Содержание
- Технология лазерной сварки
- Условия и способы осуществления сварочного процесса
- Оборудование для проведения лазерной сварки
- Аппараты лазерной сварки металлов
- Лазерная сварка.docx
- 1. ОСНОВЫ ТЕХНОЛОГИИ ЛАЗЕРНОЙ СВАРКИ
- 1.1. Основные элементы оборудования для лазерной сварки
- 1.2. Фокусирующие системы для лазерной сварки
- 2. ОСОБЕННОСТИ ПРОЦЕССА ЛАЗЕРНОЙ СВАРКИ
- 2.1. Источники энергии
Среди используемых способов сварки металлических частей и конструкций наиболее передовым способом, обеспечивающим качественный аккуратный шов, является лазерная сварка металлов.
Ее применяют, когда к точности получаемых форм предъявляются высокие требования. Достигается это за счет высокой точности сварного шва, который при лазерной сварке имеет небольшую ширину и достаточную глубину.
Тонкий шов получается при воздействии на металл мощного лазерного излучения в ограниченной области его воздействия, вызывающего нагрев в этой зоне до высоких температур за короткий период времени.
Технология лазерной сварки
Рассмотрим природу теплового воздействия лазера на металл и последующего расплавления сварной зоны.
Поток лазерных лучей монохроматичен и характеризуется одинаковой длиной волны по сравнению со световым потоком, обладающим различными длинами волн. Поэтому он хорошо поддается фокусировке с помощью зеркал и оптических линз, позволяющих добиться резонанса (когерентности) лазерного луча, что приводит к увеличению мощности потока.
Принцип проведения сварки с помощью лазера основан на фокусировке лазерного луча, полученного с помощью квантового генератора. В основе его работы лежит излучение, которое является источником электромагнитных волн, индуцированных с помощью усилителя.
Направленный пучок лучей при проникновении внутрь металла воздействует на него на электронном уровне, отдавая свою энергию. Это происходит путем поглощения атомами металлов концентрированной лучистой энергии в виде фотонов.
В результате атомы переходят в возбужденное состояние и становятся способными сами излучать энергию в виде фотонов. При совпадении энергии фотонов падающей электромагнитной волны пучка с энергией фотонов возбужденных атомов металлов происходит индуцированное усиленное излучение.
В результате высвобождается тепловая энергия, за счет которой металл в этой области нагревается до температуры плавления. После кристаллизации расплавленных кромок металла образуется прочное межкристаллическое сцепление атомов и формируется качественный сварной шов.
Условия и способы осуществления сварочного процесса
Для обеспечения эффективности энергии луча нужно его сфокусировать. Для этого используют отражающие и фокусирующие лазерный луч зеркала. Когерентные лучи имеют минимальный разброс и оказывают действие на точно определенные участки сварной области.
Такой вид сварки можно проводить:
- в разных положениях и при любом расположении свариваемых кромок;
- с помощью сплошного и частичного расплавления сплавляемой области металла;
- непрерывно или импульсами.
При помощи такого метода можно соединять, как тонкостенные металлические листы, так и изделия, имеющие большие габаритные размеры.
Чем точнее сфокусирован лазерный луч, тем выше мощность его излучения.
Оборудование для проведения лазерной сварки
Для выполнения сварки с помощью лазера применяется следующее оборудование:
- источник лазерного излучения;
- блок транспортировки и системы для фокусировки луча;
- при необходимости наличие газовой среды для защиты металла;
- система для перемещения луча и самого изделия.
Устройство лазера включает излучатель и источник электропитания. Излучение обеспечивает генератор, продуцирующий лучи в специальной среде.
В качестве такой среды применяется две разновидности лазеров: твердотельные и на основе газов.
Видео-обзор станка лазерной сварки E-fiber AF с вращательным приводом:
Аппараты лазерной сварки металлов
Все аппараты лазерной сварки металлов работают в импульсном или непрерывном режиме.
Аппараты с твердым активным элементом отличаются от устройств на основе активной среды из газов длиной излучающей волны. У них она короче и мощность излучения слабее газовых устройств.
