Содержание
- Требования к предварительному нагружению крепежных изделий для фланцев
- Режимы нагружения шпилек фланцевого соединения
- Расчет режимов затяжки фланцевых шпилек и гаек
- Коэффициент разгрузки шпилек для фланцевых соединений
- Заключение
- Последовательность – затяжка – гайка

Шпильки для фланцевых соединений в лотке, покрытые пленкой минерального масла
Неправильная затяжка шпилек фланцевых соединений на трубопроводах высокого давления приводит к осевому смещению уплотняемой поверхности фланца. Применение методов последовательной затяжки фланцевого крепежа обеспечивает равномерность обжима стальной уплотнительной прокладки, а следовательно, надёжность и герметичность всего фланцевого соединения.
Дата публикации: 8 февраля 2011
Автор: Дроздов М.В., ООО «Инженерный Союз»
Содержание
Требования к предварительному нагружению крепежных изделий для фланцев
Предварительное нагружение (затяжка) крепёжных деталей необходимо для обеспечения герметичности уплотнительного фланцевого соединения в рабочих условиях.
Для герметизации узлов трубопроводов высокого давления, в основном применяют шпильки для фланцевых соединений, изготавливаемые по ГОСТ 9066-75.
Широкому использованию затворов с этими крепежными деталями способствовало следующее: простота и технологичность в изготовлении; надёжные методы расчета и проектирования; многолетние традиции проектирования и изготовления СВД. Недостатки этих затворов —высокая трудоемкость переборок, связанная с длительностью завинчивания соединяемых резьбовых деталей, а также трудность механизации и автоматизации процесса сборки и разборки затвора из-за большого числа шпилек. Стремление к снижению трудоёмкости процесса переборок и его механизации привело к созданию большого многообразия конструкций специальных устройств для предварительного нагружения (затяжки) шпилек или болтов и гаек.
В процессе затяжки все стальные крепежные детали (шпильки, болты, гайки, шайбы) должны быть нагружены заданным усилием затяжки. При этом усилие должно быть равномерно распределено на все крепежные изделия. При соблюдении данных условий обеспечивается равномерное распределение контактного давления по всей уплотнительной поверхности соединения и шпильки гарантированно защищены от перегрузки.
Применяемые в настоящее время, способы предварительного нагружения крепежных деталей подразделяют на три типа:
- затяжка приложением ударно-вращательных импульсов к гайке;
- затяжка приложением крутящего момента к гайке;
- затяжка приложением осевых усилий к стержню шпильки.
Наиболее широко распространены два последних способа.
Затяжка крепежа приложением крутящего момента
Основные преимущества способа затяжки крепежных деталей приложением крутящего момента заключаются в его универсальности, простоте и высокой производительности. Недостатки — довольно низкий КПД (лишь 10% всей затрачиваемой на затяжку резьбового соединения работы приходится на создание осевой силы) и возникновение в процессе затяжки в шпильке напряжений кручения, снижающих несущую способность резьбовых соединений.
При затяжке соединения момент Мкр, прикладываемый к гайке, расходуется на преодоление трения торца гайки о неподвижную опорную поверхность соединительных деталей трубопровода и трения контактирующих поверхностей витко врезьбы гайки и шпильки:
где Мт — момент трения торца гайки о неподвижную опорную поверхность соединяемых деталей; Мр – крутящий момент в резьбе;
где fТ — коэффициент трения на торце гайки; Q3 – усилие затяжки; RT – условный радиус трения гайки;
где DT — диаметр наружной опорной поверхности гайки; dшб – внутренний диаметр шайбы. Крутящий момент в резьбе
где Р — шаг резьбы; fр — коэффициент трения в резьбе; d2 — средний диаметр резьбы. Для резьбовых соединений при смазывании контактирующих поверхностей индустриальным маслом и отсутствии на них электролитических покрытий fТ = 0,12, fp = 0,20.
Затяжка крепежных деталей приложением осевых усилий к стержню болта или шпильки
От недостатков рассмотренного способа свободен способ затяжки резьбовых соединений приложением осевых усилий к стержню шпильки. Метод заключается в растяжении стержня шпильки специальным устройством (гидродомкратом)с последующим свободным завинчиванием гайки для фиксации стержня шпильки в растянутом состоянии.
