Радиально-сверлильные станки используются для обработки единичных отверстий или отверстий, расположенных группами, на заготовках со значительными габаритами и массой.
Операции, выполняемые на радиально-сверлильных станках:
Сверление сквозных и глухих отверстий.
Рассверливание и растачивание (при использовании расточной головки) отверстий.
Нарезание резьбы метчиком.
Зенкерование отверстий с получением более высоких классов чистоты и точности обработки поверхности отверстий.
Зенкование, необходимое для формирования конических и цилиндрических технологических углублений под головки болтов, винтов и т.д.
Развертывание конических и цилиндрических отверстий, необходимое для получения нужной точности и шероховатости поверхностей.
Раскатка и хонингование поверхности отверстия (с помощью раскатных и хонинговальных головок).
Подрезание торцов бобышек для обеспечения поверхности, перпендикулярной оси отверстия.
Использование специнструмента, оправок и приспособлений повышает производительность сверлильных станков, расширяет диапазон возможных операций, позволяя выполнять характерные, например, для расточных станков: производить вытачивание внутренних канавок, вырезание из листового материала деталей в форме круга.
Согласно классификации металлорежущего оборудования по ГОСТ 8-82, радиальные сверлильные станки относятся к классу К1 (нормальная точность Н), что соответствует требованиям к станкам общего назначения в современной мировой практике металлообработки.
Точность радиально-сверлильного станка во многом зависит от правильной установки и закрепления его станины на подготовленном фундаменте, глубина которого определяется паспортом оборудования, но не может быть менее 0,5 м.
Диапазон возможностей оборудования делает его использование рациональным и на небольших ремонтных производствах, и в цехах крупного машиностроительного предприятия.
Конструкция радиальных сверлильных станков
Каждый станок радиально-сверлильной группы состоит из:
жесткого основания,
цилиндрических колонн (внутренней и внешней),
траверсы (хобота),
сверлильной головки (шпиндельной бабки),
электрического и гидравлического оборудования управления.
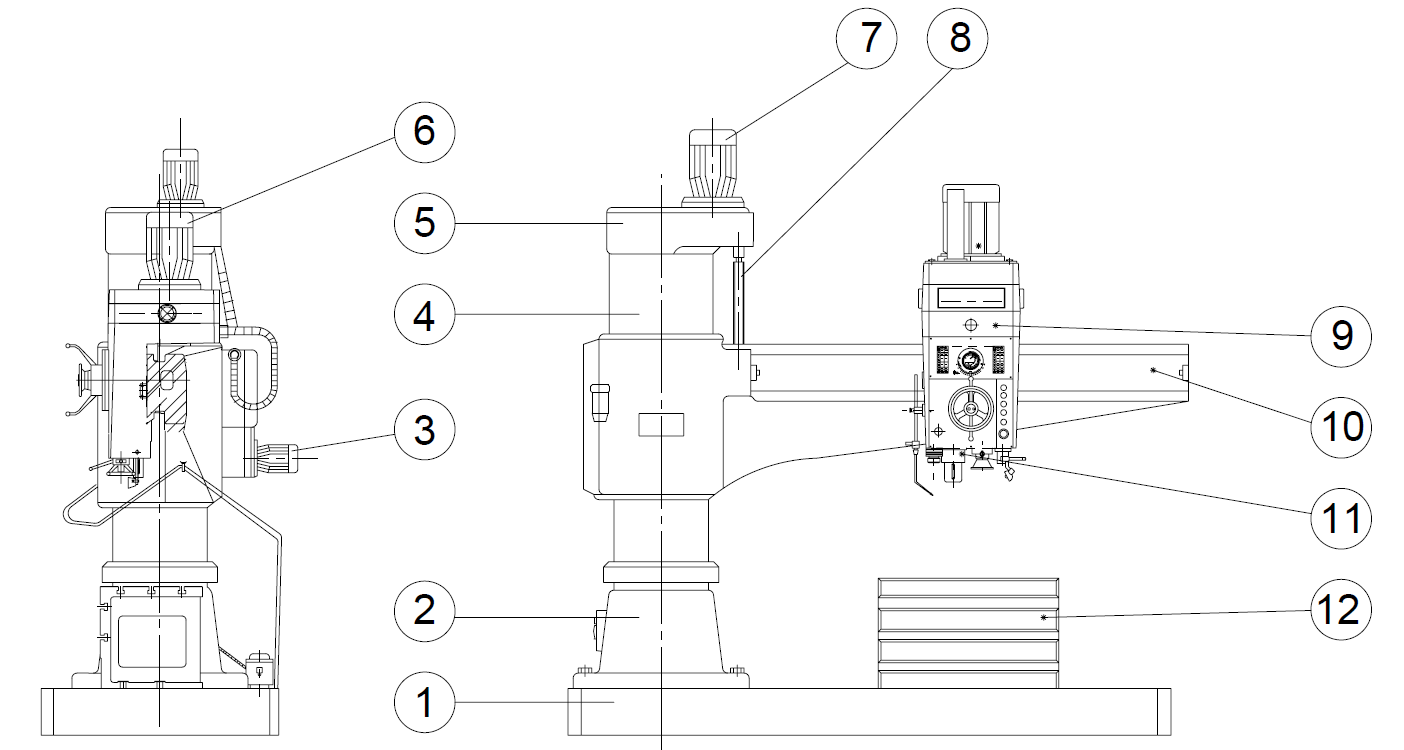
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
фиксация траверсы на колонне на операционной высоте,
фиксация шпиндельной головки на траверсе,
переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
Для удобства оператора все управление станка расположено на сверлильной головке:
многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
Радиально-сверлильный станок z3050
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Головка может перемещаться по направляющим консоли в ручном режиме. Она фиксируется перед выполнением операции сверления в нужном положении при помощи специального зажимного механизма, управляемого отдельной кнопкой.
