- | 125- | 160-200 | 250-630 |
| Диаметр отверстий | 60 с выточками |
Для фрез с мелкими зубьями, предназначенных для чистовой обработки, диаметры оправок могут быть меньше, чем для фрез с крупными зубьями.
Для фрез, оснащенных твердым сплавом, и для обработки труднообрабатываемых материалов диаметры оправок должны быть большими.
Фрезы, оснащенные твердым сплавом, больших диаметров (250 – 630мм, кроме отверстия диаметром 600 мм), снабжаются еще выточками для посадки на шпиндель станка. Фрезы изготовляют в двух вариантах: с диаметром выточки 128,57 мм для всего диапазона диаметров и с диаметром выточки 221,44 мм для фрез диаметром 400 – 630 мм.
Число зубьев фрезы (рис. 48) влияет на процесс резания. При выборе числа зубьев фрезы необходимо соблюдать условие равномерности фрезерования. Для фрез с прямыми зубьями (рис. 48, а) это условие обеспечивается, если одновременно работают не менее двух зубьев, т. е.

Здесь x = j /e – коэффициент равномерности, где j – угол контакта, определяемый в зависимости от наружного радиуса фрезы R и глубины резания e – угол, соответствующий шагу зубьев, т. е.
e = 360о/z; cosj = 1 – t/R
При малой глубине резания, заданных D и z, не всегда можно добиться равномерности фрезерования. Для цилиндрических фрез (в том числе и концевых) с зубьями, расположенными на периферии по винтовой, равномерность зависит от угла наклона винтовых канавок w и ширины фрезерования В (рис. 48,б).

Рис.48. Условие равномерного фрезерования для цилиндрических фрез с прямыми(а) и винтовыми зубьями
Процесс фрезерования будет равномерным при условии, если величина В кратна осевому шагу фрезы


где с – целое число.

Рис.49. Углы тела зуба и впадины фрезы
Углы тела зуба и впадины. Прочность зуба и пространство для размещения стружки характеризуются углами h и d (рис. 49, а).
Для остроконечных монолитных фрез угол h не должен быть меньше 47…52° и только в исключительных случаях он выполняется в пределах 30…40°, например для фрез концевых и прорезных.
Угол впадины d для большинства фрез равен углу рабочей фрезы, кроме фрез с винтовыми зубьями. Выбор угла d зависит от диаметра фрезы, числа, формы и размеров зубьев. Для сокращения номенклатуры фрез установлен размерный ряд на угол d в пределах 45…100° через каждые 5°. Углы d и h связаны друг с другом:
h = d – e
где e = 360 о /z.
Это соотношение справедливо и для режущих зубьев, снабженных передними углами.
Для фрез с винтовыми зубьями угол h определяется в плоскости NN, перпендикулярной к винтовым зубьям (рис. 49,б).
В этом случае
где ei– угол, соответствующий шагу зубьев при приведенном их количестве, т. е.
Приведенное количество зубьев zi, есть то число, которое имеет фреза с радиусом Ri, соответствующим радиусу кривизны эллипса в направлении малой его оси

Так как zi = 2pRi/SN, где sn = 2Rj/z cosw – шаг зубьев в нормальном сечении, то zi = z/cos2w.
Во избежание поломки зубьев угол h должен быть не менее приведенных выше значений.
Форма зубьев и впадин. Число зубьев фрезы влияет на форму, размеры зуба и впадины.
Форма зубьев и впадин должна обеспечивать прочность зубьев, получение достаточного пространства для размещения стружки, гарантировать лучший отвод стружки из зоны резания и допускать максимально возможное количество переточек.
Для остроконечных фрез наиболее распространенной является первая форма в виде трапеции (рис.3, а). Принимается в основном для фрез, работающих на чистовых операциях. Затачивание производится по задней поверхности. Высота зуба h принимается равной 0,5…0,65 окружного шага; радиус у дна впадины r = 0,5…2,0 мм.
Для фрез с крупными зубьями принимается вторая или третья (рис.3,6,б, в) форма. Высота зуба h =0,3…0,45 окружного шага; r =0,4¸0,75h (больший коэффициент обычно принимается для фрез малого диаметра). Однако выбор его ограничивается высотой зуба и прямолинейным участком l, характеризующим возможное количество переточек при условии сохранения принятого переднего угла g.