Лазеры с твердым активным элементом
Твердотельные аппараты функционируют в основном с помощью импульсного лазера, но иногда может использоваться непрерывный и импульсный рабочий режим. Их работа осуществляется таким образом:
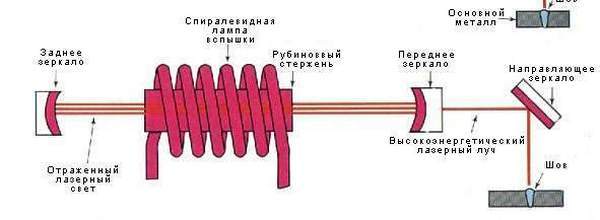
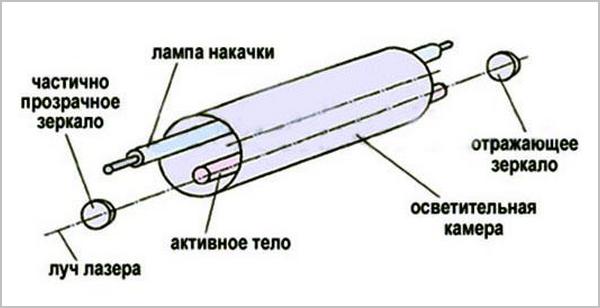
- Твердый элемент, имеющий форму стержня, являющийся источником лазерного луча, расположен внутри специальной камеры, освещенной лампой для накачки.
- Она обеспечивает при работе световые импульсные вспышки, приводящие в активное состояние рабочее тело.
Твердотельный элемент чаще изготавливают в виде стержня, изготовленного из так называемого «розового» рубина, представляющего собой окись алюминия (Al2O3) с примесью ионизированного хрома (Cr3+).
После воздействия лучей ионы Cr3+ переходят в активное состояние и начинают светиться. С торцов стержень покрыт веществом, отражающим свет, чаще серебром. Лучи хромовых возбужденных ионов, отражаясь от посеребренных зеркал, перемещаются вдоль оси, передавая возбуждение другим ионам. Процесс возбуждения ионов становиться массовым и сопровождается мощным выделением лучистой энергии. Они фокусируются с помощью линзы в сварной области.
Такие лазеры обычно являются источниками импульсов периодического действия с длиной волны 0,69 мкм и максимальной импульсной энергией от 10-2 до 10-3 Дж.
Средние значения мощности излучения элементов на основе твердотельных стержней может доходить до сотен ватт.
Аппараты с элементами на основе газовой среды
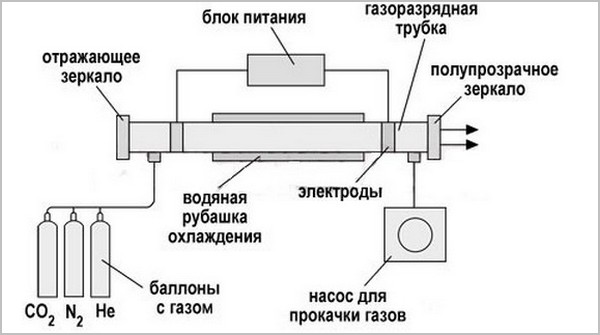
Аппараты, использующие для работы активную газовую среду, функционируют как в непрерывном, так и импульсном режиме. Это оборудование является более мощным, работающим при высоком напряжении.
В качестве активной среды может использоваться газ на основе смеси (СО2), (N2) и гелия (He). Он подается под давлением от 2,66 до 13,3 кПа. Возбуждение газовой смеси осуществляют с помощью электрического разряда. Гелий (Не) и азот (N2) осуществляют передачу полученной при возбуждении энергии молекуле СО2 и обеспечивают условия для создания разряда. Газоразрядные аппараты излучают длину волны до 10,6 мкм.
Кпд работы аппарата может достигать от 5 до 15%.
Схема работы аппаратов на основе газовой среды показана на рисунке:
Особенности сварки лазером тонкостенных металлов
В отличие от толстостенных металлов, которым для успешного соединения требуется глубокое расплавление, для тонких металлов глубина проплавления существенный фактор. При лазерной сварке тонких металлов с ней нельзя переборщить.

