Содержание
- Пошаговое освоение навыков пайки
- Что такое пайка и в чем суть процесса
- Выбор флюсов и припоев
- Выбор паяльника
- Подготовка к пайке
- Способы пайки деталей и компонентов
- Какой нужно видеть пайку ручным паяльником?
- Какие используются инструменты и аксессуары при пайке?
- Пошаговый процесс пайки
- Как паять провода с помощью паяльника?
- Завершающий штрих
Пошаговое освоение навыков пайки

Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно – свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.

Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ – 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия – THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля. На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.

Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.

Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.

Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
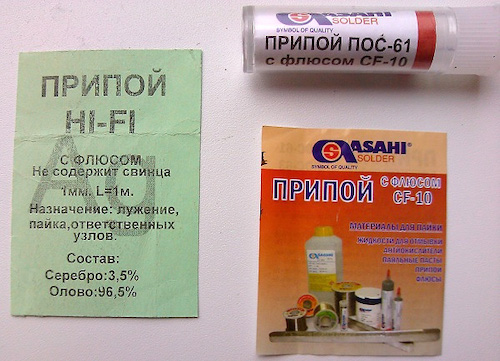
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.

Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
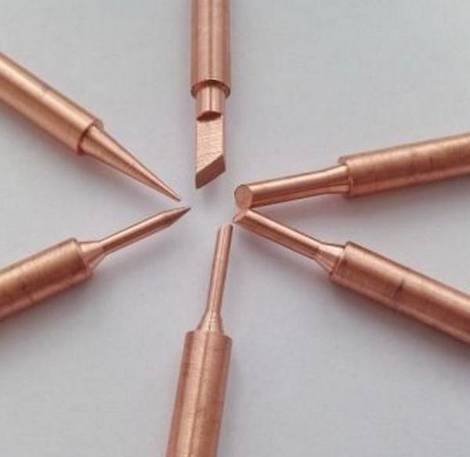
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов – учимся паять.
Способы пайки деталей и компонентов
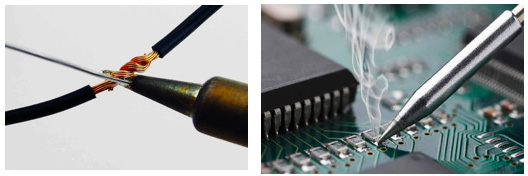
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.

В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Главная страница » Как научиться паять ручным паяльником + пошаговый инструктаж

Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники и т.д., наконец, электронные платы.
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
 Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Припой — сплав мягких металлов, способный при нагреве до некоторой температуры (
250ºC для припоя ПОС60) приобретать полужидкое состояние. Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь. Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Какие используются инструменты и аксессуары при пайке?
Основой для производства паяльных работ выступает относительно небольшое число инструментов и компонентов:
- Электрический (или другой) паяльник.
- Подставка для паяльника.
- Припой.
- Флюс (самый простой и популярный – канифоль).
Таким выглядит упрощённый вариант «железа» и аксессуаров для производства ручной пайки. Однако с повышением навыков электромонтажника и увеличением потребностей в паяльной работе, не исключается расширение ассортимента, когда дополнительно потребуется:
- Паяльная станция.
- Приспособление «Третья рука».
- Набор припоя, флюсов, паяльных паст.
Какой он — электрический паяльник?
Ручной инструмент — паяльник, питается от стандартной розетки переменного тока (220В). Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
 Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарами
Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарами
Главный инструмент паяльного процесса выпускается разными вариантами исполнения. Например, простой с рукояткой или в виде пистолета. Конструкция большей части паяльников поддерживает взаимозаменяемость паяльных наконечников. Благодаря взаимной замене наконечников, реализуются разные способы пайки.
Работа с ручным паяльником требует осторожности и соблюдения правил эксплуатации, поскольку используется высокая температура нагрева 450-500ºC и высокое напряжение питания 220 В.
Какая лучше подставка под электропаяльник?
Этот аксессуар носит опционный характер, но рекомендуется в любом случае. В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
 Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханика
Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханика
Удобная работа с подставкой видятся не только в парковке паяльника при производстве работ. Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки. Поэтому, намереваясь заняться паяльными работами, следует обзавестись не только паяльником, но также удобной практичной подставкой.
Какие применяются припои и флюсы?
Существует масса разновидностей припоя применительно к условиям пайки. Этот аксессуар для пайки поставляется:
- свинцовым сплавом,
- бессвинцовым сплавом,
- с добавлением флюса,
- без добавления флюса.
Традиционно припой выпускается проволочной формой диаметром 0,8-15 мм, а также прутками. Проволочный вариант считается наиболее распространенным.
Для пайки электроники чаще всего используют бессвинцовый припой с добавлением канифоли или без добавления таковой. Бессвинцовый тип припоя основан на сплаве олова и меди. Применяется (значительно реже) также свинцовый припой (60% олова, 40% свинца), но этот вариант считается вредным для здоровья и не рекомендуется к применению.
Применяя свинцовый припой для пайки паяльником, необходимо обеспечить более активную вентиляцию. После завершения паяльных работ обязательно мыть руки хозяйственным мылом.
 Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формы
Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формы
Работа с припоем сопровождается разными видами флюса. Среди применяемых вариантов есть вариант пайки, где в качестве флюса выступает кислота (пайка стали, нержавейки). В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
Какой видится техника чистки жала сердечника?
Производство пайки требует периодической очистки жала сердечника паяльника. На практике часто используется стандартная влажная губка, благодаря которой жало сердечника паяльника удаётся сохранять очищенным, оптимальным для работы. Также губка достаточно эффективно снимает окисление, которое неизбежно образуется.
Наличием плёнки окисления на жале сердечника паяльника закрывается рабочий слой припоя. Образуется плёнка чёрного цвета, блокирующая активное прилипание припоя и равномерное распределение по жалу.
Использование обычной влажной губки видится эффективным, но такой способ приводит к сокращению срока службы наконечника по причине расширения и сжатия меди. Кроме того, мокрая губка на время снижает температуру наконечника. Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
 Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губки
Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губки
Такой аксессуар, как латунная «губка», представляет собой металлическую мелкую сетку из латуни, подобную той, что применяется для мойки посуды. Разница только в том, что моечная сетка делается из стали или нержавейки.
Зачем нужны паяльная станция и «третья рука»?
Более продвинутым инструментом в технологическом плане является паяльная станция. Инструмент такого вида практично использовать, когда существует необходимость постоянной работы, связанной с пайкой. Паяльная станция обеспечивают большую гибкость в работе, плюс контроль работы (автоматическая регулировка температуры нагрева).
Преимущественной стороной паяльной станции является способность устройства держать заданную температуру паяльника. Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов. Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
 Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталей
Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталей
Дополнительно к паяльной станции, профессиональными электромонтажниками используется ещё один инструмент – так называемая «третья рука». Речь идёт о специальном держателе, оснащённом увеличительным стеклом. При помощи такого держателя удобно паять миниатюрные детали и работать с электронными платами мелкой разводки.
Пошаговый процесс пайки
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
 Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Если пайка проводится на чистых (не разу не паяных) дорожках электронной платы, все точки пайки требуется также подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента. Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Как паять провода с помощью паяльника?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат. Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
 Особенности пайки провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Особенности пайки провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Изначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода. Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Завершающий штрих
На этом практику начинающего электро-монтажника можно считать завершённой. Каждому, кто усвоил технологию пайки ручным паяльником, открываются широкие горизонты для творчества и работы.
