Содержание
- Содержание
- История [ править | править код ]
- Классификация и устройство прокатных станов [ править | править код ]
- Для чего необходимо это оборудование
- Разновидности прокатных станов
- Составные элементы прокатного стана
- Изготовление прокатного стана своими руками
- 1 Назначение и роль прокатного стана
- 2 Какие могут быть виды прокатных станов?
- 3 Устройство прокатного стана – особенности механизмов
- 4 Можно ли сделать прокатный станок своими руками?


Прока́тный стан — комплекс оборудования, в котором происходит пластическая деформация металла между вращающимися валками. В более широком значении — система машин, выполняющая не только прокатку, но и вспомогательные операции:
- транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана,
- передачу прокатываемого материала от одного калибра к другому,
- кантовку,
- транспортирование металла после прокатки,
- резку на части,
- маркировку или клеймение,
- правку,
- упаковку,
- передачу на склад готовой продукции и др.
Содержание
История [ править | править код ]
С развитием железнодорожного транспорта значительно увеличилась потребность в прокатной продукции. Первые рельсы были чугунными, однако в начале XIX века в Англии перешли на производство железных рельсов. В 1828 году появился первый прокатный стан для прокатки рельсов из пудлингового железа, а с 1825 года [ источник не указан 291 день ] начали прокатывать рельсы из бессемеровской стали, впервые отлитой через 30 лет. Рельсы были главным продуктом прокатного производства. Помимо рельсов надо было производить различные детали паровозов, броня требовалась и для развития флота, в котором деревянные корабли заменялись металлическими бронированными. Первый броневой прокатный стан был сконструирован в 1859 году русским механиком В. С. Пятовым. До этого броневые листы получали сковывая между собой более тонкие листы. Все эти станы были довольно примитивными: валки станков приводились во вращение от водяного колеса, а позднее- паровой машины. Перемещение горячего металла к стану и от него осуществлялось вручную. В одном из музеев старого уральского завода имеется картина: по железному горячему настилу с помощью крючков бригада рабочих передает раскаленную болванку к стану. Труд прокатчика был самым тяжелым на заводе [1] .
Первые станки [ править | править код ]
Считается, что первый прокатный стан (с деревянными валками) был сконструирован ещё Леонардо да Винчи. Первые прокатные станы появились в конце XVI века По своему устройству они были весьма просты и представляли собой деревянные станки с двумя железными валками. Верхний валок насаживался на четырёхгранную ось. На один конец этой оси надевалась большая крестовина. Между двумя валками вставляли одним концом нагретую до высокой температуры металлическую болванку, а затем начинали вращать крестовиной верхний валок. Болванка проходила между валками и сплющивалась. На таких станах прокатывали сначала свинцовые листы, идущие на изготовление органных труб, а затем стали прокатывать серебро и золото для чеканки монет [2] .
Долгое время было распространено мнение, будто железо прокатывать нельзя. Нагретое железо быстро остывало от соприкосновения с валками при медленной работе. Остывшее же железо не поддавалось раскатке, его можно было только сгибать и резать [2] . Первые прокатные станы для производства полосового железа и мелкого сорта были изготовлены в XVIII в. Они приводились во вращение от водяных колес.
Дуо и Трио-станы [ править | править код ]
Дуо-станы [ править | править код ]
Прокатка в таких станках происходила следующим образом. Стальные слитки или болванки нагревались до высокой температуры в особых печах и затем подавались во вращающиеся валки. Теперь вращались уже оба валка: и верхний и нижний. Металл затягивался в щель силой трения. Это достигалось вращением валков в разные стороны. Прокатать толстую болванку в тонкий лист нельзя в один раз. Поэтому прошедшую через валик полосу передавали обратно «вхолостую» через верхний валок, поджимали тем временем друг к кругу валки и вновь пропускали полосу, но уж в более узкую щель. Повторяя эту операцию несколько раз, получали уже полосу необходимой толщины. Чтобы избежать необходимости прижимать верхний валок к нижнему, в некоторых прокатных станах на валках вытачивали борозды или ручьи (калибры). Слиток подавался сначала в больший калибр, затем в меньший и так далее. Благодаря этому не надо было каждый раз регулировать расстояние между валками [2] .
Трио-станы [ править | править код ]
Чтобы увеличить производительность прокатных станов, начали делать не два валка, а три. Такой стан назывался трехвалковым или станом «трио». Теперь полосу не надо было передавать обратно «вхолостую». Её пропускали в обратную сторону между средним валком и третьим, верхним. Верхний валок вращается в ту же сторону, что и самый нижний, но в противоположную сторону по сравнению со средним валком. Для подачи металла между средним и верхним валком в прокатных цехах устанавливалось особое приспособление, называемое «подъемным столом». Подъемный стол представлял собой платформу, на которую попадала болванка, выходя между нижними и средним валками. Рабочий, управлявший подъемным столам, пускал воду или пар в цилиндры, на которых покоилась платформа. Воздух или пар двигали поршень в цилиндре и поднимали стол на уровень щели между средним и верхним валками [2] .