Параметры, влияющие на эту величину, это:
- мощность лазерного излучения;
- скорость выполнения работы;
- степень фокусировки луча лазера.
В случае непрерывного процесса t — это длительность его проведения. Если работа осуществляется в импульсном режиме, то t – это продолжительность импульса. При высоких показателях мощностной плотности (Е) может наступить кипение металла в области воздействия луча, приводящее к сквозным дефектам.
Для тонких металлов особенно важна характеристика этого показателя. На него влияет кроме времени воздействия степень фокусировки луча. Для уменьшения плотности излучения для тонких металлов производят расфокусировку луча с помощью электронного управления настройкой работы аппарата.
Изменяя показатели (Е) и (t) можно обеспечить режим работы для разных металлических конструкций, имеющих минимальную толщину.
Различия в технологии проведения лазерной сварки разных металлов
Технология проведения сварки с помощью лазера для различных сплавов металлов имеет свои особенности.
Например, перед проведением работ со стальными изделиями их нужно обязательно очистить: снять окалину, избавиться от коррозии.

Изделие должно быть сухим. Это поможет избежать образования пор, оксидной пленки и трещин в самом шве. Последнее особенно важно при сваривании труб из стальных сплавов. Зону сварки нужно обезжирить.
Предварительная обработка нужна и изделиям из алюминия, магния и цветных металлов.
Если изготавливаются трубы из нержавейки, то их сваривают строго встык. Шов внахлест не допускается из-за возникающих напряжений в металле.
Быстрота проведения лазерной сварки исключает образования окисных соединений в зоне расплава, поэтому при ее проведении не требуется создания защитной среды или вакуума в отличие от других видов сварки.
Это свойство особенно важно при сварке титановых сплавов. Они используются в ответственных изделиях атомной и авиационной промышленности. Поэтому, чтобы избежать образования зерен в зоне нагрева этого металла до высоких температур, часто применяют лазерную сварку.
Ручная сварка
Соединение деталей можно осуществлять с помощью ручной лазерной сварки.
Миниатюрный станок для ее самостоятельного проведения сейчас можно выбрать без труда. Их достаточно много в продаже по приемлемой цене с разными параметрами настройки режимов работы.

С помощью такого станка легко можно провести:
- ремонт с помощью сварки миниатюрных изделий, например, ювелирных, оправы для очков;
- точечную спайку (сварку) в стык;
- наплавку;
- ремонт пресс-форм;
- обрабатывать предметы медицинского назначения;
- сварочные работы в области микроэлектроники.
Заключение
Лазерный способ сварки металлов сегодня особенно востребован во многих областях. С помощью этой технологии можно бесконтактно соединять материалы с разными электрохимическими свойствами. Это позволяет проводить работы в труднодоступных местах. Работы можно проводить на малых площадях с большой точностью.
Однако ее применение ограничено значительной стоимостью из-за высокой цены оборудования.
Лазерная сварка.docx
Лазер открывает возможность развития технологических процессов обработки материалов в ряде областей машино- и приборостроения.
Высокие плотности мощности лазерного излучения, существенно превосходящие другие источники энергии, позволяют не только значительно увеличить производительность обработки, но и получить качественно новые результаты, недоступные традиционным методам обработки.
Одним из применений лазера в машиностроении является соединение элементов сваркой.
Термин "лазер" происходит от первых букв английской фразы: "Light amplification by the stimulated emission of radiation", что означает в переводе: "Усиление света посредством индуцирования эмиссии излучения". Академик Н.Г. Басов, удостоенный в 1964 г. совместно с академиком А.М.Прохоровым и американским ученым Ч.Таунсом Нобелевской премии за теоретическое обоснование и разработку лазеров, так характеризует лазер: "Это устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля – лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется ее высокой концентрацией и возможностью передачи на значительное расстояние".
