Содержание
- Особенности и суть используемой методики
- Геометрические рамки УЗД
- Основные методы УЗК
- Достоинства и недостатки УЗК
- Как проводится УЗК?
- Основа безопасной эксплуатации
- Исследования в компании «Микро»: основные преимущества
- Теория УЗК сварных швов
- Преимущества и недостатки ультразвуковой дефектоскопии
- Виды УЗК сварочных швов
- Область и возможности применения методики УЗК
- Устройство и принцип работы ультразвукового дефектоскопа
- Проверка сварных швов ультразвуком
- Преимущества
- Недостатки
Одним из направлений деятельности испытательной лаборатории ЗАО "ЛСЦ ПИИ МИКРО" является ультразвуковой контроль сварных соединений. Наши опытные специалисты проводят процедуру быстро и в соответствии с установленными требованиями.
| Название услуги | Цена |
|---|---|
| Определение прочности бетона (раствора) в конструкциях методами неразрушающего контроля (упругий отскок; ударный импульс; ультразвуковой) по ГОСТ 22690-88; ГОСТ 17624-2012 (один участок). | 650 руб. |
| Определение глубины распространения трещин в бетоне ультразвуковым методом (одно измерение). | 500 руб. |
| Ультразвуковая дефектоскопия (контроль) (УЗК), визуальный и измерительный контроль (ВИК) качества сварных соединений (швов) металлоконструкций и трубопроводов по СНиП 3.03.01-87; ГОСТ Р 55724-2013 (1 метр УЗК и 10 метров ВИК длины контролируемого участка). | от 2 до 5м- 7500 руб. |
| от 5 до10м- 5000 руб. | |
| от 10 до20м- 3500 руб. | |
| от 20 до40м- 2500 руб. | |
| от 40 до 60 м-.1500 руб. | |
| от 60 до 100 м-1000 руб. | |
| от 100м и выше-500 руб. | |
| Ультразвуковой и визуальный контроль качества (дефектоскопия) сварных соединений арматуры по ГОСТ 23858-79 (один стык). | от 10 до 30шт- 1500 руб. |
| от 30 до 60шт-1000 руб. | |
| от 60 до 100шт-500 руб. | |
| от 100 и выше-300 руб. | |
| Ультразвуковой метод определения толщины стенок металлоконструкций и трубопроводов при одностороннем доступе с учетом коррозии металла по ГОСТ Р 55724-2013 (одно измерение). | 700 руб. |
Особенности и суть используемой методики
Ультразвуковой контроль сварных соединений (дефектоскопия, УЗК) является популярным методом неразрушающего контроля. Он является обязательным.
Ультразвуковой контроль представляет собой экспертизу, которая способна в кратчайшие сроки выявить:
- износ изделий,
- поверхностные или внутренние дефекты металлов и сплавов,
- качество изделия или отдельного сварного шва.
Суть методики заключается в обработке объекта ультразвуком. При контроле сварных соединений колебания последовательно излучаются в изделие. После этого они воспринимаются в качестве отраженной волны специальным оборудованием (дефектоскопом).
Полученные результаты анализируются.
В результате специалист может:
- Детализировать размеры дефекта.
- Определить вид повреждения, классифицируя его как протяженный или точечный.
- Установить форму дефекта (объемный или плоскостной).
- Выяснить глубину залегания деформации и решить другие задачи.
Ключевые параметры изъяна определяются в ходе ультразвуковой методики по времени распространения ультразвука внутри материала, из которого изготовлено изделие.
Традиционно ультразвуковой контроль сварных соединений проводится в диапазоне от 0,5 до 10 МГц. Специалисты могут выявить большое количество различных дефектов в изделиях из металла и целых строительных конструкциях. В некоторых случаях ультразвуковой контроль сварных швов выполняется импульсами с частотой до 20 МГц. При использовании данной методики можно обнаружить даже самые незначительные изъяны.
Низкочастотный контроль проводится для проверки объектов, обладающих значительной толщиной (отливка, поковка и др.), а также для оценки металлов с крупнозернистой структурой (медь, аустенитная сталь, чугун) и плохим проведением ультразвуковых импульсов.