Особенность метода состоит в том, что после довертывания гайки без приложения крутящего момента ненагруженными остаются элементы соединения: резьба соединения шпилька — гайка и микронеровности сопряжений гайка — шайба и шайба — фланец. Вследствие этого после снятия растягивающей шпильку нагрузки происходит нагружение этих элементов и их деформация, в результате которой уменьшается остаточное усилие затяжки.
Измерение степени уменьшения усилия в шпильке при помощи коэффициента разгрузки
Степень уменьшения усилия в шпильке оценивают коэффициентом разгрузки. Коэффициент разгрузки шпилек учитывает уменьшение усилия в шпильках при переносе нагрузки на основную гайку после снятия нагрузки нагружающего устройства и равен отношению усилия, растягивающего шпильку, к остаточному усилию в ней.
Последовательность затяжки крепежных изделий в фланцевом соединении
В связи с тем, что при затяжке фланцевого соединения практически нагружается одновременно лишь одна или несколько шпилек (группа шпилек) то необходимо соблюдать определенную последовательность при затяжке каждой шпильки или отдельных групп одновременно затягиваемых шпилек. Соблюдение определенной последовательности при затяжке шпилек обусловлено особенностями затяжки группового резьбового соединения, которые состоят в следующем. Затяжка шпилек фланцевых соединений на трубопроводах высокого давления приводит к осевому смещению уплотняемой поверхности фланца или заглушки вследствие уменьшения линейных размеров уплотнительного кольца в осевомирадиальном направлениях, деформации микронеровностей контактирующих поверхностей, к сжатию материалов фланца корпуса сосуда и крышки в зоне уплотнительных поверхностей и к другим деформациям. В результате этих деформаций происходит осевое перемещение плоскости крышки, на которую опираются гайки основного крепежа.
Последовательное уменьшение силы затяжки фланцевого крепежа
Плоскость фланца или заглушки фланцевой перемещается при затяжке каждой отдельной шпильки или группы шпилек вследствие дополнительной деформации кольцевой уплотнительной фланцевой прокладки при появлении дополнительной нагрузки от вновь нагруженных шпилек. Вследствие этого при затяжке последующих шпилек происходит разгрузка шпилек, затянутых ранее, так как степень их осевой деформации уменьшается на величину очередного осевого перемещения крышки. Величина разгрузки, т.е. уменьшение осевого усилия в стержне шпильки, зависит от соотношения осевых податливостей стягиваемых деталей (уплотнительного кольца, крышки) и шпилек(стержень шпильки, резьба).
Таким образом, текущее усилие нагружения каждой шпильки или группы шпилек должно быть больше усилия, которое данная шпилька или группа шпилек воспринимает в конце процесса затяжки. Текущее значение усилия нагружения следует выбирать так, чтобы после затяжки последней шпильки или группы шпилек расчетным усилием затяжки все остальные шпильки, затянутые ранее соответствующим усилием, превышающим расчетное, разгрузились до расчетного усилия затяжки. В результате должна быть обеспечена заданная равномерная нагрузка на всех шпильках.
Следовательно, понятие "силовой режим затяжки" предусматривает выбор текущих значений усилий нагружения, которые в определенной последовательности прикладывают к каждой нагружаемой группе шпилек за один или несколько следующих один за другим циклов нагружения (обходов)с целью обеспечения равномерного нагружения всех шпилек соединения расчетным усилием затяжки.
Режимы нагружения шпилек фланцевого соединения
Режимы нагружения шпилек фланцевого соединения подразделяют на
Единовременный режим затяжки фланцевого крепежа
Наиболее быстрым, надежным и идеальным с точки зрения обеспечения точности и равномерности нагружения является метод единовременной затяжки всех шпилек соединения. При этом все шпильки соединения нагружаются одновременно усилиями равных текущих значений.
Групповые методы затяжки шпилек или болтов фланцевых соединений
При невозможности создания единовременного режима нагружения используют групповые режимы. При групповом режиме затяжки все шпильки затворов делят на группы одновременно затягиваемых шпилек . Группы шпилек должны быть равномерно распределены по периметру болтовой окружности. Число шпилек в группе должно быть кратно общему числу шпилек фланцевого соединения.