Рис. 50. Формы остроконечных зубьев
Спинка зуба (рис.50, в) выполняется по дуге окружности радиусом .R = 0,3…0,45D. При выборе его необходимо, чтобы касательная в точке А сопряжения ее с ленточкой f проводилась под углом a1 на 10…15° больше, чем задний угол a.
Форма зуба (рис.50, б) имеет спинку, выполненную под двумя углами: a – задний угол, a1 = 20…30° – угол среза спинки. Высота зуба h и радиус округления r выбираются в тех же пределах, что и для зуба третьей формы.
В зависимости от размеров зуба фаску f выполняют равной 1…2 мм, а дополнительную величину затылка F определяют графическим путем.
Углы режущей части зуба. Выбор оптимальных углов режущих элементов фрез зависит главным образом от назначения фрезы, свойств обрабатываемого материала и технологических условий обработки.
Задний угол предназначен для устранения трения задней поверхности зуба об обрабатываемую поверхность в процессе резания.
Главный угол a и вспомогательный угол a1 (рис.50) задают в нормальном сечении к оси цилиндрической или угловой фрезы.
Задний угол в нормальном сечении на винтовых зубьях определяется по формуле
Задний угол на фасках прорезных и дисковых фрез в сечении, параллельном фаске, определяется по формуле
где j – угол фаски.
Для фрез с мелкими зубьями (снятие небольших припусков) задний угол принимается равным 16°, для фрез с крупным зубом –12°, для фрез дисковых, прорезных (шлицевых) – до 30°.
Для получения высокого класса чистоты обрабатываемой поверхности рекомендуется для фрез из твердого сплава задний угол выбирать в пределах 5…8°.
Кроме главной режущей кромки некоторые типы фрез имеют еще и вспомогательную. Задний угол a1 на вспо-могательной кромке принимается в пределах 4…8°.
Для концевых фрез выбор угла a1 связан с углом в плане j1 вспомогательно- режущей кромки. Если фреза снабжена торцовыми зубьями с j1 = l°30′, то a1 в этом случае берется равным 6…10°. При отсутствии торцовых зубьев угол j1 увеличивается до 8°, а угол a1 = 0, так как угол j1 частично выполняет роль угла a1.
Передний угол предназначен для уменьшения нагрузки на режущую кромку в процессе резания. Он выбирается в зависимости от физико-механических свойств обрабатываемого материала и характеристики материала инструмента.
Для фрез с винтовым зубом выбор переднего угла g связан с углом наклона режущих зубьев w. С увеличением угла наклона зубьев разница между фактическим передним углом gф и углом в нормальном сечении gN резко возрастает. Ее можно определить по формуле

Угол gN можно выбирать незначительным для фрез с w =40… 60 o . При этом фактический передний угол gф окажется достаточно большим при минимально допустимом ослаблении режущей кромки, что особенно важно при конструировании фрез для обработки высокопрочных материалов.
Угол в плане j определяет соотношение между толщиной и шириной снимаемого слоя металла в зависимости от подачи и глубины резания, а угол j1 влияет на качество обрабатываемой поверхности.
Для торцевых фрез с D ³ 150 мм для грубой обработки с t о , j1 = 2…3 о