С помощью проведения ультразвуковой экспертизы можно с легкостью определить такие дефекты сварного соединения, как:
- трещины в зоне рядом со швом,
- поры,
- непровар,
- расслоения металла,
- некачественность шва,
- свищи,
- коррозия,
- участки с искажением размера и несоответствием химического состава,
- провисание металла в нижней зоне шва.
Исследование сварного соединения можно проводить в таких металлах, как:
- медь,
- легированные и аустенитные стали,
- чугун и др.
Проверкам подвергаются следующие разновидности швов:
- тавровые соединения,
- сварные стыки,
- сварные трубы.
Геометрические рамки УЗД
- Максимальная глубина залегания сварного соединения: 10 метров.
- Минимальная глубина сварных швов: 3-4 мм.
- Минимальная толщина шва: 8-10 мм (зависит от прибора).
- Максимальная толщина металла: 500-800 мм.
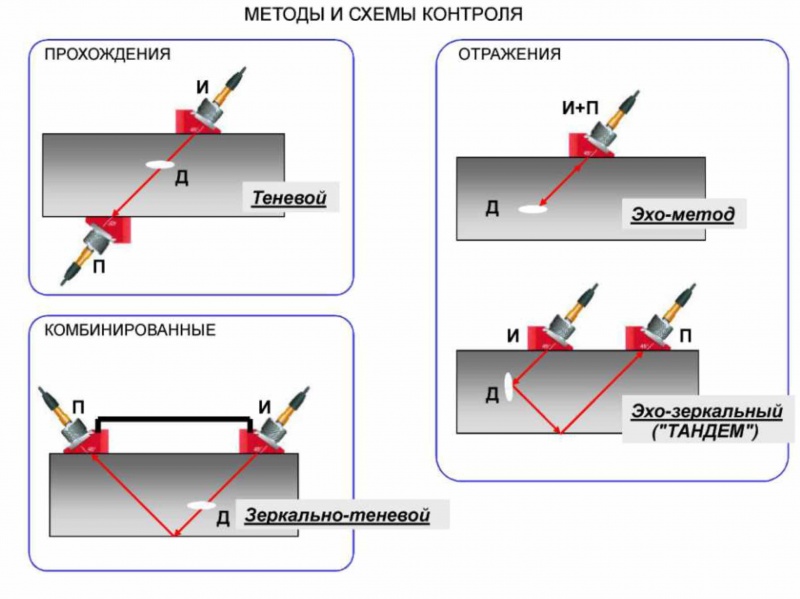
Основные методы УЗК
- Теневой метод. Данная методика заключается в контроле уменьшения амплитуды колебаний отраженного и прошедшего импульсов.
- Зеркально-теневой метод. При таком способе дефекты швов обнаруживаются по коэффициенту затухания отраженного ультразвукового колебания.
- Эхо-зеркальный метод. Данный способ, который также называют “Тандем”, заключается в использовании двух ультразвуковых аппаратов. Они работают одновременно и устанавливаются с одной стороны объекта. Сгенерированные колебания отражаются на приемник
- Дельта-метод. Основывается на контроле ультразвуковой энергии, которая отражается от дефекта.
- Эхо-метод. Данная методика основана на регистрации ультразвукового сигнала, который отражается от дефекта.
Отметим, что существуют и другие методики проведения экспертизы. Но именно вышеперечисленные являются самыми популярными. Они зарекомендовали себя благодаря простоте реализации и высокой эффективности.
Достоинства и недостатки УЗК
Ультразвуковая методика отличается множеством достоинств.
- Абсолютная безопасность для персонала. Ультразвуковые волны в отличие от рентгеновского излучения не наносят вреда человеку, который занимается контролем.
- Возможности использования методики на действующих объектах. При этом их не нужно выводить из эксплуатации даже на короткий срок.
- Мобильность. Современные УЗ-дефектоскопы являются портативными. Их можно использовать там, где необходимо. Приборы не занимают много места и отличаются относительно небольшим весом.