Блюминг [ править | править код ]
Основная часть блюминга—это две станины, в которые вложены два стальных вала. Верхний вал может приподниматься и опускаться. Прокатные валы блюминга приводятся во вращение электромотором. Слиток подъезжает на роликах к валам. Как только он коснется поверхности валов, они захватывают его в зев, сжимают, вытягивают, делают тоньше и выталкивают на другую сторону. Далее разъем между валами делается меньше. Затем двигатель, вращающий валы, делает «реверс», то есть начинает вращаться в обратную сторону. Слиток на роликах снова подкатывается к валам, но уже с другой стороны, валы снова захватывают его, снова сжимают, делают ещё тоньше и ещё длиннее. Чтобы избежать получения длинного листа вместо болванки, после нескольких пропусков, слиток при помощи особого, так называемого кантовального аппарата, поворачивается на 90°. Кантовальный аппарат имеет рычаги с крючками на концах. Этими крючками слиток, вышедший из валков, подхватывается сбоку, под нижнюю сторону. Рычаги поворачиваются, как на шарнире, и переворачивают своими крючками слиток на 90°(кантуют) [2] .
Классификация и устройство прокатных станов [ править | править код ]
Главный признак, определяющий устройство — его назначение в зависимости от ассортимента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
- заготовочные, в том числе станы для прокатки слябов и блюмов,
- листовые и полосовые,
- сортовые, в том числе балочные и проволочные,
- трубопрокатные
- деталепрокатные (бандажи, колёса, оси и т. д.).
По технологическому процессу делят на следующие группы:
- литейно-прокатные (агрегаты),
- обжимные (для обжатия слитков), в том числе слябинги и блюминги,
- реверсивные одноклетевые,
- тандемы,
- многоклетевые,
- непрерывные,
- холодной прокатки.
Сложно назвать отрасль промышленности, где не применяется металл и изделия из него, для производства которых активно используется прокатный стан. Металлургические предприятия сегодня предъявляют достаточно высокие требования к оборудованию. Именно поэтому современные промышленные машины, в частности прокатные станы, значительно отличаются от моделей, которые выпускались ранее.
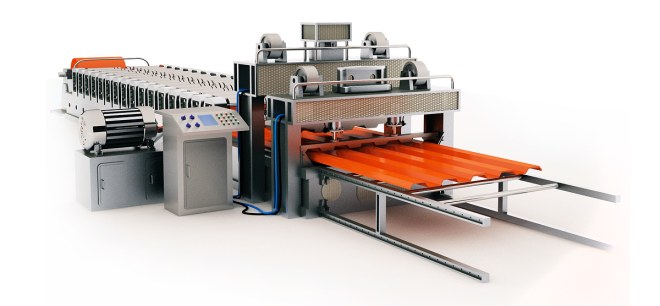
Прокатный стан для производства профнастила
Для чего необходимо это оборудование
Потребность в таком прочном и надежном материале как металл постоянно растет, что приводит к необходимости открытия новых металлургических предприятий и модернизации уже работающих. Список отраслей промышленности, в которых без применения металла просто не обойтись, можно продолжать до бесконечности. Это машиностроение, автомобиле- и судостроение, строительная сфера и многие другие.
Для того чтобы металлическая руда превратилась в металлопрокат определенной марки, необходимо выполнить массу основных и вспомогательных операций, для каждой из которых используется специальное оборудование. Одним из основных типов металлургического оборудования, на котором в результате пластической деформации из раскаленной заготовки получается лист металла, является прокатный стан. Именно на нем производится основной объем работ, выполнением которых занимаются металлургические предприятия.
Разновидности прокатных станов
Как мы уже выяснили, прокатный стан — это оборудование, на котором за счет последовательно выполняемых операций металлическая заготовка превращается в сортовой прокат с требуемыми геометрическими параметрами. В зависимости от параметров конечного продукта, эти машины могут быть нескольких типов. Заготовочные и обжимные (слябинги и блюминги) предназначены для получения из крупного слитка металла заготовки, которая поступает для дальнейшей обработки на специальное прокатное устройство. К оборудованию последнего вида, на котором уже получают металлический прокат требуемой конфигурации, относятся сортовые, трубные и проволочные станы.
К категории сортовых станов относится оборудование для производства различных видов проката. Так, это могут быть станы для производства листовой стали, уголков, швеллеров, рельсов и др. В зависимости от своих функциональных возможностей, такие станы могут быть крупно- и среднесортными, рельсопрокатными и категории MPS, на которых получают профили различного сечения. Листовые прокатные станы, способные обрабатывать заготовки методом холодного или горячего деформирования, используются для получения металлических плит (толщина 50–350 мм), листового металла (3–50 мм) и полос (1,2–20 мм). Готовые изделия после производства сматываются в рулоны массой до 50 тонн.
