Содержание
Содержание:
На сегодняшний день в промышленности научились создавать очень крепкие неразъёмные соединения при помощи различных техник сварки. Этот процесс изобрели в начале прошлого столетия, и за довольно короткий срок он не только прочно утвердился в промышленном производстве, но и нашёл огромное применение во всех отраслях нашей жизни.
В данном материале в доступной форме рассматриваются основы сварочных работ на примере одного из видов сварки – ручной электрической дуговой, так как она – самый популярный способ сварки в домашней хозяйстве. Естественно, это и наиболее доступный способ для освоения большинством желающих.
Что такое сварка?
Классическое определении сварочного процесса звучит так: «Процесс создания неразрывных соединений через установление межатомных взаимосвязей между частями, которые соединяют в процессе их нагревания или (и) пластической деформации». Помня явление диффузии, известно, что в горячей воде процесс взаимопроникновения ускоряется. Сварка очень напоминает диффузию, только нагревание двух деталей происходит с помощью высокотемпературной электродуги, вырабатываемой сварочным аппаратом. Под её воздействием происходит плавление и взаимопроникновение материалов деталей. Появляется сварной шов, который состоит из материалов обеих деталей и других химических веществ, которые привнёс плавящийся электрод (элемент сварочного аппарата). О прочности этого шва ходит много версий, кто-то считает, что 1 см сварочного шва выдерживает 100 кг, кто-то утверждает, что больше, но все согласны в одном: прочность сварочного шва не уступает прочности основных металлов деталей. Кроме определения главного понятия, теоретические основы сварочных работ также включают физико-химические процессы, происходящие во время сварки.
Что же происходит во время сварки с точки зрения химии и физики?
Рассмотрим схему сварочного процесса на примере электрической дуговой сварки.

Электрическое напряжение подается на электрод и на деталь, но только разной полярности. Как только электрод подносится к детали, сразу зажигается электродуга, плавящая всё в своём поле действия. В это время материал электрода покапельно перемещается в сварочную ванну. Для того чтоб процесс не останавливался, а это произойдёт при неподвижном положении электрода, необходимо двигать электродом сразу в трёх направлениях: поперечном, поступательном и стабильно вертикальном (рис.2).

После всех манипуляций сварщик убирает сварочный аппарат и сварочная ванна, застывая, образует тот самый сварочный шов. Вот такая химия и физика происходит во время электрической дуговой сварки. Естественно, при других видах сварки, механизмы будут другие. Например, в упомянутом виде главное – механизм плавления, а при сварке давлением свариваемые поверхности не только нагревают, но ещё и сдавливают при помощи осадочного давления. Рассмотрим подробнее классификацию разновидностей сварки.

Разновидности сварки.
Существует три основных класса сварочных работ, каждый из которых имеет множество подвидов.
Первый класс – тепловая сварка. К ней относятся:
- лучевая сварка;
- электро-лучевая;
- плазменная;
- электрошлаковая;
- газопламенная;
- электрическая дуговая.
Второй класс – это термомеханическая сварка. В её составе следующие разновидности:
- сварка высокочастотным током;
- кузнечная;
- диффузионная;
- контактная.
Третий класс – механическая сварка. К ней относятся:
- холодная сварка;
- ультразвуковая;
- сварка взрывом;
- сварка трением.
Каждый из видов применим к разным металлам и деталям, например, сваркой трением сваривают свёрла, резцы и разнородные металлы, а холодной сваркой (ковкой) – пластичные металлы: медь, олово, алюминий и др. Каждый из трёх классов сварки также имеет свою специфику, например, для каждого типа электрической сварки нужны разные электроды. Они бывают:
- плавящиеся (стержни из меди, никеля, сплавов алюминия, стали);
- неплавящиеся (вольфрамовые, графитовые и угольные стержни).
Также они различаются по типам обмазки: рутиловые, целлюлозные, основные и кислые. Все они актуальны для сварки различных материалов и для работы в различном пространственном положении самого сварщика.
 Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
 В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
 Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
 Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
 При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
 Итак, что потребуется начинающему сварщику?
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
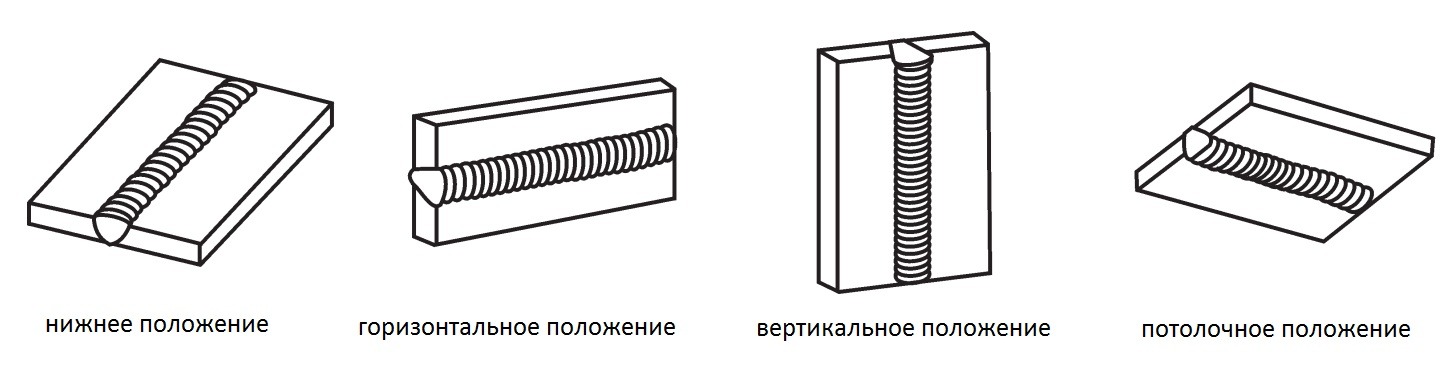
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
 Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:

- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:

Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
 Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
