Шпиндель – составная часть токарного станка, играющая важнейшую роль в процессе обработки заготовок. Он выполнен в виде вала с проделанным отверстием в виде конуса, предназначенного для установки инструментов. Шпиндель токарного станка изготавливается из высокопрочной стали, что необходимо для безопасной эксплуатации станка, долговечности детали и высокой точности выполняемых работ. Он считается главным элементом станка, так как остальные узлы и детали предназначены для обеспечения его работы.
Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Назначение шпинделя
Основным назначением шпиндельной бабки является фиксация рабочих инструментов (сверл, разверток, метчиков и других деталей). Обычно в конструкции используется вращающийся шпиндель, который применяется для снятия стружки, вырезания пазов и придания формы заготовкам. Через него происходит передача крутящего момента з электродвигателя на деталь, а также изоляция рабочего инструмента от вибрационных нагрузок, который принимает на себя подшипник. Фиксация инструмента происходит с помощью зажимного патрона, установленного на конце шпинделя.
Сборка и ремонт
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной. Дополнительную регулировку можно проводить после определенного срока эксплуатации, когда заметно ухудшение точности. Настройка проводится с помощью регулировочной шайбы.
На срок эксплуатации сильно влияет система электроторможения, схема устройства и настройки которой предоставляется производителем.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Продажа подшипников в России. Поставщики. Советы при покупке подшипников. Цены. Каталоги. Производители. Импортные и отечественные.
Отдел продаж +7(499) 322 93 30 Почта для заявок: samip@bearingshop.ru
Подшипники токарно-винторезных станков
В настоящее время старые станки отечественного (советского) производства (Ереван) все еще активно эксплуатируются (покупаются и продаются б/у, ремонтируются), однако информации о них крайне мало. В данном материале представлен перечень подшипников, с местами их установки, применяющихся в токарно-винторезных станках следующих моделей:
Схема расположения подшипников (при клике окроется большим размером в новой вкладке).
Требования, предъявляемые к шпиндельным узлам
Основными критериями работоспособности шпиндельных узлов являются: геометрическая точность, жесткость, быстроходность, долговечность, динамические характеристики. Точность вращения шпинделя оценивается величиной радиального или торцевого биения его базовых поверхностей. Величина этого биения зависит от класса точности станка и регламентируется соответствующим ГОСТ. Так, например, для токарных станков нормальной точности допуск радиального и торцевого биения составляет 5…8 мкм. Жесткость шпиндельного узла определяется упругими перемещениями переднего конца шпинделя под действием сил резания и также регламентируется ГОСТ. Нормативное значение жесткости для станков классов Н и П составляет (50…70) н/мкм. Максимальное значение жесткости шпиндельного узла в основном определяется податливостью его опор. Быстроходность шпинделей оценивается произведением диаметра шпинделя d в передней опоре на частоту вращения n. Для шпиндельных узлов на подшипниках качения показатель быстроходности d´n составляет (2,5…3) 10 6 мм . об/мин. Долговечность шпиндельных узлов оценивается ресурсом работы в часах без потери первоначальной геометрической точности. Динамические характеристики шпинделей оцениваются амплитудами вибраций на потенциально-неустойчивых формах колебаний. Устойчивость динамической системы шпиндельного узла тем выше, чем выше первая собственная частота колебаний. Частоты собственных колебаний шпинделей изменяются в широких пределах (100…600)Гц и приводят к возбуждению автоколебаний при резании. Поэтому для обеспечения устойчивого резания приходится умышленно снижать режимы и производительность резания.
Выбор материала шпинделей
Шпиндели станков нормальной точности изготавливают из конструкционных сталей марок 45, 40X с поверхностной закалкой наружных и внутренних посадочных поверхностей до твердости НRсэ=48…52. Шпиндели прецизионных станков, имеющие более сложную форму и работающие в условиях жидкостного трения, изготавливаются из хромоникелевых, цементируемых сталей марок 18ХГТ, 12ХН3А, 20Х с закалкой до твердости НRсэ=56…60. Для шпинделей станков сложной формы с затрудненным индукционным нагревом используют легированные стали марок 40ХН, 40ХГР, 50Х, ШХ15, ХВГ с объемной закалкой до твердости НRсэ=56…60.
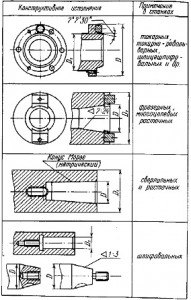
Конструкция шпиндельного узла во многом зависит от типа станка, класса его точности и способа крепления инструмента или заготовки. Для возможности закрепления в шпинделе инструмента или заготовки формы передних концов шпинделей всех типов универсальных сверлильных, расточных и фрезерных станков, в том числе станков с ЧПУ с коническими посадочными поверхностями стандартизированы по ГОСТ 24644-81. Формы и размеры передних концов шпинделей токарных и шлифовальных станков установлены по ГОСТ 12593-72 и ГОСТ 2324-77. Конструктивное исполнение передних концов шпинделей показано на рис. 2.39.