- Отсутствие риска повреждения исследуемого объекта. Изделия не разрушаются в ходе контроля.
- Невысокая стоимость. Ультразвуковой контроль доступен для многих организаций. Благодаря этому методика приобретает все большую популярность.
- Высокая точность и скорость проведения экспертизы сварных швов. На время исследования не нужно останавливать производство. Экспертиза может проводиться очень быстро. При этом ее результаты вы получите тут же.
К сожалению, метод не лишен недостатков.
- Невозможность получения точных размеров дефектов. Одинаковые по размеру и форме изъяны, заполненные шлаком и воздухом, способны отражать импульсы по разному. Из-за этого при контроле могут возникать ошибки.
- Отсутствие возможности оценить все изъяны. Ультразвуковой контроль выявляет не 100% дефектов.
- Сложность анализа некрупных деталей небольшой толщины. Также усложняется процедура контроля швов на объектах сложной формы с криволинейной геометрией.
- Необходимость в подготовке металлических поверхностей. Перед контролем необходимо очищать изделия от ржавчины, окалины и иных загрязнений.
- Затрудненность исследования металлов с высокой зернистостью. Это связано с тем, что они способны "глушить" ультразвук.
- Необходимость в покрытии контролируемого участка специальным контактным составом. Обычно используются глицерин, машинное масло или особый гель. Данные составы обеспечивают оптимальный акустический контакт.
Несмотря на имеющиеся недостатки методика контроля является наиболее надежной. Она позволяет выявить многочисленные дефекты. Безусловно, операцию должны проводить специалисты. Только они способны грамотно истолковать результаты экспертизы и предоставить их вам.
Как проводится УЗК?
- Удаление краски и ржавчины со сварочных швов. Операция проводится с обеих сторон на расстоянии 50-70 мм от соединения.
- Обработка поверхности металла около шва и самого шва специальным составом (маслом, глицерином и др.). Данная процедура позволяет существенно повысить точность результата дефектоскопии.
- Настройка прибора. Данная операция проводится по определенному стандарту. Он определяется в соответствии с конкретной задачей ультразвуковой дефектоскопии.
- Перемещение искателя вдоль шва (зигзагообразно).
- Максимальное разворачивание искателя при появлении устойчивого сигнала на экране прибора.
- Фиксация обнаруженных дефектов и их координат.
- Занесение данных проверки в специальную таблицу. По ней в дальнейшем вы сможете быстро обнаружить дефект и устранить его.
Важно! В России особенности экспертизы зафиксированы в ГОСТ Р 55724-2013. В данном государственном стандарте в полном объеме рассмотрены методики исследования различных типов швов, выполненных с использованием многочисленных способов сварки. Также в стандарте описаны стандартные образцы (эталоны), которые применяются для профессиональной настройки дефектоскопа.
Также различными нормативными документами устанавливаются и объемы экспертизы, а также используемые нормы оценки швов. В организациях, которые производят особо ответственные изделия, могут применяться собственные методические материалы. Они проверяются Ростехнадзором и иными контролирующими органами.
Основа безопасной эксплуатации
Дефектоскопия сварных соединений должна выполняться своевременно. Только в этом случае вы сможете предотвратить возникновение аварийных ситуаций.
К сожалению, многие вспоминают о необходимости использования УЗК только на финальной стадии производства. Однако это недопустимо.
Оценка сварных швов должна проводиться не перед пуском трубопровода или сдачей строительного объекта, а сразу же после подготовки конструкций и их отдельных элементов. Только в этом случае можно гарантировать правильную эксплуатацию объекта.
Не стоит рисковать и полностью отказываться от экспертизы сварных швов. Безответственный подход может стать причиной роста аварийности и даже возникновения настоящей техногенной катастрофы.
Также не следует доверять экспертизу неспециалистам. Они способны допустить ошибки, пропустить серьезный дефект. При этом компании-"однодневки" часто не несут никакой ответственности за проделанную работу.
Обратитесь к специалистам испытательной лаборатории "МИКРО"! Они являются настоящими профессионалами в ультразвуковом контроле. Все операции проводятся опытными мастерами в соответствии с установленными стандартами и требованиями.