1. ОСНОВЫ ТЕХНОЛОГИИ ЛАЗЕРНОЙ СВАРКИ
1.1. Основные элементы оборудования для лазерной сварки
В понятие «технология» входит целый комплекс мероприятий по изменению формы, размеров и свойств материалов, которые в конечном счете приводят к получению изделий с заданными техническими требованиями. При разработке технологического процесса решаются как чисто технические, так и организационно- экономические задачи.
Наиболее важными вопросами при разработке технологии являются: выбор соответствующего оборудования; оптимизация параметров сварки; выбор номенклатуры изделия; конструирование оптимального типа соединения; отработка технологических приемов сварки различных типов соединений.
Одним из основных этапов проектирования любого технологического процесса является выбор соответствующего оборудования. От правильного выбора оборудования в значительной степени зависит качество получаемого изделия, производительность процесса и экономический эффект применения данного метода.
Оборудование для лазерной обработки вообще и для сварки в частности включает в себя следующие основные элементы:
- технологический лазер;
- систему отклонения и фокусировки луча;
- систему наблюдения;
- оснастку для крепления и перемещения детали;
- средства контроля за параметрами процесса.
Все эти элементы входят в состав лазерной технологической установки (рис. 1.1).
Рис. 1.1. Структурная схема лазерной технологической установки:
1 — технологический лазер; 2 — лазерное излучение; 3 — оптическая система; 4 — обрабатываемая деталь; 5 — устройство для закрепления и перемещения детали; 6 — датчики параметров технологического процесса; 7 — программное устройство; 8 — датчики параметров излучения.
Основным элементом оборудования является технологический лазер, отличающийся надежностью и простотой эксплуатации в жестких условиях производства, а также имеющий высокий ресурс работы и воспроизводимость параметров излучения.
Выбор типа лазера для осуществления той или иной сварочной операции должен осуществляться с учетом следующих положений и рекомендаций:
- на основании чертежа детали и технического задания на ее изготовление определить технологические операции, при выполнении которых потребуется лазер;
- установить требуемую глубину проплавления и ширину шва; учесть при этом состав свариваемого материала;
- оценить масштабы производства, его тип и требуемую производительность;
- определить возможности предприятия по затратам на приобретение и эксплуатацию того или иного типа лазера;
- рассчитать экономическую эффективность от применения лазерной сварки;
оценить возможности предприятия по площадям, культуре производства и подготовленности кадров.
Отклоняющие системы служат для изменения направления луча от источника до детали. При проектировании или выборе этих систем необходимо учитывать следующие положения и требования.
1. Взаимное расположение детали и источника излучения необходимо проектировать с таким расчетом, что бы расстояние между ними было минимально возможным. Также необходимо сводить к минимуму количество отклоняющих элементов. При соблюдении этого условия достигается снижение потерь излучения на отражение и рассеивание.
2. Для изменения направления излучения с длиной волны, лежащей в видимой или ближней инфракрасной части спектра, используют призмы полного внутреннего отражения и интерференционные зеркала с многослойными диэлектрическими покрытиями. Такие системы применимы в основном для твердотельных технологических лазеров с длиной волны 1,06 мкм и невысокой мощностью излучения.
3. В системах с мощными газовыми лазерами с длиной волны излучения 10,6 мкм применяют металлические, преимущественно медные зеркала. При использовании С02-лазеров мощностью до 200 Вт возможно применение стеклянных зеркал с покрытиями из золота или алюминия.
4. При выборе или конструировании отклоняющих систем необходимо учитывать возможность их нагрева вследствие поглощения излучения. При относительно небольших мощностях излучения, особенно в непрерывном режиме работы лазера, это может привести к термическим деформациям оптических деталей, к изменению их оптической силы и, следовательно, к изменению параметров сфокусированного пучка, а также к увеличению аберраций.
Фокусирующая система служит для создания необходимой плотности мощности на поверхности детали.
Система наблюдения служит для наблюдения, контроля и наведения излучения на обрабатываемую точку.
Существуют две основные схемы систем наблюдения:
1. Система наблюдения соосна с фокусирующей системой.
2. Система наблюдения расположена под углом к фокусирующей системе.