Поскольку шпиндель смонтирован в выдвижной пиноли, это позволяет сверлить отверстия различной глубины, не перемещая траверсу.
Фиксация поворотной колонны, равно как и зажим/разжим шпиндельной головки на направляющих траверсы, происходит при помощи гидравлических механизмов, управляемых кнопками пульта.
Система подачи СОЖ
Бак СОЖ и насосная установка подачи СОЖ к инструменту также находятся в технологических полостях задней части станка. Выключатель расположен в цоколе колонны. Обратно СОЖ сливается самотеком.
Параметры выбора радиально-сверлильных станков:
максимальный диаметр, обрабатываемый сверлом в заготовке из стали или чугуна;
максимальный размер нарезаемой метчиком резьбы;
мощность электродвигателя шпинделя;
радиус перемещения шпиндельной бабки;
угол поворота траверсы;
максимальное расстояние между столом и торцом шпинделя, определяющее наибольшую высоту обрабатываемой заготовки (за вычетом размеров инструмента);
максимальное вертикальное перемещение пиноли с инструментом, определяющее глубину обработки;
диапазон подач и количество ступеней вращения шпинделя;
наличие системы охлаждения инструмента и заготовки в зоне резания, а также системы смазки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Горизонтальное перемещение шпиндельной бабки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление полой поворотной колонны на неподвижной внутренней, а также закрепление шпиндельной бабки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и бабки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой поворотной колонной поворачивают вручную.
Мощность электродвигателя главного движения, кВт ……………………………4
4 ТЕХНОЛОГИЯ ОБРАБОТКИ НА СВЕРЛИЛЬНЫХ СТАНКАХ И ОСНАСТКА
На сверлильных станках можно выполнять не только сверление, но и другие технологические операции дальнейшей обработки отверстий. На современных сверлильных станках осуществляют следующие работы:
Сверление сквозных и глухих отверстий (рисунок 3, а);
Рассверливание отверстий больших диаметров (рисунок 3, б);
Зенкерование, выполняемое для получения отверстия с высокими квалитетом и параметром шероховатости поверхности (рисунок 3, в);
Зенкерование, выполняемое для образования в основании просверленного отверстия гнезд с плоским дном под головки винтов и болтов (рисунок 3, г);
Развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и шероховатость обрабатываемой поверхности (рисунок 3, д);
Раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстия, а также шероховатости R а 0,63 … 0,08 мкм (рисунок 3, е);
Рисунок 3 – Работы, выполняемые на сверлильных станках
Нарезание внутренних резьб метчиками (рисунок 3, ж);
Подрезание (цекование) торцов наружных и внутренних приливов для получения ровной поверхности, перпендикулярной к оси отверстия (рисунок 3, з).