Групповой режим затяжки может быть
Групповой однообходный режим затяжки крепежных изделий фланцевого соединения
При однообходном режиме нагрузку прикладывают последовательно к каждой группе одновременно затягиваемых шпилек только один раз. При этом нагрузка на шпильки каждой группы изменяется от максимальной (для первой группы) до расчетного усилия затяжки (для последней группы). Преимущество такого режима затяжки: сравнительно малая продолжительность процесса затяжки шпилек, а так же более высокая точность нагружения (по сравнению с многообходным режимом), вследствие большого числа обходов и связанных с этим погрешностей нагружения. Основной недостаток — относительно большое усилие нагружения шпилек первой группы по сравнению с усилием нагружения последней группы (нередко различаются в 8-10 раз ).
В связи с указанными недостатками препятствием для использования однообходного режима затяжки могут являться:
- недостаточная мощность нагружающего устройства ;
- недостаточная прочность монтажного хвостовика шпильки , которая должна соответствовать усилию нагружения шпилек первой группы.
Групповой многообходный режим затяжки фланцевых шпилек с гайками
В таком случае применяют многообходный режим групповой затяжки. Этот режим заключается в проведении нескольких, следующих последовательно один за другим обходов нагружения шпилек всех групп соединения. Усилие нагружения шпилек при этих обходах зависит от принятого варианта многообходного режима затяжки. Наиболее распространенный вариант многообходного режима затяжки – пообходно-уравнительный.
Расчет режимов затяжки фланцевых шпилек и гаек
Расчет режимов затяжки шпилек. Единовременный режим затяжки шпилек представляет собой частный случай однообходного группового режима затяжки, при котором число групп шпилек n=1, т.е. все шпильки фланца нагружают одновременно. При однообходном режиме затяжки шпилек текущее усилие нагружения очередной группы шпилек (РД26-01-122-89)
 , (5)
, (5)
где Kz 1 – коэффициент разгрузки шпилек соответствующей группы; Qn – окончательная сила затяжки шпилек последней группы; n = m/i —число групп шпилек в затворе; m — число шпилек в затворе; i — число одновременно действующих нагружающих устройств (гидродомкратов); z —порядковый номер нагружаемой группыш пилек затвора. Окончательная сила Qn, приходящаяся на одну группу шпилек в конце процесса затяжки,
где Q3 — суммарная сила затяжки всех шпилек затвора.
Коэффициент относительной податливости уплотнительной прокладки
λ0 и λШ(Q) – осевые податливости уплотнительной прокладки и группы шпилек. Текущее значение силы нагружения одной шпильки соответствующей группы
Текущее значение силы нагружения одной шпильки первой группы Q’z=1 сравнивают с допускаемой нагрузкой на одну шпильку [Q‘]; при этом должно соблюдаться условие
Допускаемую нагрузку на одну шпильку [Q‘] принимают равной меньшему из двух значений:
1. из условия обеспечения прочности монтажного участка резьбы шпильки
где σ 20 ТШ – предел текучести материала шпильки при температуре 20°С; FШ -площадь поперечного сечения монтажного участка шпильки;
2. или по рабочему усилию нагружающего устройства (гидродомкрата)
Если не выполняется условие (9), то необходимо рассчитать пообходно-уравнительный режим затяжки шпилек, причем текущее значение усилия нагружения очередной группы шпилек при соответствующем обходе
 , (12)
, (12)
где [Q] – допустимая нагрузка на группу шпилек; N – порядковый номер обхода;
Необходимое число обходов
 (14)
(14)
где Kz2 – коэффициент разгрузки шпилек при пообходно-уравнительном режиме затяжки.
Коэффициент разгрузки шпилек для фланцевых соединений
Различие коэффициента разгрузки фланцевого крепежа для уплотнительных прокладок различного сечения
Максимальные значения коэффициента Кn разгрузки шпилек при однообходном режиме затяжки (первой группы крепежа) для уплотнительного кольца соответствующего типа приведены в таблице ниже.
| Вид сечения стальной прокладки | Максимальное значение Kn |
| прокладка двухконусная | 1,4 |
| прокладка треугольного сечения | 1,45 |
| прокладка восьмиугольного сечения | 1,38 |
| прокладка плоская | 1,4 |
Различие коэффициента разгрузки по группам затяжки крепежа
Коэффициент разгрузки шпилек зависит от соотношения осевых податливостей деталей фланцевого соединения (либо затворов сосудов и аппаратов с фланцами). В связи с тем, что податливость микронеровностей зависит от нагрузки, а микронеровности есть как в резьбовых соединениях, так и в узлах уплотнения, то, следовательно, и осевые податливости резьбовых соединений и узлов уплотнения зависят от нагрузки.
