ОПРЕДЕЛЕНИЕ ГЛУБИНЫ АЗОТИРОВАННОГО СЛОЯ В УГЛЕРОДИСТОЙ СТАЛИ И ИССЛЕДОВАНИЕ ЕГО СТРУКТУРЫ
Шкитенкова Т.В., Малынкин В.Г.
Обнинский государственный технический университет атомной энергетики
В 2003 году в г. Обнинске Калужской области построен завод компании «Реалит» — новое уникальное предприятие производящее алюминиевые профили широкого ассортимента и высокого качества. Завод обладает оборудованием XXI века, не имеющим аналогов в России, и оснащен полной производственной линейкой: от литейного оборудования до горизонтальной порошковой окраски готового профиля с 10 ваннами химической подготовки. В процессе производства инженеры предприятия столкнулись с необходимостью повышения износостойкости рабочего инструмента, изготовленного из углеродистой стали. Существует несколько методов химико-термической обработки, улучшающих качество материала. Как наиболее эффективный выбран метод азотирования поверхностного слоя, выполняемый как технологический процесс диффузионного насыщения азотом.
Известно, что износостойкость коррелирует с повышением микротвердости материала. В связи с этим поставлена задача определения толщины поверхностного слоя и распределения микротвердости по его глубине.
Исследования проводились на поперечном шлифе, который изучался методом металлографии. Слой с измененной травимостью выглядит более темной полосой по сравнению с поверхностью шлифа (см. рис.).
Численные результаты измерения микротвердости показывают, что величина микротвердости на глубине порядка 100 мкм резко падает. Результат измерения микротвердости коррелирует с результатом металлографических исследований. Как видно из рисунка «Шлиф» глубина по микрофотографиям составляет порядка 100 мкм.
На основе проведенных экспериментов и полученных результатов на заводе компании «Реалит» разрабатывается технология азотирования, то есть будут выбраны температура и длительность процесса.

Рисунок. Шлиф с результатами металлографического анализа. Слой с измененной травимостью выглядит более темной полосой по сравнению поверхностью шлифа.
1. Арзамасов Б.Н. Материаловедение: уч.для техн.вузов, 2001.
2. Малынкин В.Г. Получение и обработка металлов и соединений, 1996.
Качество азотированного слоя контролируют методами металлографического, химического, рентгеноструктурного, магнитного и других методов анализа.
В производственных условиях качество азотирования определяют на образцах-свидетелях и непосредственно на деталях. Контролируют толщину слоя, поверхностную твердость, коробление, размеры и качество поверхности (шелушение, трещины т. д.). Образцы-свидетели изготавливают из той же стали, подвергают аналогичной термической обработке, что и азотируемые детали.
После азотирования детали подвергают визуальному осмотру. Азотированная поверхность должна быть матово-серого цвета, хотя наличие цветов побежалости не является браковочным признаком. 100% деталей проверяют на отсутствие шелушения и трещин, особенно вдоль острых кромок при увеличении в 15–30 раз. Контроль твердости проводят на образцах-свидетелях и непосредственно на деталях твердомерами типа Виккерс при нагрузке 50 и 100 Н (5 и 10 кгс) и типа Супер-Роквелл при нагрузке 150 и 300 Н (15 и 30 кгс).
Хрупкость азотированного слоя контролируют по виду отпечатка алмазной пирамиды в соответствии со шкалой хрупкости: 1 и 2 баллы хрупкости соответствуют работоспособным пластичным диффузионным слоям, 3 балл хрупкости недопустим на шлифованных поверхностях, 4 балл хрупкости полностью бракует детали (рис. 6).