Для крепления сверл, разверток, зенкеров и других режущих инструментов в шпинделе сверлильного станка применяют следующие вспомогательные инструменты:
Переходные сверлильные втулки;
Переходные конические втулки служат для крепления режущего инструмента с коническим хвостовиком, когда номер конуса хвостовика инструмента не соответствует номеру конуса в шпинделе станка.
Наружные и внутренние поверхности переходных втулок выполняют с конусом Морзе семи номеров от 0 до 6 по ГОСТ 8522 – 70. Втулку вместе со сверлом вставляют в конусное гнездо шпинделя станка. Если одной втулки недостаточно, то применяют несколько переходных втулок, вставляя одну в другую.
Сверлильные патроны используют для крепления режущих инструментов с цилиндрическими хвостовиком диаметром до 22 мм.
В трехкулачковом сверлильном патроне инструменты закрепляют ключом (рисунок 4, а). Внутри корпуса патрона (рисунок 4, б) наклонно расположены три кулачка 1с резьбами, объединенные гайкой 2. Обойму 3 вращают специальным ключом 4, вставленным в отверстие корпуса патрона. При вращении обоймы по часовой стрелке одновременно с ней вращается гайка. Зажимные кулачки, опускаясь вниз, постепенно сходятся и зажимают цилиндрический хвостовик сверла или другого режущего инструмента. При вращении обоймы против часовой стрелки кулачки поднимаясь вверх, расходятся и освобождают зажатый инструмент.
Рисунок 4 – Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
а – общий вид патрона с ключом для зажима заготовки; б – устройство патрона: 1 – кулачки; 2 – гайка; 3 – обойма; 4 – ключ
Быстросменные сверлильные патроны применяют для сокращения вспомогательного времени при работе на сверлильных станках. Они позволяют быстро менять режущий инструмент, не выключая станок. Один из таких патронов, предназначенный для крепления режущих инструментов с коническим хвостовиком, изображен на рисунке 5, а. Для крепления сверл с цилиндрическими хвостовиками в коническое отверстие 6 патрона вставляют переходную коническую разрезную втулку (рисунок 5,б).
Рисунок 5 – Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления, из которых наиболее распространенными являются тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
При работе на сверлильных станках сверловщик часто использует измерительный инструмент для контроля диаметров и глубины отверстий, а также других размеров обрабатываемых заготовок.
Наиболее часто сверловщик использует следующие измерительные инструменты:
Радиально-сверлильный компактный станок, обладая даже небольшими габаритами и простотой конструкцией, позволяет решить множество задач, связанных с необходимостью получения отверстий в металлических деталях. Важным качеством является и универсальность подобного оборудования, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий.
Радиально-сверлильный станок RD 60
Особенности использования станков
Технические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и рассверливание отверстий различного диаметра, зенкерование, нарезку резьбы, осуществляемую при помощи метчика.
Даже настольный станок данной категории можно оснащать различными рабочими инструментами, которые повышают его функциональность. Оснащенные такими инструментами, радиально-сверлильные станки дают возможность выполнять технологические операции, характерные для оборудования расточной группы.
Различные модели станков данной категории отличают их габариты и технические характеристики. Наиболее распространенными моделями оборудования радиально-сверлильной группы являются: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Универсальность, которой отличаются станки радиально-сверлильной группы, дает возможность успешно использовать их для осуществления ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы.
Радиально-сверлильный станок 2А554
Конструктивные особенности станков
Станки радиально-сверлильной группы — это металлорежущее оборудование, используемое для обработки деталей, обладающих различной конфигурацией и геометрическими размерами, которые изготовлены из чугуна и стали, различных цветных металлов. Такие станки причисляют к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металла. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, получистовых, а также чистовых технологических операций.