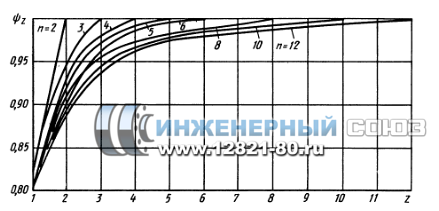
Рис. 1. Зависимость коэффициента ψz от
числа n групп и порядкового номера z группы
для фланцевого соединения
со стальной уплотнительной прокладкой
в виде двухконусного кольца.
С увеличением нагрузки осевые податливости фланцевых деталей уменьшаются , а следовательно, уменьшается и коэффициент разгрузки шпилек . В связи с этим коэффициенты разгрузки шпилек разных групп соединения различны.
Для первой группы шпилек, которую нагружают максимальной нагрузкой, коэффициент разгрузки минимален; для последней группы шпилек коэффициент разгрузки максимален.
Коэффициент разгрузки для группы шпилек соответствующего порядкового номера
где ψz — коэффициент, зависящий от типа уплотнительного кольца, числа групп шпилек в фланцевом соединении и порядкового номера группы (рис.6.35,6.36).
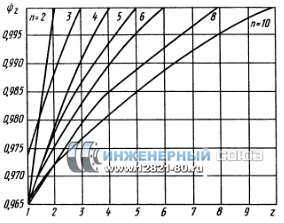
Рис. 1. Зависимость коэффициента ψz от
числа n групп и порядкового номера z группы
для фланцевого соединения
со стальной уплотнительной прокладкой
треугольного сечения.
Для затворов с уплотнительным кольцом восьмиугольного сечения и с плоской металлической прокладкой принимают
ψz = 1, так как разность усилий нагружения групп шпилек невелика и, следовательно, коэффициент разгрузки практически постоянен и равен максимальном узначению Кn. Коэффициент разгрузки шпилек для первого обхода при пообходно-уравнительном режиме затяжки определяют, как и для однообходного режима затяжки. При последующих обходах коэффициент разгрузки для каждой группы шпилек принимают равным коэффициенту разгрузки для последней группы шпилек первого обхода. Если нагружающее устройство (гидродомкрат)снабжено механизмом для завинчивания гаек с контролем крутящего момента, то при растянутой шпильке этот момент определяют по эмпирической формуле
где MKpz – крутящий момент, H·м; Fш – площадь сечения шпильки, м 2 ; dp – диаметр резьбы крепежного изделия, м.
При этом коэффициент разгрузки шпилек (болтов)
Заключение
Применение рассмотренных методов последовательной затяжки фланцевого крепежа обеспечивает равномерность обжима уплотнительной прокладки, а следовательно, надежность и герметичность фланцевого соединения.
Список литературы
- Бояршинов С. В. Основы строительной механики машин.. – М. : Машиностроение, 1973. – 456 c.