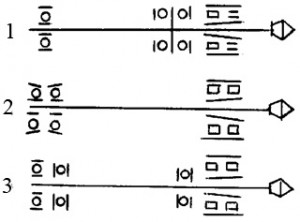
Конструкции шпиндельных узлов металлорежущих станков многообразны. Шпиндельные узлы выполняют двухопорными и трехопорными. Как показывает анализ, жесткость двухопорных конструкций немного ниже жесткости трехопорных при условии, что расстояние между опорами двух опорного шпинделя близко к оптимальному. Иногда установка третьей опоры вызывается стремлением увеличить демпфирование в шпиндельном узле. Поскольку производство трех опорных шпиндельных узлов связано с существенными технологическими трудностями, значительное большинство шпиндельных узлов металлорежущих станков выполняют двух опорными. Только в тяжелых станках применяются трех опорные шпиндельные узлы. В отличие от опор валов общего назначения в опорах шпинделей обязательно создают предварительный натяг. Под предварительным натягом понимают создание незначительных контактных деформаций (2…5) мкм тел качения с беговыми дорожками колец подшипников. Его основное назначение — повышение жесткости и точности шпиндельных узлов, особенно в области малых нагрузок. Предварительный натяг обычно создают в каждой опоре шпинделя, с независимой регулировкой. Важное значение для работоспособности шпиндельного узла имеет выбор оптимальной схемы его радиальной и осевой фиксации. Все многообразие конструкций шпиндельных узлов принципиально можно свести к трем основным схемам фиксации (рис. 2.40):
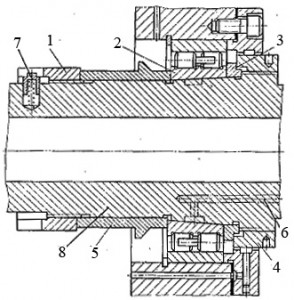
В первой схеме радиальная и двухсторонняя осевая фиксации шпинделя выполнены в передней опоре. Задняя опора — плавающая, позволяет компенсировать линейные тепловые деформации шпинделя. В конструкции передней опоры использованы специальные конструкции подшипников: двухрядный с цилиндрическими роликами серии 3182100 и два упорных подшипника серии 8000. Следует отметить, что данная схема характеризуется повышенной сложностью передней опоры и большим тепловыделением в ней, что отрицательно сказывается на технологичности изготовления и сборки, а также на точности обработки. Кроме того из-за существенного различия в радиальной жесткости подшипников серий 3182100 и 8000 в конструкции опоры должна быть предусмотрена раздельная регулировка предварительного натяга этих подшипников, что требует больших осевых габаритных размеров и особой тщательности регулировки. Поэтому эта схема преимущественно применяется в сверлильных, фрезерных, расточных и токарных станках средних размеров. Следует отметить, что использование в передней опоре упорных подшипников существенно снижает быстроходность (d×n) шпиндельного узла. Поэтому в шпинделях легких и скоростных станков взамен упорных подшипников устанавливают радиально-упорные серий 36000, 46000 и др., имеющие более высокую быстроходность. Перенос упорных (или радиально-упорных) подшипников в заднюю опору (схема 2) существенно упрощает конструкцию передней опоры и снижает тепловыделение в ней, но при этом резко возрастают температурные деформации переднего конца шпинделя, что для высокоточных станков недопустимо. Поэтому схему 2 можно рекомендовать для токарно-операционных, сверлильных, агрегатных, шлифовальных и других станков с невысокими требованиями к точности осевых размеров. Шпиндельные узлы спроектированные по третьей схеме имеют достаточно высокую радиальную и осевую жесткость. Однако этой схеме присущ общий недостаток с первой схемой: необходимость раздельной регулировки предварительного натяга подшипников и ограниченная быстроходность. С целью увеличения быстроходности и снижения температурных деформаций можно рекомендовать использование в схеме радиально-упорных подшипников серии 46000 и выбора малого межопорного расстояния. Схему можно применять в станках средних размеров (в том числе с ЧПУ), с малым межопорным расстоянием или с использованием осевых пружинных компенсаторов для выбора зазоров в подшипниках. Конструирование шпиндельных опор в основном выполняется по первым двум схемам. В качестве примера рассмотрим вариант конструкции шпиндельного узла токарного станка, выполненного по второй схеме (рис. 2.41).
