Содержание
 При изготовлении моделей или устройств, содержащих часто отвинчиваемые детали, нередко возникает необходимость выполнить накатку (рифление) наружных поверхностей гаек или головок винтов. С этой целью обычно применяют специальное приспособление, состоящее из одного или двух мелкозубых закаленных роликов в оправке. В процессе вращения детали, закрепленной в патроне токарного станка, зубья роликов вдавливаются в поверхность и образуют на ней рифление. При наличии соответствующего оборудования данная операция совсем не сложна. Однако как быть, если нужно сделать накатку в домашних условиях?
При изготовлении моделей или устройств, содержащих часто отвинчиваемые детали, нередко возникает необходимость выполнить накатку (рифление) наружных поверхностей гаек или головок винтов. С этой целью обычно применяют специальное приспособление, состоящее из одного или двух мелкозубых закаленных роликов в оправке. В процессе вращения детали, закрепленной в патроне токарного станка, зубья роликов вдавливаются в поверхность и образуют на ней рифление. При наличии соответствующего оборудования данная операция совсем не сложна. Однако как быть, если нужно сделать накатку в домашних условиях?
В этом случае могу порекомендовать простой и проверенный практикой способ. Необходимо иметь лишь обычные слесарные тиски, два одинаковых новых плоских напильника, молоток и два круглых прутка или гвоздя, желательно диаметром не менее 5—6 мм.
Способ заключается в следующем. Деталь, на поверхности которой необходимо получить рифление, помещают между двумя напильниками в тиски. При этом между одним из напильников и губкой тисков устанавливают гвозди, выполняющие роль катков. Расстояние между гвоздями выбирается небольшим, чтобы уменьшить изгибающий-момент, действующий на подвижный напильник, но не менее 1,1—1,5 диаметра детали, на поверхности которой выполняется накатка. Вся система сжимается тисками. При этом нужно быть очень осторожным, чтобы не сломать подвижный напильник, работающий на изгиб. Рабочие поверхности напильников при установке смазывают маслом.
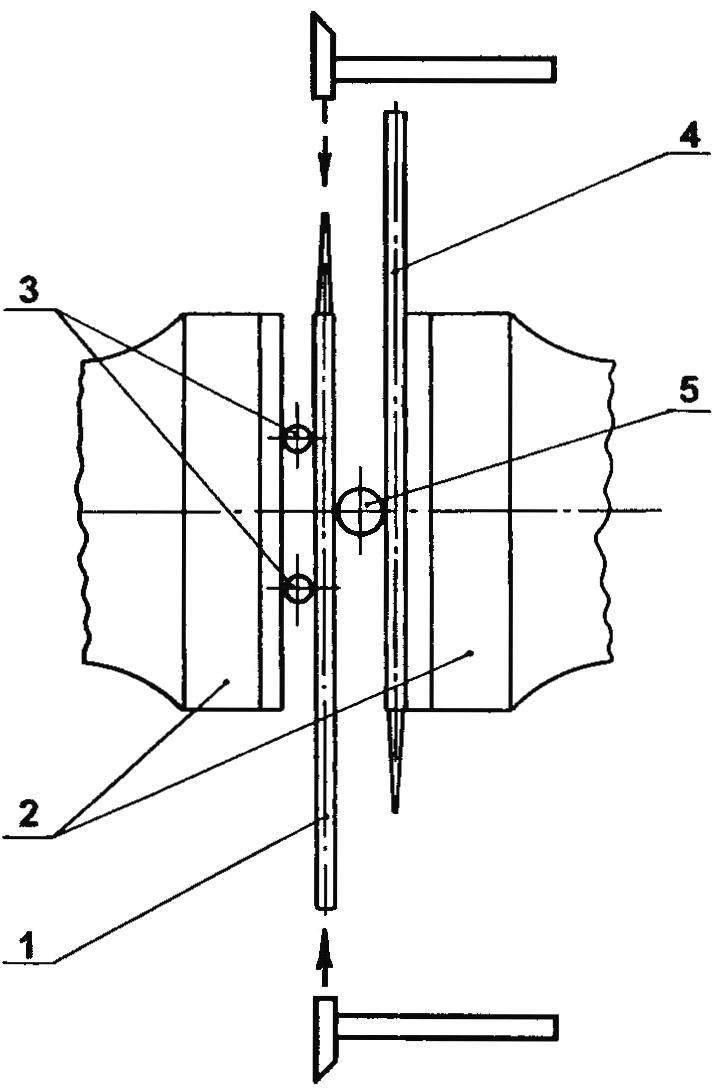
Схема накатки с помощью напильников:
1 — подвижный напильник; 2 — тиски; 3 — катки (гвозди); 4 — неподвижный напильник; 5 — деталь
Сжав тиски, ударяют молотком по подвижному напильнику — так, чтобы деталь совершила один оборот. Затем, после дополнительного поджатия винта тисков, операцию повторяют в обратном направлении. Обычно для получения рифления вполне удовлетворительного качества бывает достаточно двух-трех продольных ходов напильника (естественно, при хорошем состоянии последнего). Наилучшие результаты дает применение напильников с мелкой насечкой — с шагом не более 0,5 мм.
Во избежание травм необходимо работать в очках, а конец напильника, по которому бьет молоток, защитить накладкой из мягкого металла.
В. ЗВЕЗДАКОВ, г. Барнаул
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Автор: Лабиринт, 2 апреля 2015 в Общий
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.

Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.

Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.

Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Видео-инструкция по изготовлению приспособления для накатки на токарном станке своими руками
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