Исследования в компании «Микро»: основные преимущества
- Внушительный опыт специалистов. Мы регулярно проводим оценку качества различных строительных конструкций и соединений. Специалистами оцениваются важнейшие параметры металлов.
- Доступность услуг. Мы не завышаем стоимость контроля. Благодаря этому к нам могут обращаться представители различных организаций, а также индивидуальные предприниматели.
- Соответствие работ установленным требованиям и наличие необходимых свидетельств и лицензий. Мы выполняем все проверки с соблюдением норм и правил. Это позволяет гарантировать предоставление не только объективных, но и абсолютно легальных результатов. Полученный вами результат экспертизы может быть предоставлен в различные контролирующие организации.
- Высокая скорость решения задач. Любые проверки металлических соединений проводятся в кратчайшие сроки. Уточнить время выполнения процедуры вы можете еще до ее начала.
- Предоставление профессиональной поддержки на любых этапах работ. Интересует стоимость работ? Хотите уточнить особенности проведения экспертизы? Наши специалисты ответят на все вопросы.
Обращайтесь! Быстро, грамотно и по выгодной стоимости мы проведем оценку металлических соединений. Это позволит вам обрести уверенность в высоком качестве выполненных работ и снизить многочисленные риски.
В зависимости от длины сварных швов скидки до 50%. ЗВОНИТЕ.
Оперативность, в силу узкой направленности нашей деятельности
Высокое качество и профессионализм выполняемых нами работ
Наличие квалифицированных кадров
Обеспеченность научно-технической и обновляемой нормативной базой
Применение передового оборудования, поверенного и аттестованного
Метод ультразвуковой дефектоскопии сварных швов применяется с 1930 года. С тех пор разработаны различные способы эхолокации. Они выявляют нарушение целостности диффузного слоя, соответствие наплавки основному металлу по химическому составу, выявляются шлаковые включения, оксидные примеси. Процедура УЗД (ультразвуковой диагностики) по точности результатов сопоставима с рентгеном, радиолокацией. Прибором выявляют самые мелкие дефекты, снижающие прочность соединений.
Среди неразрушающих методов контроля швов ультразвуковой стал самым доступным и эффективным, поставлен на поток. Результаты проверки работы сварщика заносятся в специальный журнал. Область применения ультразвукового контроля сварных соединений ограничена только геометрическими параметрами свариваемых деталей. Диагностируют швы трубопроводов, сосудов высокого давления, металлоконструкций, испытывающих большую нагрузку.

Теория УЗК сварных швов
Физическая основа метода ультразвукового контроля сварных швов основана на способности ультразвука отражаться от границы раздела сред. Ультразвук – упругие механические колебания, получаемые различными методами. Они находятся за пределами слышимости. Вредного воздействия на уши оператора-контролера излучатели не оказывают.
Ультразвуковая диагностика проводится в диапазоне от 20 кГц до 500 МГц. В однородной среде направленные волны распространяются с одинаковой скоростью. На фазовом переходе отражаются или преломляются подобно световому лучу. Скорость продольной волны во всех твердых средах почти в два раза превышает скорость поперечной.
Чувствительность у приборов разная, зависит от конструктивных особенностей. Но по сути волны способны отражаться от дефектов, которые равны длине волны или превосходят ее по размеру. Ультразвуком можно определить мелкие дефекты сварных соединений: несплошности, раковины, включения шлака или нерастворимые соединения, крупные зерна, повышающие хрупкость металла.
Преимущества и недостатки ультразвуковой дефектоскопии
Сначала о достоинствах:
- Это неразрушающий контроль, исследуемую часть конструкции не нужно отделять, разрезать, везти в лабораторию.
- Ультразвуковыми дефектоскопами для контроля сварных соединений можно пользоваться в лабораторных и полевых условиях.
- Методы применяются для однородных и разнородных соединений.
- Для исследования шва не требуется много времени, результат получают на месте.
- Приборы безопасны для человека, не оказывают вредного воздействия.
- Достоверность результатов очень высокая, диагностируются многие виды дефектов.