Рис. 51. Углы в плане торцовых фрез.
Торцевые фрезы для обработки взаимноперепендикулярных плоскостей, пазов и канавок. Фаска fo = 0,5…1,5 мм в зависимости от D
Угол наклона режущей кромки l расположен между вектором скорости v в данной точке и нормалью N к главной режущей кромке в той же точке и измеряется в плоскости резания.
Угол l принимается положительным, если вектор скорости находится справа от нормали, и отрицательным, если вектор скорости располагается слева от нормали.
Углом l снабжаются все фрезы с угловой режущей кромкой (торцовые, дисковые, трех- и двусторонние). Для цилиндрических фрез с винтовыми или наклонными зубьями угол наклона w является углом l. Угол l способствует упрочнению зуба. При l, больше нуля первоначальный контакт зуба и заготовки удаляется от вершины зуба и тем самым предохраняет от сколов наиболее ослабленное место. Для фрез с пластинами твердого сплава l выбирается в пределах 12…15°, а для быстрорежущих фрез угол l может быть уменьшен до 10°.
Угол наклона винтовых зубьев w способствует улучшению условий работы фрезы, увеличению ее стойкости и влияет на направление схода стружки. С увеличением угла наклона w от 10 до 60° стойкость фрезы возрастает от 3 до 5 раз.
В зависимости от направления винтовых зубьев и вращения фрезы (правое или левое) в процессе резания возникает осевая сила Ро, действующая на опору шпинделя станка и обрабатываемую деталь. При выборе больших величин w необходимо учитывать направление отвода стружки и конфигурацию обрабатываемой поверхности. Например, при фрезеровании закрытых пазов и уступов фрезой с левым наклоном зубьев при левом направлении стружка направляется к торцу фрезы, защемляется и пакетируется между зубьями, что приводит к поломке инструмента. Для устранения этого явления необходимо, например, при левом вращении фрезы зубья выполнять с правым наклоном.
Ниже приведены рекомендуемые углы наклона зубьев для различных типов фрез.
На Рис.1. показаны геометрические параметры зуба цилиндрической фрезы: передняя поверхность 1, по которой сходит стружка; задняя поверхность 2 шириной f, обращенная в процессе фрезерования к обработанной поверхности; ленточка 3 шириной 0,05-0,1мм; затылочная поверхность (затылок) 4; винтовое режущее лезвие 5 (режущая кромка), наклоненное к оси фрезы под углом ω.
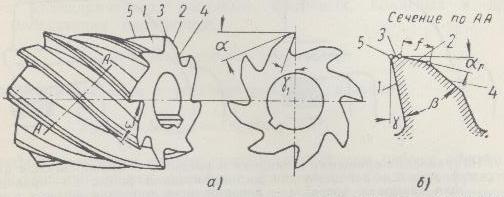
Рис.1. Основные геометрические параметры зуба цилиндрической фрезы.
Задний угол α представляет собой угол между касательной к задней поверхности зуба фрезы и касательной к траектории движения точки лезвия, принимаемой за окружность, этот угол измеряется в плоскости, перпендикулярной к оси фрезы, т.е. в плоскости торца фрезы. Нормальный задний угол αn измеряется в плоскости перпендикулярной к режущему лезвию.
Передний угол φ представляет собой угол между касательной к следу передней поверхности и следом осевой плоскости, проходящих через точку лезвия данного зуба; этот угол измеряется в плоскости, перпендикулярной к режущему лезвию. Поперечный передний угол φ1 измеряется подобно заднему углу α в плоскости, перпендикулярной к оси фрезы, т.е. в плоскости торца фрезы. Передний угол может иметь как положительное, так и отрицательное значение.
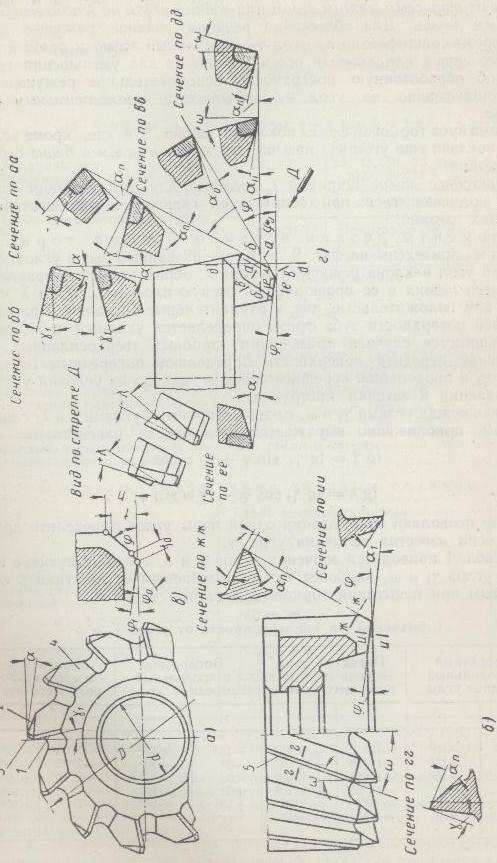
Рис.2. Основные геометрические параметры зуба торцовой фрезы.
На Рис.2.а,б показаны геометрические параметры зуба цельной торцовой фрезы из быстрорежущей стали. На рабочей части этой фрезы различают два режущих лезвия: главное режущее лезвие на цилиндрической поверхности фрезы и вспомогательное режущее лезвие на торцовой поверхности фрезы.
Элементы зуба главного режущего лезвия, относящиеся к цилиндрической поверхности фрезы подобны элементам цилиндрической фрезы Рис.1.а,б.: передняя поверхность 1; задняя поверхность 2; ленточка 3; затылочная поверхность 4; винтовое режущее лезвие 5; задний угол α; нормальный задний угол αn; передний угол φ; поперечный передний угол φ1; угол наклона ω винтового лезвия режущей кромки к оси фрезы.
Элементы зуба вспомогательного режущего лезвия, относящиеся к торцовой поверхности фрезы показаны на Рис.2.б. Здесь передним углом служит угол наклона винтового лезвия ω, который в торцовых фрезах называют продольным передним углом. Угол α1 (сечение по uu) называют торцовым задним углом или задним углом на вспомогательном режущем лезвии. Для облегчения резания главное режущее лезвие зуба фрезы сошлифовано на угол φ, называемый главным углом в плане углового лезвия или главным углом в плане, а для уменьшения трения зуба об обработанную поверхность вспомогательное режущее лезвие сошлифовано на угол φ1 называемый вспомогательным углом в плане.
Схема зуба торцовой фрезы показана на Рис.2.в, где, кроме углов φ и φ1, показан еще угол φ0, называемый главным углом в плане переходного лезвия.
Переходное лезвие шириной f0 делается для сглаживания острого угла, получающегося при сопряжении главного и вспомогательного режущих лезвий.