Рис. 6. Шкала хрупкости азотированного слоя
Примеры микроструктуры качественного азотированного слоя на образцах из сталей 13Х11Н2В2МФ (ЭИ961), 38Х2МЮА приведены на рис. 7. Микроструктуры, показывающие возможные виды брака при азотировании, приведены на рис. 8: а – сталь 40Х14Н14В2М (ЭИ69); б – 13Х11Н2В2МФ; в – сталь 18Х2Н4ВА.
Оценку качества азотированного слоя проводят путем анализа микроструктуры с учетом двух параметров: глубины азотированного слоя и количества и размеров нитридов.
Качественный азотированный слой выглядит серой полосой без видимых включений нитридов, такой слой характерен для ионного азотирования (рис. 7, а). В азотированном слое допустимы игольчатые включения нитридов, которые образуют тонкий поверхностный слой и тонкие светлые включения, расположенные внутри слоя (рис. 7, б, в).
Нарушение технологии азотирования вызывает разнообразные виды брака (рис. 8). Некачественная очистка поверхности приводит к неравномерной глубине слоя (рис. 8, а). Пересыщение слоя азотом приводит к выделению очень крупных нитридных фаз, как на поверхности слоя (рис. 8, а), так и в глубине слоя (рис. 8, б). Такие включения при эксплуатации деталей выкрашиваются, что приводит к ускоренному разрушению деталей. Сплошной слой нитридов под поверхностью детали приведет к отслоению нитридного слоя (рис. 8, в).

а) Качественный азотированный слой; сталь13Х11Н2В2МФ, сердцевина детали не травится и остается светлой, 450

б) Качественный азотированный слой: содержит тонкие нитриды, располагающиеся поперек потока диффузии, сталь 38Х2МЮА,300

в) Цианирование, сталь 38Х2МЮА, 400
Рис. 7. Примеры микроструктуры поверхностного слоя деталей с качественным азотированным слоем

а) Неровный слой, крупные включения нитридов на поверхности; сердцевина – мертенсит, не травится; сталь 40Х14Н14В2М, 400

б) Очень крупные нитриды в слое, сталь 113Х11Н2В2МФ,400

в) Сплошной слой нитридов под поверхностью детали, сталь 18Х2Н4ВА, 300
Рис. 8 Азотирование: виды брака азотированного слоя по микроструктуре
При азотировании могут появиться следующие дефекты: 1) коробление деталей вследствие возникающих больших напряжений; 2) хрупкость и шелушение азотированного слоя при наличии нитридов, выделившихся по границам зерен в виде сетки; 3) пониженная твердость слоя вследствие повышенной температуры азотирования при наличии на поверхности детали обезугле-роженного слоя или при крупнозернистой исходной структуре азотируемой стали; 4) пористость слоя вследствие недостаточной выдержки деталей при температуре азотирования; 5) пятнистая твердость вследствие неравномерного зерна стали, неполного удаления слоя олова с поверхностей перед азотированием или стекания при азотировании олова с луженых поверхностей детали на азотируемые поверхности.
После азотирования детали подвергают следующим видам контроля: а) внешнему осмотру — азотированная поверхность должна иметь однотонный цвет без пятен; б) проверке размеров — определяют величину коробления; в) измеряют твердость поверхностных слоев на приборе Виккерса; г) определяют толщину слоя на образцах, изготовленных из той же марки стали, что и азотируемые детали; б) определяют хрупкость слоя по виду отпечатка пирамиды прибора Виккерса; в) проверяют пористость слоя при антикоррозионном азотировании.
Цианирование
ОСОБЕННОСТИ СОВМЕСТНОЙ ДИФФУЗИИ УГЛЕРОДА И АЗОТА В СТАЛЬ
Цианирование — процесс одновременного насыщения поверхности детали углеродом и азотом. Этот процесс применяют для повышения твердости, износостойкости и предела выносливости поверхностного слоя. Цианированию подвергают детали из конструкционных низкоуглеродистых и среднеуглеродистых сталей, а также детали из нержавеющих сталей и инструмент, изготовленный из быстрорежущих сталей. Цианирование может производиться в жидких, газовых и твердых средах.
 (ускоряет скорость диффузии углерода) при более низких температурах, чем при цементации. Образующиеся при диффузии азота нитриды (в большом количестве) могут препятствовать насыщению поверхностного слоя углеродом.
(ускоряет скорость диффузии углерода) при более низких температурах, чем при цементации. Образующиеся при диффузии азота нитриды (в большом количестве) могут препятствовать насыщению поверхностного слоя углеродом.
Жидкостное цианирование
Общие сведения. При жидкостном цианировании процесс
 ,
,
 и др.
и др.
У цианистых солей низкая температура плавления (550—650° С), и в чистом виде они не применяются, поэтому к ним добавляют нейтральные соли для повышения температуры плавления и уменьшения испарения.
В зависимости от соотношения количества цианистых и нейтральных солей составы цианистых ванн делят на высокопроцентные (90—95% цианидов), среднепроцентные (40—50% цианидов) и низкопроцентные (1—5% цианидов). По условиям проведения процесса цианирование подразделяют на высокотемпературное, глубокое и низкотемпературное.
Высокотемпературное жидкостное цианирование применяют для повышения твердости (износостойкости) деталей и проводят при 820—870° С; получаемый цианированный слой при этом