Недостатки связаны с необходимостью подготовки специалистов, ограничениями. Ультразвук затухает в крупнозернистых металлах. Необходимо использовать преобразователи с определенным радиусом кривизны подошвы.
Виды УЗК сварочных швов
Стыки прозвучивают по различной методике:
- прямым лучом;
- однократно отраженным;
- двукратно отраженным;
- многократно отраженным.
Направление луча в ультразвуковом методе контроля сварных соединений подбирают по нормали, на которой дефекты особенно опасны.
Основные способы локации:
- Эхо-импульсная УЗД. Прибор настроен на излучение и прием волны. Если аудиволна не зафиксирована датчиком, все в порядке, в шве дефекты не обнаружены. Если зафиксировано отражение, есть раздел сред.
- Эхо-зеркальный метод предусматривает применение датчика, генерирующего волну, и улавливающего приемника. Приборы устанавливают под углом к оси шва. Приемник ловит отраженные волны. По результатам диагностируют трещины в сварном соединении.
- Теневая диагностика подразумевает прохождение ультраволн по всей площади шва, приемник устанавливается за сварным соединением. Если звук отражается, возвращается к излучателю, приемник фиксирует теневой участок.
- Зеркально-теневая дефектоскопия – сочетание зеркального и теневого исследования. Комплект датчиков регистрирует отраженные звуковые колебания. Чистая волна — шов сделан без нарушений. Наличие глухой зоны – признак несплошностей.
- Дельта-метод основан на воздействии направленным лучом. Дефекты определяются по отражению ультразвука, изменению траектории. Для точных результатов требуется деликатная настройка диагностического оборудования.
На практике чаще используют первый и третий методы. Неразрушающий контроль с использованием ультразвука выявляет брак, провоцирующий разгерметизацию сварных изделий. Считается эффективным способом профилактики аварийных ситуаций.
Область и возможности применения методики УЗК
Проверка проводится на соединениях цветных металлов, чугуне, углеродистой и легированной стали. С помощью диагностики УЗК сварных швов выявляют:
- пористость, связанную с насыщением расплава атмосферными газами;
- включения ржавчины;
- непровары;
- участки с нарушением геометрии детали;
- трещины в зоне термовлияния;
- несплошности различной природы;
- инородные включения в расплаве;
- структурные расслоения;
- неоднородность наплавленного слоя;
- складки наплавочного материала;
- свищи (сквозные дефекты);
- провисание диффузионного слоя за пределами стыка.
УЗК-контролю сварных соединений подвергают различные конструкционные элементы:
- тавровые швы;
- трубные и фланцевые кольцевые соединения;
- стыки любой конфигурации, включая сложные формы;
- продольные и поперечные швы, подвергающиеся разнонаправленным нагрузкам или испытывающим высокое давление.
В инструкциях по ультразвуковому контролю сварных соединений указаны ограничения диагностики, связанные со способностью ультразвука рассеиваться при прохождении через металлическую решетку.
Геометрический диапазон контроля:
- толщина проверяемых заготовок: mах 0,5–0,8 м, min 8–10 мм;
- расстояние до контролируемого шва или углубление: mах 10 м; min 3 мм.
Методика применяется в строительной отрасли, автомобильной промышленности, на предприятиях, где есть сосуды высокого давления, котлы, технологические трубопроводы.
Устройство и принцип работы ультразвукового дефектоскопа
У всех приборов есть генератор, излучатель и приемник ультразвука, усилитель сигнала. Устройства различаются по типу генераторов. Чаще используются пьезоэлементы. Ультразвуковой датчик посылает сигналы импульсно, с паузами до пяти микросекунд. Длительность настраивают в зависимости от плотности металла, структурных особенностей изыскиваемых дефектов. По отражению делается качественная и количественная оценка: выявляется дефект, глубина его образования, размеры.
Излучатель находится в подвижном щупе, он двигается вдоль и поперек исследуемых швов.