- Герметичность неподвижных соединений гидравлических систем / В. Г. Бабкин, А. А. Зайченко, В. В. Александров и др. – М. : Машиностроение, 1977. – 120 c.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Продукция
- Фланцы
- Фланцы воротниковые
- Фланцы плоские
- Фланцы сосудов и аппаратов
- Заглушки фланцевые
Изготовим фланцы литые, заготовки из стали 09Г2С, сталь 20, Ст 08Х18Н10Т, 15Х5М
Последовательность – затяжка – гайка
Последовательность затяжки гаек у фланцев. [1]
Рекомендуемая последовательность затяжки гаек показана на. Гайки шпилек затягивают специальным коротким ключом с применением кувалды, барца или вдвоем, пользуясь ключом, длина которого равна 15 – 20 диаметрам гайки. [2]
Постепенно поперечным ( крест-накрест) завертыванием гаек затягивают все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях. Выравнивать перекосы путем натяга болтов и шпилек или установки клиновых прокладок запрещается. [3]
Гайки головки цилиндров подтягивают для предотвращения пропуска газов и охлаждающей жидкости через прокладку головки цилиндров. При этом используют динамометрическую рукоятку. Момент и последовательность затяжки гаек устанавливаются заводскими инструкциями. Учитывая, что на предварительный натяг влияют коэффициенты теплового расширения металлов головки цилиндров и шпилек, гайки крепления чугунной головки подтягивают на прогретом двигателе, а алюминиевой – на холодном. [4]
Для установки колеса необходимо, пользуясь ломиком, как рычагом, установить колесо конической частью на коническую поверхность ступицы, надеть прижимы на болты крепления колес и навернуть гайки, затянуть верхнюю гайку, затем диаметрально противоположную ей и остальные гайки попарно в таком же порядке. Затяжка гаек производится в несколько приемов, проверяя при этом биение колеса, которое должно быть не более 8 мм. Чрезмерное осевое биение колеса устраняется изменением последовательности затяжки гаек . Движение автомобиля с осевым биением колеса свыше 8 мм категорически запрещается. [5]
Газоуплотнение между крышкой и блок-цилиндрами достигается красномедной или медноасбестовой прокладкой, прижимаемой выступающим круговым буртом крышки. Блок-крышки двигателей небольшой размерности ставят либо на притирку, либо на одну общ5 ю алюминиевую прокладку; при этом для улучшения уплотнения у каждого цилиндра протачивается по нескольку круговых канавок. Прокладка должна быть равномерно обжата, а шпильки не должны быть перетянуты; иногда для этой цели пользуются специальным динамометрическим ключом и, кроме того, устанавливают последовательность затяжки отдельных гаек . В качестве материала для крышечных шпилек применяют углеродистые стали – 35, Ст. [6]
Значительный объем работ при ремонте связан со сборкой резьбовых соединений. Качество сборки таких соединений определяют величиной и последовательностью затяжки. Технические условия устанавливают определенные моменты затяжки резьбовых деталей таких ответственных соединений, как головка-блок цилиндров, постели коренных подшипников, крышка-шатун, подшипники главной передачи и др. Устанавливают также и последовательность затяжки гаек ( болтов) данных соединений. [8]
Значительный объем ремонта связан со сборкой резьбовых соединений. Качество сборки таких соединений определяется соответствием величины и последовательности затяжки техническим условиям. В них установлены определенные моменты затяжки резьбовых деталей для таких ответственных соединений, как головка – блок цилиндров, постели коренных подшипников, крышка – шатун, подшипники главной передачи и др. Устанавливают также и последовательность затяжки гаек ( болтов) данных соединений. [9]
Гайки фланцевых соединений с мягкими прокладками затягивают по способу крестообразного обхода. Сначала затягивают одну пару противоположно лежащих болтов, затем вторую, находящуюся под углом 90 к первой. Постепенно поперечным завертыванием гаек затягивают все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях. [10]
Затяжка болтов или шпилек фланцевого соединения производится гаечными ключами в следующем порядке. Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90 к первой. Постепенно поперечным ( крест-накрест) завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях. Выравнивание перекосов, допущенных неправильной посадкой фланцев на трубу, путем натяга болтов и шпилек или подкладкой клиновых прокладок не допускается. [11]
У многоболтовых резьбовых соединений гайки – затягивают постепенно, в два-три приема. Степень полной затяжки зависит от внешних нагрузок, действующих на соединение. Для ответственных соединений в технических условиях указывают предельные моменты затяжки. На рисунке цифры обозначают последовательность затяжки гаек . [13]
Учебное занятие № 30
Тема занятия: Сборка болтовых соединений. Инструмент для сборки и разборки резьбовых соединений.
Болтовое соединение – распространённый тип резьбового соединения болтом и гайкой. Обычно в отверстие соединяемых деталей болт вставляется с зазором (рис.),и соединение осуществляется затяжкой гайки, что создаёт давление между деталями, препятствующее ихрасхождению (раскрытию стыка) под действием осевых сил (Р) и относительному сдвигу под действиемпоперечных сил (Q), благодаря возникающему между деталями трению. Реже болт плотно входит вотверстие соединяемых деталей и препятствует относительному их сдвигу под действием поперечных сил,работая на срез; в этом случае стержень болта и отверстие детали обрабатываются с высокой точностью ипри той же поперечной силе болт получается тоньше.