Соосная система выполняется путем соответствующей установки отклоняющих зеркал и призм, полупрозрачных зеркал или зеркал с отверстиями. Такая схема применена в системе наблюдения СОК-2, которой оснащены установки серий КВАНТ. Для точного наведения луча на место сварки в оптических системах с совмещенными фокусирующими объективами и микроскопом применяется сетка с перекрестием, обеспечивающим максимальную точность наведения. Соосные системы наблюдения применяются преимущественно для лазеров с длиной волны излучения в ближней инфракрасной области.
Помимо рассмотренных функций оптическая система может обеспечивать перемещение; расщепление; сканирование и модуляцию луча.
В большинстве случаев относительное перемещение детали и источника нагрева осуществляется за счет движения детали. Однако в случае высоких скоростей сварки и увеличенных габаритов деталей удобнее использовать систему перемещения луча. Это позволяет уменьшить массу подвижных узлов, что облегчает управление их перемещением, способствует повышению точности обработки.
Перемещение луча достигается следующими методами (рис. 1.2, а, б, б).
Рис. 1.2. Схема перемещения луча при неподвижной детали:
а — перемещение отклоняющего зеркала вдоль детали; б — колебания отклоняющего зеркала; в — круговое вращение системы зеркал
1. Использование системы подвижных зеркал, перемещаемых по соответствующим координатам.
2. При небольших перемещениях используют изменение угла наклона зеркала по отношению к оптической оси.
3. Для обеспечения кругового перемещения применяют систему вращения зеркала вместе с объективом. Если радиус окружности не превышает радиуса поля зрения объектива, то круговую траекторию движения фокального пятна можно получить путем смещения объектива и его вращения относительно оси луча.
1.2. Фокусирующие системы для лазерной сварки
Излучение на выходе из резонатора технологического лазера представляет собой пучок диаметром от нескольких миллиметров до десятков миллиметров и не обеспечивает высокой степени концентрации энергии и требуемого характера распределения плотности мощности. Для реализации высокопроизводительного процесса лазерной сварки применяют различные оптические системы преобразования параметров лазерного излучения.
Фокусирующие линзы и зеркала. С целью повышения плотности мощности лазерного излучения осуществляют его фокусировку. Для фокусировки применяется как прозрачная оптика проходного типа (линзы), так и отражательная металлооптика (зеркала).
Фокусирующие прозрачные линзы используются при малых мощностях лазерного излучения (до 1. 3 кВт). При повышенных мощностях лазерного излучения все шире начинают использоваться зеркальные фокусирующие системы из металлооптики, обеспечивающие значительно больший срок службы. Зеркальные фокусирующие системы используются в виде одиночного фокусирующего зеркала или какого-либо варианта двухзеркального объектива Кассегрена.
Лазерная сварка с фокусировкой одиночным зеркалом может осуществляться, когда фокусирующее сферическое зеркало установлено под углом к оси падающего излучения. Может использоваться дополнительно плоское зеркало, которое необходимо при обработке крупногабаритных деталей. Если обрабатываемые детали имеют небольшие размеры, то лазерное излучение можно направлять непосредственно на фокусирующее сферическое зеркало (по траектории отраженного от плоского зеркала излучения). Также может использоваться плоское кольцевое зеркало, а фокусирующее сферическое зеркало установливаться соосно с падающии излучением. Эту метод фокусировки целесообразно использовать в тех случаях, когда лазерное излучение имеет кольцевое сечение.
Большими возможностями фокусировки мощного лазерного излучения для технологических целей обладают двухзеркальные объективы(рис.1.3).
Рис. 1.3. Классическая схема
1 — параболоидальное зеркало;
2 — гиперболоидальное зерка-
ло; 3 — лазерный кольцевой
Объектив Кассегрена состоит из большого вогнутого параболоидального и малого выпуклого гиперболоидального зеркал и обладает хорошими фокусирующими свойствами для достижения высокой концентрации энергии лазерного излучения. Однако этот объектив для фокусировки лазерного излучения не применяется, так как имеет существенные недостатки:
1) когда внутренний диаметр кольцевого луча меньше диаметра малого зеркала, происходит экранирование излучения малым зеркалом;
2) изготовление зеркальных поверхностей второго порядка весьма сложно, трудоемко и дорого;
3) на малом зеркале достигается высокая концентрация энергии излучения, что может вызывать тепловые деформации поверхности зеркала и ухудшение вследствие этого фокусирующих характеристик.