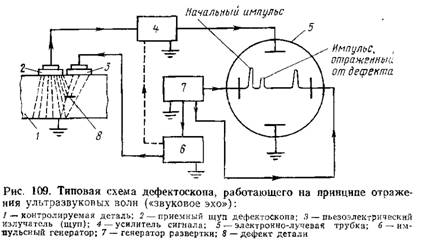
Точность диагностики зависит от чувствительности приемника, улавливающего прошедшую или отраженную волну. На границе сред волна меняет направление, оператор должен это учитывать. Проще определяются теневые участки – места, где волна отражается. Звуковой сигнал преобразуется в электрический, картинка выводится на осциллограф. Отраженная волна показывает пик, постоянная – прямую линию.
Проверка сварных швов ультразвуком
Технология проверки регламентирована ГОСТ Р 55724-2013. Операторам-контролерам выдают удостоверения. Перед проверкой им проводят инструктаж по ТБ. Проверять приходится соединения, расположенные в труднодоступных местах. Прибор обязательно заземляется. Оценка результатов проводится по нескольким критериям. В журнал ультразвукового контроля качества заносятся следующие данные:
- протяженность контролируемого сварного шва;
- описание дефекта (ширина, высота, форма);
- диапазон пропускаемой волны.
Для диагностики проводится зачистка исследуемой области (валик плюс область термовлияния). Для лучшей проходимости ультразвука на поверхности создают маслянистую пленку. Прибор настраивают по стандарту. Поиск отраженного или пропускаемого сигнала проходит на максимальной амплитуде. В зависимости от важности соединения контроль проводится за один или два прохода.
Во время сваривания металлических деталей подбирается правильный режим, специальные расходные материалы, добавочные предметы, улучшающие свойства сваривания, а также сама технология. Но это все равно полностью не защищает от возможного появления брака. Если появился заметный дефект, то это еще не так страшно, потому как часто встречаются скрытые поры, трещины, раковины и прочее. Чтобы их обнаружить, требуются особые методы, одним из которых является ультразвуковая дефектоскопия сварных швов. Как понятно из названия, здесь используются ультразвуковые волны, а точнее, их принцип отражения от границ поверхностей с различным уровнем плотности.

Такой метод является очень распространенным и набрал большие обороты популярности. Сейчас встречаются такие приборы, которые могут проводить анализ не только в качестве стационарной установки, но и как мобильные устройства. Это позволяет проводить контроль практически в любом удобном месте. Но для проведения анализа необходимо иметь определенные знания, так далеко не каждый человек сможет правильно расшифровать полученные сигналы. Ультразвуковой контроль сварных швов проходит по ГОСТ 14782-86.

Преимущества 
- Это очень распространенный и недорогой способ неразрушающего контроля сварных швов;
- Скорость проведения является достаточно высокой и результатов не придется долго ждать;
- Безопасность для здоровья человека;
- Исследуемую деталь не нужно отделять от всей конструкции;
- Есть много вариантов приборов для проведения процедуры;
- Можно подвергать анализу достаточно широкие области изделия;
- Помогает точно определить место, где находится тот или иной дефект, а также его характер.
Недостатки
- Для использования прибора необходим специалист, который сможет правильно расшифровать полученные данные;
- Затруднительно проводить анализ при большой толщине детали;
- Нет высокого уровня точности, которые дают некоторые другие разновидности контроля.
Теория акустической технологии
Проверка сварных швов ультразвуком основана на свойствах ультразвука. Стоит сразу отметить, что человеческое ухо не ловит такие волны. Для его распространения, а также последующего считывания требуется специальный ультразвуковой дефектоскоп для контроля сварных соединений. Благодаря тому, что звук не слышно, он стал использоваться в самых различных методах, а не только в сфере сварки. Практически ни в какой из областей ультразвуковые волны не наносят вреда исследуемому объекту во время контроля. Он помогает локализовать дефекты, даже если речь идет об относительно небольших участках, но все это зависит от размеров и особенностей самого прибора.

Чтобы определить, насколько качественно пройдет УЗК сварных швов, требуется учитывать такие факторы как чувствительность приборов, калибровка и правильность настройки, опыта оператора и прочего. В данной области УЗК помогает определиться, подходит ли то или иное изделие по допускам, которые выдвигаются к швам в конкретном случае, так как иногда небольшие дефекты все же допускаются.