Основными инструментами, которыми оснащаются радиально-сверлильные станки, являются сверла, развертки, зенкера и резьбовые метчики. Для выполнения отдельных технологических операций на станок может быть установлен инструмент специального назначения.
Вышеперечисленные модели, получившие наибольшее распространение, преимущественно используются для обработки внутренних отверстий, которые могут иметь цилиндрическую и даже коническую форму. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Радиально-сверлильный станок с ЧПУ
Станки данной категории, в том числе и настольные, отличают высокие мощностные характеристики, что дает возможность выполнять на них обработку деталей, изготовленных из различных металлов, стальных заготовок в том числе. Станки радиально-сверлильной группы успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, касается это также автомобиле- и самолетостроения.
Составляющие конструктивные узлы станков
Станки радиально-сверлильной группы, использующиеся на современных промышленных предприятиях, могут относиться к одному из четырех видов по своему конструктивному исполнению.
Станки моделей 2К52 и 2М55 относятся к категории стационарного оборудования и используются для выполнения технологических операций общего назначения.
В конструкции станков моделей 2532 и 2А554 присутствует специальная колонна, которая может перемещаться вдоль поверхности обрабатываемой детали, для чего используются специальные направляющие.
Крупногабаритные станки моделей 2532Л и 2Н55 сами перемещаются вдоль поверхности заготовки, для чего их монтируют на рельсовые направляющие.
Есть отдельные модели, которые устанавливаются непосредственно в зоне обработки. С помощью такого оборудования можно также выполнять чистовые работы, отличающиеся высокой степенью точности.
Чтобы эффективно и безопасно использовать любую модель данного оборудования, а не только радиально-сверлильный станок с ЧПУ, необходимо очень хорошо разбираться в его устройстве и иметь соответствующую квалификацию.
Конструкция любого станка данной категории, в том числе и настольного, обязательно содержит следующие элементы: надежное основание, на котором фиксируется обрабатываемая деталь, колонна цилиндрической формы, траверса и рабочая головка, в которой закрепляется режущий инструмент.
Колонна радиально-сверлильного станка, на которой фиксируется горизонтальная траверса, при необходимости может совершать вращательные движения. Траверса может перемещаться в горизонтальной плоскости, на данном элементе монтируется сверлильная бабка с рабочим шпинделем, в котором и закрепляется режущий инструмент.
Конструкция такого настольного станка проста и надежна, что становится понятно даже по фото. Это оборудование несложно обслуживать и подвергать требуемому ремонту.
Принципы работы станков
Коробка скоростей и регулировки рабочих передач, которыми оснащен каждый настольный станок радиально-сверлильной группы, располагаются в его сверлильной бабке. Рабочие органы, с помощью которых осуществляется управление работой станка, находятся на его лицевой панели. Обработка деталей на станках данной категории осуществляется за счет вращения режущего инструмента.
Радиально-сверлильный станок 2м57-2
Перед запуском оборудования в работу, используя специальные рукоятки, выставляются параметры скорости вращения инструмента и величина подачи. При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают целый ряд факторов: максимальный диаметр отверстия, которое может быть обработано на станке; максимальную величину перемещения шпинделя; номер присоединенного конуса, расположенного во внутренней части шпинделя; количество оборотов, которые может совершать шпиндель; количество ступеней, позволяющих регулировать частоту вращения шпинделя.
Та мощность, которой обладают станки радиально-сверлильной группы определенной модели, преимущественно зависит от параметров электродвигателя, использованного для его оснащения. Большое значение имеет и стоимость станка, которая зависит как от его технического состояния, так и от функциональных возможностей.
В процессе эксплуатации регулярно возникает необходимость в техническом обслуживании оборудования и его ремонте, выполнением которых должны заниматься только квалифицированные специалисты, обладающие достаточным опытом работы в данном направлении.
Станки радиально-сверлильной группы считаются очень надежным оборудованием, которое позволяет эффективно выполнять обработку деталей, изготовленных из различных металлов. К работе на станках данной категории допускаются специалисты, которые не только имеют соответствующую квалификацию, но и прошли инструктаж по соблюдению техники безопасности.