Зеркальная оптика для мощных технологических лазеров обычно изготавливается из чистой меди, обеспечивающей высокие значения коэффициентов отражения и теплопроводности.
Металлические зеркала изготавливают достаточно массивными и жесткими, чтобы они могли выдержать высокий уровень лазерного излучения и не допустили значительных тепловых деформаций поверхности зеркал.
Для снижения тепловых деформаций и повышения стойкости в лазерах большой мощности применяют искусственное охлаждение медных зеркал водой. Использование защитных и многослойных просветляющих покрытий позволяет увеличивать стойкость зеркал при хранении и эксплуатации.
Лазерное излучение сравнительно небольшой мощности (до 1. 3 кВт) фокусируется обычно линзами из оптически прозрачных материалов.
2. ОСОБЕННОСТИ ПРОЦЕССА ЛАЗЕРНОЙ СВАРКИ
2.1. Источники энергии
Одним из наиболее широко распространенных технологических процессов в производстве является сварка. Сварка предназначена для получения неразъемных соединений и осуществляется локальным приложением различных видов энергии: электрической, механической, химической и др.
Лазерной сваркой называется технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов по примыкающим поверхностям.
Источником нагрева (при расплавлении) служит сконцентрированный поток излучения квантового генератора (ОКГ). В результате плавления и кристаллизации возникает прочное сцепление (сварной шов), основанное на межатомном взаимодействии. Т.е. лазерная сварка относится к специальным методам сварки плавлением.
Этот метод входит в группу концентрированных источников энергии таких как сжатая дуга, плазма, электронный луч, отличающихся высокой плотностью энергии.
Создание и современное развитие квантовой электроники связано с работами лауреатов Ленинской и Нобелевской премий академиков Н.Г.Басова, А.М.Прохорова.
Нагрев лучистой энергией имеет некоторые преимущества по сравнению с другими способами:
Возможность термической обработки материалов независимо от их электрических и магнитных свойств;
Бесконтактность подвода энергии к изделию;
Незначительное механическое воздействие на зону сварки;
Передача энергии через оптически прозрачные оболочки, что производит процессы сварки и пайки в контролируемой газовой атмосфере;
Квантовые генераторы оптического диапазона позволяют получать интенсивные и остронаправленные пучки света и концентрировать энергию на очень малые площади, равные тысячным долям миллиметра;
Лазерная сварка в отличие от электронно-лучевой не требует вакуумных камер. Процесс осуществляется в атмосфере воздуха либо в среде защитных нейтральных газов (Ar, He), в среде СО2 и др.;
Особенностью лазерного излучения является возможность легкой его транспортировки. С помощью зеркальных оптических систем можно направлять лазерный луч в труднодоступные места, подавать его на значительные расстояния без потерь энергии, появляется возможность легкого и оперативного управления процессом лазерной сварки.
В отличие от электронного луча, дуги и плазмы на лазерный луч не влияют магнитные поля свариваемых деталей и технологической оснастки, что позволяет получить качественное формирование сварного шва по всей длине.
В основу принципа квантового генератора (ОКГ) и усилителя положено индуцированное излучение, связанное с поглощением электромагнитных волн или фотонов атомными системами.
При поглощении фотона его энергия передается атому, который приходит в возбужденное квантовое состояние. Через некоторый промежуток времени атом может спонтанно излучить эту энергию и возвратиться в основное состояние. Пока атом находится в возбужденном состоянии его можно побудить испускать фотон под воздействием внешнего фотона (падающей волны), энергия которого равна энергии фотона, испускаемого атомом при спонтанном излучении. Такое излучение называется индуцированным. Т.е. падающая волна усиливается волной, излучаемой возбужденным атомом. Это явление используется в квантовый усилителях. Квантовые генераторы преобразуют электрическую, световую, тепловую энергию в монохроматическое когерентное излучение электромагнитных волн: ультразвукового, видимого и инфракрасного диапазона.