В этой конструкции радиальный зазор подшипника 2 регулируется с помощью гайки 1 путем смещения внутреннего кольца подшипника до упора в дистанционное кольцо 3. Для удобства монтажа и демонтажа кольцо 3 выполняется разъемным, состоящим из двух полуколец. Гайка 4 предназначена для обеспечения демонтажа кольца 2 с целью уменьшения предварительного натяга. Для этой же цели используется отверстие 6, в которое принудительно под высоким давлением нагнетается масло для гидроразжима кольца 2. Подпружиненный фикатор 7 служит для предотвращения самопроизвольного отвинчивания гайки 1. Необходимая величина натяга обеспечивается подшлифовкой кольца 3. Следует отметить, что коническая поверхность А шпинделя не обеспечивает высокой точности базирования, вследствие чего возможен перекос внутреннего кольца подшипника и потеря геометрической точности вращения шпинделя. Для исключения этого недостатка рекомендуется базирование по конусу дополнять базированием по торцу внутреннего кольца с помощью длинной дистанционной втулки 5, имеющей посадку Н6/n6. Длинная втулка совместно с посадкой Н6/n6 обеспечивает хорошее осевое направление кольца.
Методика проектирования опор шпинделей.
Проектирование шпиндельных опор рекомендуется выполнять в следующей последовательности:
Выбор конструкции (типа) подшипников.
Выбор класса точности подшипников.
Выбор системы фиксации.
Выбор посадок подшипников.
Выбор системы смазки и конструкции уплотнительных устройств.
Рассмотрим содержание отдельных этапов проектирования шпиндельных опор.
Выбор конструкции (типа) подшипника
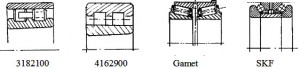
В станкостроении применяется ряд типов подшипников качения, специально предназначенных для установки в шпиндельные узлы станков. Наибольший интерес представляют следующие конструкции. Роликоподшипники радиальные двухрядные с короткими цилиндрическими роликами типов3182100и4162900 (рис. 2.42).
Радиальные двухрядные роликоподшипники типа 3182100 — наиболее распространенный тип подшипников качения, применяемый в шпиндельных узлах металлорежущих станков отечественного производства. Эти подшипники, выпускаемые в габаритных размерах особо легкой серии, обладают высокой несущей способностью, жесткостью и быстроходностью. Наличие конического отверстия у внутреннего кольца (с конусностью 1:12) позволяет регулировать радиальный зазор в подшипнике посредством осевого перемещения внутреннего кольца относительно конической шейки шпинделя. В средних и тяжелых станках применяется иная модификация описанных подшипников — подшипники типа 4162900. Они отличаются тем, что гладкая (без буртов) дорожка качения находится не на наружном кольце, а на внутреннем кольце, а наружное кольцо выполняется с буртами. Такое изменение конструкции роликоподшипников дает возможность их изготовлять в габаритах сверхлегкой серии особо пригодными для установки в шпиндельных узлах расточных станков и продольно-фрезерных станков. Конические роликоподшипники типа “Gamet“ Подшипники типа ”Gamet” (производство фирм “La presision industriell“ Франции, и “Gamet” Англии) выпускаются в различных конструктивных исполнениях: двухрядный конический роликоподшипник с буртом на наружном кольце или однорядный конический роликоподшипник с буртом на наружном кольце и другие. Отличительной особенностью подшипников типа “Gamet “ является особая конструкция сепаратора, снабженного отверстиями, который занимает почти все свободное пространство между дорожками качения наружного и внутреннего кольца, применение полых роликов: в результате создается система каналов, по которым под влиянием центробежных сил циркулирует смазка. У двухрядных роликоподшипников “Gamet” (рис. 2.42) количество роликов, различно (в сепараторе переднего кольца на один ролик больше). Это улучшает динамические свойства подшипника. Наличие бурта на наружном кольце позволяет использовать при монтаже очень удобную базу в виде плоского торца шпиндельной бабки. Диаметры отверстий внутренних колец двухрядного подшипника (переднего и заднего) неодинаковые; диаметр заднего кольца на несколько микрон больше, что обеспечивает необходимую свободу перемещения заднего кольца подшипника при регулировке зазора -натяга. Упорно-радиальные двухрядные шарикоподшипники типа 234000. Двухрядные упорно радиальные шарикоподшипники типа 234000 (рис. 2.42) с углом контакта 60 (производство фирмы SKF ФРГ) применяют для работы в шпиндельных узлах металлорежущих станков совместно с прецизионными двухрядными подшипниками с короткими цилиндрическими роликами. В последнее время в шпиндельных опорах используются специальные двухрядные конические роликовые подшипники серии 697900 и однорядные конические подшипники серии 177160. Имеющие высокие показатели жесткости и быстроходности. Общеприняты следующие два принципа выбора типа подшипников: 1. Для быстроходных малонагруженных станков применяются шариковые подшипники. 