Особенности проведения данной процедуры
Проверка сварных швов ультразвуком хоть и обладает универсальностью применения, в ней все же есть определенные ограничения. При правильном применении и качественной настройке техника даст полное представление об имеющемся дефекте. Но здесь встречаются следующие рамки:
- Поры;
- Области, где имеется искаженный геометрический размер;
- Непроваренные участки шва;
- Участки с инородным химическим составом;
- Трещины в зоне около шва;
- Расслоение наплавленного металла;
- Зоны, в которых имеется ржавчина;
- Наслоение шва и несплошности;
- Провисание частей металла снизу шва;
- Свищи.
Подробные данные ультразвуковое исследование сварных швов может обеспечить в следующих разновидностях металлов:
- Медь и ее сплавы;
- Легированная сталь;
- Чугун;
- Аустенитная сталь;
- Металл с плохими свойствами проведения ультразвука.
Геометрические рамки проведения процесса:
- Максимальная толщина металла, с которой ведется работа – 500-800 мм;
- Минимальная толщина металла, с которой ведется работа 8-10мм;
- Максимальная глубина, на которой может находиться шов для распознания его нюансов – 10 метров;
- Минимальная глубина, на которой может находиться шов для распознания его нюансов – 3 мм.
Стоит отметить, что все данные зависят от марки прибора и могут иметь некоторые отличия.
- Сваренные трубы;
- Тавровые соединения;
- Стыковые соединения;
- Кольцевые швы;
- Продольные;
- Плоские швы.
Устройство дефектоскопа
В качестве одного из компонентов здесь имеется генератор электроимпульсов. Он создает сигналы, которые потом подаются на преобразователь. Во время анализ обращен к образцу, чтобы звуковой испульс попал именно на него. Когда волна будет возвращаться от столкновения с поверхностью, то она попадает на преобразователь, который передает сигнал на усилитель. Затем его принимает электронно-лучевая трубка, соединенная с генератором развертки.

Принцип работы
Проверка сварочных швов ультразвуком основана на том, что звуковые волны отражаются от плотных поверхностей при столкновении с ними. Когда волна проходит сквозь шов в котором есть трещины, то на переходе между границей металла и воздуха будет еще одно отражение волны звука. Оно придет раньше, чем отражение от перехода на нижней грани. Преобразователь сможет уловить не только разницу во времени, но и локализовать место нахождения дефекта. Усилитель, который передает сигнал на трубку, помогает построить график, по которому специалист сможет определить все особенности проверяемого шва.
Методика
УЗК контроль сварных соединений проводится по следующему методу:
- Сначала подготавливается металл, с которого убирается шлак, ржавчина и краска в области около 10 см диаметром;
- Чистая поверхность металла обрабатывается машинным или трансформаторным малом, чтобы улучшить прохождение сигнала;
- Устройство настраивают согласно заданному стандарту, относительно параметров металла и способа обнаружения (при толщине до 2 см используются стандартные настройки, а если выше, то нудна настройка АРД-диаграмм).;
- Искатель перемещается зигзагообразно вдоль исследуемой поверхности шва, с поворотом около 15 градусов;
- Если проявляется устойчивый сигнал на экране устройства, то искатель нужно максимально развернуть;
- Поиск проводится до тех пор, пока на дисплее не появится сигнал, у которого имеется максимальная амплитуда
- По ГОСТ ультразвуковой контроль сварных швов проводится два раза;
- Если работа ведется с тавровыми швами, то они проверяются эхо-методом;
- После результатов проверки создается таблица данных, по которой можно будет легко найти обнаруженные дефекты.
При выявлении колебаний дефекта нужно проверить все несколько раз, чтобы убедиться в точности предположения, после чего можно фиксировать дефект.»
Меры по технике безопасности
Дефектоскопия сварных швов ультразвуком является достаточно безопасной процедурой, при которой нужно соблюдать правила электробезопасности и инструкции того места, где проводится сам процесс.