Рис. 1 Болтовое соединение с зазором между болтом и отверстием: 1 — болт;
2 — гайка; 3 — шайба.
Винтовое соединение – разъёмное неподвижное соединение деталей при помощи винтов, ввёртываемых в резьбу в теле одной из деталей (см рис. 2).

Рис.2 Винтовое соединение
Сравнение болта и винта
Винт от болта отличается способом соединения. Винт и болт используют на разных схемах нагружения. Расчет болта идет на срез (большая нагрузка приходится на место, перпендикулярное соединяемым деталям). Расчет винта идет на нераскрытие стыка (основная нагрузка приходится на место, расположенное вдоль или параллельно оси скрепляемых деталей).
По конструкции винт очень похож на болт. Тем не менее, их основное различие заключается в применении: болт проходит через соединяемые детали насквозь, на него накручивается гайка, а винт при помощи отвертки вкручивается в одну из соединяемых деталей, имеющую резьбу.

Винт можно затянуть либо выкрутить с помощью отвертки или торцевого ключа, вставленного в прорезь его головки. Болт затягивается гаечным ключом или гайкой. Поэтому и головки имеют различные прорези. Болт не может вращаться в результате соединения двух деталей, как некоторые разновидности винтов, используемые в подвижных, перемещающихся машинных механизмах.
Головку винта при вкручивании часто углубляют в соединяемую деталь, при болтовом соединении она остается на поверхности. Само понятие винта, как геометрической фигуры, соответствует слову «резьба». Ради примера можно привести ходовой винт в привычном всем домкрате и токарном станке. Болт же обозначает «стержень». Винты, в отличие от болтов, часто изготавливают очень маленького размера. К примеру, распространены винты для скрепления часового механизма и других микрогабаритных устройств. Болтовое соединение разъединяют путем срезания болта, а винтовое – срезанием резьбы винта.
Болтовое соединение – способ скрепления металлических деталей при помощи болтов, гаек и шайб, главная характеристика которого – разъемность получаемой в итоге конструкции. Соединения такого типа широко применяются при сооружении металлических конструкций самого разнообразного типа и назначения: от мобильных стеллажей и лестниц до металлических ферм и каркасов большепролетных зданий. Использование болтовых соединений целесообразно в случаях, когда необходимо изготовить:
· конструкцию разборного типа – годную к демонтажу, транспортировке и повторному монтажу на новом месте (например, легкие металлические ангары-гаражи);
· мобильную либо динамичную конструкцию, эксплуатация которой связана с постоянным перемещением или движением отдельных деталей (к примеру, конструкции для различных производственных объектов);
· металлический каркас повышенной устойчивости – с применением высокопрочных соединений (опоры и перекрытия высотных зданий);
· а также во всех тех случаях, когда проведение сварочных работ не дает желаемого результата.
Виды болтовых соединений
Рассмотрим признаки классификации болтовых соединений согласно профессиональной терминологии. Прежде всего следует разграничить соединения по технологии крепления: со сдвигом между связуемыми элементами и без него. Первый тип соединений осуществляется на болтах повышенной, нормальной и грубой точности, при соединении второго типа используют высокопрочные болты. Перечисленные типы болтов, а также соответствующие им гайки и шайбы, различаются стандартами качества, плотностью установки и методом образования болтовых отверстий. Приведем некоторые характеристики:
· болты грубой точности: отклонения по диаметру не превышают +-1 мм, допустимый зазор отверстий составляет 3 мм;
· болты нормальной точности: диаметр – до -0,52 мм, отверстия – до +2 мм;
· болты повышенной точности: диаметр – до -0,3 мм, отверстия – до +0,5 мм;
· высокопрочные болты: соответствуют болтам нормальной точности.
В последнее время широкое распространение получили соединения на высокопрочных болтах. Крепления такого типа достаточно просты, но придают конструкциям наиболее высокую степень устойчивости, за счет отличного от других механизма действия:
– прочность соединения в них достигается посредством возникновения силы трения между сплачиваемыми плоскостями. Чтобы достигнуть необходимой степени трения, требуется создать усиленное натяжение болтов. Для выполнения этой задачи прочность обычных болтов может оказаться недостаточной, поэтому соединения данного типа выполняются только с использованием высокопрочных болтов, класса 8,8 и 10,9, из стали 40Х, 40ХФА и некоторых других марок, сопротивлением не ниже 800 МПа и прошедших специальную термическую обработку. Натяжение болтов регулируется специальными ключами с установленными на них динамометрами (динамометрические ключи), точность показаний которых оказывает непосредственное влияние на надежность производимого соединения. По этой причине в обязательном порядке необходимо ежедневно производить проверку динамометрических ключей и, при необходимости, их настройку и корректировку. Изготовление и монтаж металлоконструкций при помощи болтовых соединений осуществляется в соответствии с отраслевыми нормативными документами.