Излучателем – активным элементом – могут быть:
твердые тела – рубин, гранат с эрбием (АИГ);
жидкие растворы – растворы окиси неодима;
газы и газовые смеси – озон, аргон, СО2.
Для сварки металлов используют твердотельные и газовые лазеры. Различают технологические лазеры импульсно-периодического и непрерывного действия.
Из твердых лазеров для сварки применяют лазеры на рубине (в качестве активного элемента в нем используют стержни из кристалла искусственного рубина). Эти лазеры генерируют обычно импульсно-периодическое излучение на длине волны l=0,69 мкм с длительностью импульса t=10 -3 ¸10 -6 с и энергией в импульсе Wи»10 -2 ¸10 3 Дж, и частотой повторения импульсов ¦max » 10 Гц.
Более высокими значениями мощности отличаются твердотельные лазеры с активным элементом в виде стержней из стекла с примесью неодима. Они генерируют импульсно-периодическое излучение при l=1,06 мкм, при ¦= 0,5´10 2 до ¦= 5´10 4 Гц.
Большими технологическими возможностями обладают твердотельные лазеры с активным элементом из алюмо-итриевого граната с добавкой неодима, они могут работать не только в импульсно-периодическом , но и в непрерывном режиме на длине волны излучения l= 1,06 мкм.
Следует отметить, что средняя мощность излучения твердотельных лазеров достигает в настоящее время сотен ватт. Ограничения по уровню мощности связаны с малыми размерами искусственно выращенных кристаллов и их малой теплопроводностью, что затрудняет их охлаждение в лазерных установках.
КПД преобразования электрической энергии в энергию излучения составляет порядка 2%, в настоящее время ведутся работы по созданию твердотельных лазеров с КПД до 10%.
Большую перспективу для лазерной сварки представляют газовые лазеры, в которых в качестве активной среды используется диоксид углерода СО2. Эти лазеры развивают мощность W от сотен ватт до десятков кВт в непрерывном и импульсно-периодическом режимах генерации излучения с l=10,6 мкм. Имеют высокий КПД преобразования электрической энергии в энергию излучения (10¸20%). У таких излучателей самый широкий спектральный диапазон излучения и наибольшая мощность в непрерывном излучении при достаточно высоком КПД (15¸20%).
Полупроводниковые монокристаллы – арсениды галия, сплавы кадмия с селеном и серой. Генераторы с полупроводниковым излучателем обладают малой массой, экономичны и имеют самый высокий КПД (до 70%).
Излучатель возбуждается и генерирует свет под действием энергии системы накачки:
твердотельные и жидкие активные элементы возбуждаются светом импульсных ламп. В зависимости от энергетических параметров системы накачки лазер работает в импульсном или непрерывном режиме.
В квантовых технологических генераторах обычно используют в качестве основного энергетического элемента рубин (окись алюминия, в которой небольшое количество атомов Al заменено атомами Cr). Обычно используют бледно-розовый рубин, содержащий 0,05% Cr.
Кристалл обрабатывают в виде стержня, длина и диаметр которого определяют мощность излучения. Его торцы полируют до получения оптически плоской поверхности, затем их подвергают серебрению для получения отражающих поверхностей. Рубиновый стержень помещают вблизи электронной лампы вспышки, служащей источником света для оптической накачки.
Энергетическая схема на рубине представлена на рис. 1.

Рис. 1. Энергетическая схема на рубине.
В квантовом генераторе на кристалле рубина атомы хрома находятся в основном состоянии I.
Поглощая фотоны, переходят на вышестоящий энергетический уровень II.
Часть энергии они отдают кристаллической решетке, вызывая повышение температуры, и переходят на метастабильный уровень III.
Под действием индуцирующих фотонов, испускаемых другими атомами хрома, они излучают фотоны, возвращаясь в исходное состояние.