 . При нагреве ванны с цианистым натрием происходят следующие реакции:
. При нагреве ванны с цианистым натрием происходят следующие реакции:
на поверхности ванны
Образующиеся при этом активные азот и углерод азотируют и науглероживают поверхностный слой стали.
 не изменяется.
не изменяется.
 поглощается углерод и азот по реакции
поглощается углерод и азот по реакции

а также может разлагаться с образованием углекислоты по реакции

 сначала ослабляет, затем останавливает науглероживание, а при содержании в ванне углекислого натрия, в 3—5 раз превышающем содержание цианистого натрия, происходит обезуглероживание поверхности по реакции
сначала ослабляет, затем останавливает науглероживание, а при содержании в ванне углекислого натрия, в 3—5 раз превышающем содержание цианистого натрия, происходит обезуглероживание поверхности по реакции


 так как при работе они улетучиваются и уносятся
так как при работе они улетучиваются и уносятся
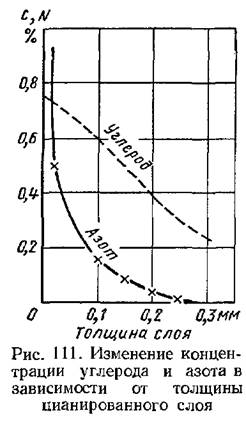
деталями. Концентрация углерода и азота в цианированном слое стали зависит от температуры цианирования. С повышением температуры концентрация углерода в поверхностном слое повышается, а азота понижается. При высокотемпературном цианировании наиболее интенсивное увеличение толщины слоя и содержания в нем углерода и азота происходит в начале процесса в течение первого часа выдержки. Поэтому длительность высокотемпературного цианирования обычно не превышает 1,5 ч. Углерод распределяется в цианированном слое более равномерно по сравнению с азотом, содержание которого резко понижается от периферии к центру (рис. 111). Ванны с цианистым натрием удобны в работе. Зеркало ванны в процессе работы совершенно чистое, что позволяет производить частичное цианирование деталей методом неполного погружения их в ванну.
 в виде черного цианида — цианплава гипх
в виде черного цианида — цианплава гипх