2. Для средних и тяжелых станков с повышенными требованиями к жесткости применяют роликовые подшипники. На основании проведенного анализа конструкций шпиндельных подшипников можно сформулировать следующие основные требования к их выбору: — высокая геометрическая точность вращения. — высокая жесткость, быстроходность и долговечность работы. — возможность создания предварительного натяга в подшипнике. — простота конструкции, монтажа и возможности регулирования подшипников. Совокупности этих требований в достаточной степени удовлетворяют подшипники серий 3182100 , 697900, 177160, 234000, Gamet , SKF и другие. Конструктору шпиндельных узлов необходимо знать достоинства и недостатки подшипников различных типов, так как от правильного их выбора зависит качество шпиндельных узлов; точность вращения, жесткость, быстроходность, долговечность. На рис. 2.43 показаны наиболее распространенные типы подшипников и соответствующие им значения относительной жесткости С. Подшипники с коническими роликами (ГОСТ 333-79, схема 1 на рис. 2.43) обладают наибольшей жесткостью и минимальной быстроходностью. Предварительный натяг в подшипнике регулируется относительным смещением колец подшипников. Подшипники рекомендуется применять в шпиндельных узлах с большой нагрузкой — в фрезерных, токарных, расточных и других станках.
Двухрядные роликовые подшипники (ГОСТ 7634-75, схема 2 на рис. 2. 43) отличаются высокой жесткостью, быстроходностью, долговечностью. Предварительный натяг в подшипнике обеспечивается осевым перемещением и радиальной деформацией внутреннего кольца подшипника. Шариковые радиально-упорные подшипники (ГОСТ 832-78, схема 3 на рис. 2. 43) имеют максимальную быстроходность и наименьшую жесткость, поэтому они часто применяются в сдвоенном исполнении. В схеме 3а обеспечивается более высокая жесткость по сравнению со схемой 3,б. Предварительный натяг во всех схемах достигается подшлифовкой торцевых поверхностей колец. Сдвоенные подшипники заводами изготовителями комплектуются попарно и не требуют дополнительной подшлифовки колец. Упорно-радиальные подшипники (ГОСТ 20821-75, схема 4 на рис. 2. 43) по сравнению с радиально-упорными подшипниками имеют более высокую (в 1,5…2 раза) быстроходность и часто используются в сочетании с двухрядными роликовыми подшипниками. Такое сочетание подшипников обеспечивает радиальную и двухстороннюю осевую фиксацию шпинделя. Упорные подшипники (ГОСТ 6874-75, схема 5) применяются при средних частотах вращений. Радиальную нагрузку такие подшипники не воспринимают. В шпиндельных узлах часто сочетают подшипники различных типов, но при этом учитывают, что передняя опора более нагружена в радиальном направлении, чем задняя и, именно, она определяет точность вращения шпинделя. Практика эксплуатации станков показала, что несущая способность и жесткость роликовых подшипников в (8…10) раза выше чем шариковых, но шариковые подшипники более быстроходны. Радиальные шариковые подшипники способны воспринимать кроме радиальных сравнительно небольшие [(15…20%) от неиспользованной радиальной нагрузки] осевые нагрузки в то время как цилиндрические-роликовые подшипники такую нагрузку не воспринимают. Следует также учитывать, что перекосы в роликовых подшипниках недопустимы. Радиально-упорные подшипники по характеристикам быстроходности предпочтительнее упорных. Упорные подшипники воспринимают только осевую нагрузку и также не допускают перекосов. Для проектных расчетов можно использовать следующие ориентировочные значения допускаемых углов поворота в подшипниках: — в радиальных шарикоподшипниках [q] £ 0,01 рад; — в сферических шарикоподшипниках [q] £ 0,05 рад; — в подшипниках скольжения [q] £ 0,001 рад. В большинстве практических случаев осевую нагрузку стремятся распределить на заднюю опору, смонтированную из двух радиально-упорных подшипников с предварительным натягом, а переднюю опору — сделать плавающей с возможностью восприятия температурных деформаций. Конструкция такой опоры показана на рис. 2.44.
Выбор класса точности подшипников
Геометрическая точность вращения шпинделя в основном определяется оптимальным выбором класса точности подшипников по ГОСТ 520-89. В табл. 3 приведены классы точности шпиндельных подшипников и соответствующие им радиальные биения в мкм в зависимости от посадочных диаметров (d) шпинделей.