Лазер на кристалле рубина питается от импульсной лампы.
Выходной пучок фотонов является:
Монохроматический световой луч лазера состоит из электромагнитных волн одной длины, и поэтому такой луч фокусируется в малом объеме, практически в точке.
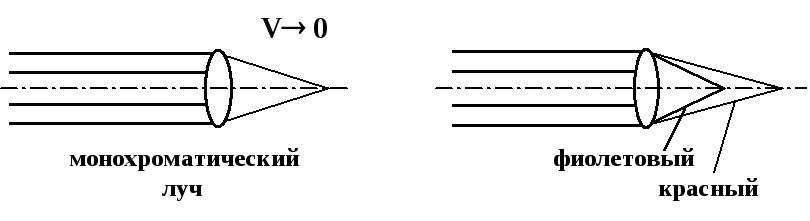
Рис. 2. Фокусировка лучей лазера.
Плотность энергии такого луча в фокусе линзы ровна:
где r – плотность энергии;
Для луча лазера с V® 0 плотность энергии достигает высоких значений 10 7 ¸ 10 8 Вт/см 2 . Продолжительность импульса мала »10 -9 сек.
Сварочная установка представляет собой комплекс оптикомеханических и электрических элементов, основным из которых является квантовый генератор.
Схема установки типа СУ-1 представлена на рис. 3.
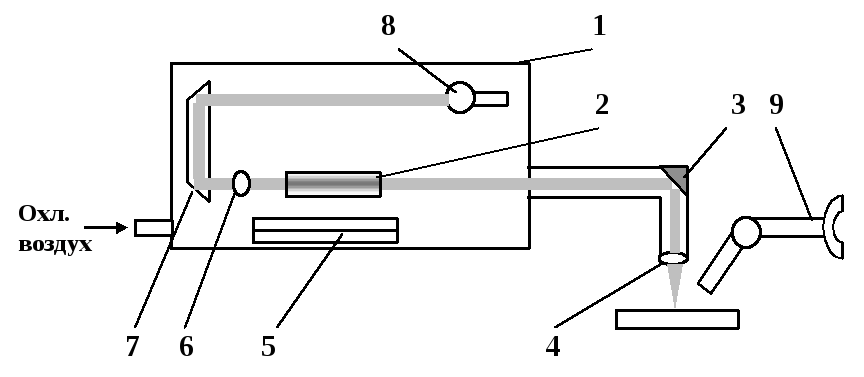
1 – осветительная камера; 2 – кристалл рубина; 3 – призма; 4 – объектив;
5 – импульсная лампа; 6 – конденсаторная линза; 7 – призма;
8 – осветитель; 9 – микроскоп.
Рис. 3. Схема установки типа СУ-1.
Имеется два режима:
Формирующая система луча снабжена сменными объективами (4), которые фокусируют параллельный пучок света, испускаемый генератором в пятно диаметром 0,25¸0,05 мм. Для настройки генератора используется оптическое устройство, состоящее из конденсаторной линзы (6), призмы (7), осветителя (8), имитирующее прохождение излучения от кристалла.
На лампу вспышки подается напряжение, равное 18 кВ.
Существующие оптические квантовые генераторы дают возможность получать частоту повторения импульсов от 1 до 100 в минуту. Частота повторения импульсов и мощность квантового генератора ограничивается охлаждающими системами, отводящими теплоту, возникающую в квантовых генераторах.
Диаметр площади проплавления составляет десятые доли миллиметра, поэтому генераторы используют для получения точечных соединений.
Перспективно для лазерной сварки получение микросоединений. Широкое применение лазерная сварка находит в радиоэлектронике при изготовлении микросхем, микроэлементов и т.д.
Лазерным лучом можно сваривать самые различные композиции металлов, используемых в микроэлектронике: золото-кремний, германий-золото, никель-тонтал и т.д.
Широко применяется резка лазером.
В лазерных установках импульсного действия универсального типа (первое поколение) в качестве активного элемента использовались только кристаллы рубина. В СССР первые технологические установки типа СУ-1 и К-3 были выпущены в 1964 году.