Сборка болтовых соединений
Сборка болтовых соединений на монтажной площадке состоит из следующих операций: – подготовка стыкуемых поверхностей;
– совмещение отверстий под болты;
– стяжка пакета соединяемых элементов стыка;
– разделка отверстий до проектного диаметра (для соединений на болтах повышенной точности и заклепках), если на сборку они были выполнены на меньший диаметр;
– установка постоянных болтов.
Подготовка стыкуемых поверхностей заключается в очистке их от ржавчины, грязи, снега, льда, масла и пыли, выправлении неровностей, вмятин, погнутостей на деталях стыка. Кроме того, спиливают напильником или срубают зубилом заусенцы на кромках деталей и отверстий.
Для того чтобы обеспечить при сборке проектное взаимное расположение соединяемых элементов, в монтажном стыке совмещают все отверстия.
Совмещения отверстий соединяемых элементов достигают с помощью проходных оправок, диаметр цилиндрической части которых на 0,2 мм меньше диаметра отверстий. Оправкой проштыривают отверстия, благодаря чему они совмещаются. При этом 10 % общего числа отверстий заполняют пробками (технологическими болтами), которые фиксируют взаимное расположение собираемых элементов и предупреждают их сдвиг. Длина цилиндрической части пробки (штыря) должна быть больше толщины собираемого пакета, а длина конической части – обеспечивать удобство установки пробки в отверстия.
Стяжка соединяемых элементов должна обеспечить такую плотность пакета, чтобы щуп толщиной 0,3 мм не проходил вглубь между собранными деталями более чем на 20 мм. Пакет стягивают временными или постоянными сборочными болтами, которые устанавливают в каждое третье отверстие, но не реже чем через 500 мм. После затяжки каждого последующего болта обязательно подтягивают ранее поставленный.
Для обеспечения работы болтов на срез, а также для предотвращения коррозии в соединении стыкуемые элементы (планки, накладки, уголки) должны плотно соприкасаться.
Необходимую плотность собираемого пакета можно обеспечить только в том случае, если болты устанавливают в стыке в следующем порядке: первый болт – в центре болтового поля, последующие болты – равномерно от середины к краям поля; при этом последовательно устраняют неплотности в стыке. Если устанавливать болты от краев стыка к середине или бессистемно, то неплотности устранить невозможно: свободному горизонтальному перемещению стыковых элементов будут препятствовать ранее поставленные болты.
При сборке узлов могут возникнуть взаимные смещения отверстий в соединяемых элементах, называемые чернотой. Исправление этих дефектов разделкой отверстий (рассверливанием, зенкерованием, развёртыванием, расточкой) и постановкой в них болтов большего диаметра допускается по решению проектной организации или инженерного персонала, ответственного за монтаж конструкций.
Установку постоянных болтов начинают после выверки соединения и выверки положения конструкции. Болты ставят в такой же последовательности, как при стяжке пакета.
Под головки и гайки постоянных болтов ставят круглые шайбы: не более двух под гайку и одной под головку. Головки болтов и гаек должны плотно соприкасаться с плоскостями соединяемых элементов и шайб. Это обеспечивается полной затяжкой болтов. Качество затяжки проверяют отстукиванием молотком массой 0,3 . 0,4 кг; при этом болт не должен дрожать или смещаться, а плотность стяжки элементов должна быть такой, чтобы щуп толщиной 0,3 мм не проникал между элементами узла более чем на 20 мм.
Длина постоянных болтов в соединениях должна быть такой, чтобы в каждом болте со стороны гайки оставалось не менее одной нитки резьбы с полным профилем, а в узлах с болтами, работающими на срез, – гладкая часть болта была толще соединяемого пакета элементов на 2 . 4 мм и полностью перекрывалась шайбой.