При нагреве в ванне протекают реакции:
Для нормальной работы ванны содержание в ней цианида кальция должно быть 0,5—1%. При таком небольшом количестве цианида кальция летучесть продуктов ванны мала, и поэтому можно применить более высокие температуры цианирования.
При цианировании в ваннах с черным цианидом в поверхностных зонах слоя содержится углерода до 1,2%, а азота приблизительно 0,3%. Максимальная толщина слоя, на которую рационально вести цианирование в ваннах с черным цианидом, 0,6 мм, т. е. несколько большая по сравнению с толщиной слоя (0,35 мм), получаемой при цианировании в ваннах с цианистым натрием. Кроме большей активности ванны, преимуществом цианплава ГИПХ является более низкая стоимость по сравнению с цианистым натрием. Недостатком ванн с черным цианидом является то, что при введении его в ванну происходит бурное вспенивание и все зеркало ванны покрывается черной пеной, представляющей собой углерод, содержащийся в черном цианиде, в связи с чем работа на ванне осложняется. Освежение ванны производится через каждые 3—4 ч работы добавлением цианплава в количестве 2—4% массы соли в ванне.
Для придания цианированному слою высокой твердости детали после высокотемпературного цианирования подвергают закалке в воде или масле. Хотя температура цианирования и выше оптимальной температуры закалки, но при небольшой выдержке, применяемой при цианировании, значительного укрупнения зерна не происходит. Поэтому детали закаливают непосредственно из цианистой ванны. Иногда для повышения твердости и предела выносливости детали обрабатывают холодом или подвергают дробеструйной обработке. После закалки производят низкотемпературный отпуск при 160—200° С.
 . При высокотемпературном
. При высокотемпературном
цианировании с последующей закалкой на поверхности образуется мартенсит, далее располагается мартенсито-трооститовая структура. В поверхностной зоне цианированного слоя легированных сталей после закалки образуется аустенито-мартенситовая структура, далее мартенситовая и затем мартенсито-трооститовая.
Для ускорения процесса цианирования и получения более качественного слоя без карбонитридных фаз и повышенного количества остаточного аустенита (в легированных сталях) применяют двухступенчатый процесс (предложенный В. Т. Чириковым). Этот процесс заключается в том, что цианирование проводится в двух ваннах с одинаковой температурой, но различной концентрацией цианистых солей.

 ). При выдержке во второй ванне происходит диф-
). При выдержке во второй ванне происходит диф-
фузия углерода и азота в поверхностном слое. Выдержка в первой ванне 20—40% и во второй ванне 80—60% общей длительности заданной выдержки. При двухступенчатом цианировании уменьшается расход цианистой соли в связи с тем, что закалку (с уносом солей на деталях) проводят из ванны с пониженным содержанием цианистой соли. Недостаток этого способа — усложнение процесса цианирования.
Глубокое цианирование. Отличительные особенности глубокого цианирования — большая толщина слоя (до 1,5—2,0 мм) с высоким содержанием углерода (0,8—1,1%) и низким содержанием азота (0,2—0,3%); применение ванн специального состава; температура 900—950° С. Глубокое цианирование заменяет процесс цементации и поэтому называется жидкостной цементацией. По сравнению с цементацией в твердых и газовых карбюризаторах глубокое цианирование — более быстрый процесс.

В ваннах с цианистым натрием и солями щелочноземельных металлов протекают следующие реакции:

Образующиеся цианиды щелочноземельных металлов являются стойкими и в отличие от цианидов щелочных металлов, образующих при разложении окись углерода, разлагаются с выделением сразу атомарного углерода

что повышает активность ванны.
Под воздействием кислорода воздуха часть цианистого натрия окисляется с образованием углекислого натрия по реакциям, характерным для ванн с солями щелочных металлов.
В ваннах для глубокого цианирования между хлористым барием и образующимся углекислым натрием происходит реакция

 является то, что он почти нерастворим в воде и, следовательно, трудно удалим с деталей.
является то, что он почти нерастворим в воде и, следовательно, трудно удалим с деталей.
Оптимальный состав ванны для глубокого цианирования следующий:

во время работы

Хлористый натрий вводят в ванну для понижения температуры плавления, увеличения жидкотекучести и улучшения смывания с деталей остатков солей.
Для поддержания в процессе работы цианирующей активности ванны ее регулярно освежают не только цианистым натрием, но и хлористым барием. Если в ванну не добавлять хлористый барий (количество его все время уменьшается), то в ванне будет накапливаться углекислый натрий и активность ванны будет снижаться. При регулярном освежении активность ванны сохраняется в течение двух-трех месяцев работы. После этого срока работы необходима полная смена солей.

Глубокое цианирование проводят при высокой температуре (900—950° С) в течение нескольких часов. После цианирования детали охлаждают на воздухе, а затем подвергают закалке и низкотемпературному отпуску. Жидкостное цианирование проводят в электродных ваннах, которые целесообразно устанавливать в поточную линию.