Классификация прокатных станов, на которых производятся различные виды бесшовных труб, разделяет их на следующие категории:
- непрерывно-удлинительные, на которых производят трубы сечением до 110 мм;
- короткоправочные станы, необходимые для производства труб диаметром 60–450 мм;
- оборудование трехвалкового типа — для изготовления толстостенных труб диаметром 35–200 мм (трубы, получаемые на таком оборудовании, отличаются пониженной степенью разностенности);
- пилигримовые станы, используемые для изготовления бесшовных труб значительного диаметра (400–700 мм).

Прокатная клеть листопрокатного стана
На современных предприятиях применяются также станы деталепрокатного или специального типа. Используются они для производства профильных и трубных заготовок, длина которых не превышает 3 метров. Кроме того, возможности такого оборудования позволяют изготавливать с его помощью заготовки в виде шаров, гнутых профилей, зубчатых колес, винтов, труб с ребристым сечением и др. Доработка заготовок осуществляется уже на предприятиях, которые используют их для производства своей продукции.
Составные элементы прокатного стана
Конструкция любого прокатного стана включает в себя три основных элемента: так называемые рабочие клети, передаточные устройства и приводные электродвигатели. Валки, по которым перемещается листовой или профильный металл, входят в состав рабочих клетей. Также они включают в себя установочные механизмы, станины, плитовины и проводки. Движение всех рабочих частей прокатного стана обеспечивают мощные электродвигатели, которые соединяются с ними посредством элементов передаточного устройства: муфт, шпинделей и шестерен.
Следует знать, что основной характеристикой прокатных станов заготовочного и обжимного типа является диаметр рабочего валка. Если же в процессе обработки заготовки используется сразу несколько рабочих клетей, то в качестве такой характеристики используется диаметр валка, на котором выполняется финишная операция.
Сортовой прокатный стан, где получают изделия сложной формы и с достаточно точными геометрическими параметрами, включает в себя сразу несколько клетей, через которые прокат проходит последовательно в процессе своей обработки.
На современных предприятиях сегодня применяют универсальные прокатные станы, оснащенные 3-мя или 5-ю рабочими клетями. Часть валков таких станов (2–3) имеет диаметр 1350 мм, остальные — 800 мм. Оборудование для получения листового проката значительной толщины, как правило, оснащается одной или двумя рабочими клетями. Рабочая ширина таких станов, формируемая длиной валков, находится в диапазоне 3,5–5,5 метров. Стан для листового металла, чаще всего, оснащается дополнительными рабочими клетями с вертикальными валками, которые обеспечивают обжатие боковых кромок формируемого листа металла. Листовой металл в виде полос производится на устройстве, оснащенном 10–15 рабочими клетями, оборудованными горизонтальными валками с длиной 1,5–2,5 метров и вертикальными валками для обжимания торцов.
У прокатного стана, как видно из его конструкции, может быть значительная длина. Наиболее примечательно в этом плане трубопрокатное оборудование, в состав которого включено одновременно три стана. На первом из них выполняется прошивка отверстия в металлической заготовке, на втором — вытяжка заготовки в трубу, на третьем — калибровка, которая осуществляется для придания готовому изделию требуемого диаметра. На деталепрокатных станах заготовка подвергается как винтовой, так и поперечной обработке.
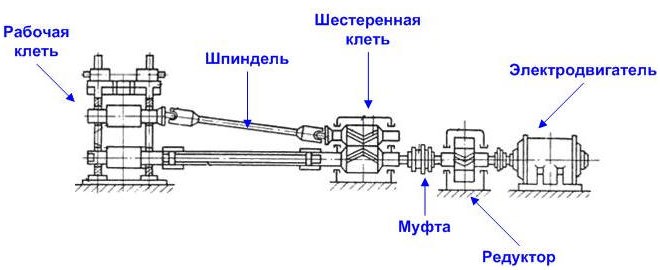
Устройство прокатного стана
Изготовление прокатного стана своими руками
Если вам необходим маломощный прокатный стан для использования в домашней мастерской, то его вполне возможно сделать своими руками. Использовать такое оборудование, несмотря на простоту его конструкции, можно для выполнения различных видов работ. Так, с его помощью получится самостоятельно изготавливать проволоку различного диаметра, рихтовать или резать листовой металл, толщина которого не превышает 0,5 мм.
Для того чтобы изготовить такое прокатное оборудование, понадобятся следующие конструкционные элементы: две мощные стойки, стальной прут диаметром 5 см, верхняя плита, болты с гайками (М10), две шестерни и зубчатое колесо, бронзовые втулки и подшипники, пружины и упоры.
Собирается конструкция такого самодельного прокатного стана в следующей последовательности:
- из стоек и стальной плиты путем их соединения при помощи болтов и гаек создается подобие клети;
- на стойках монтируют два рабочих вала, которые предварительно вытачивают из стального прутка и закаляют для придания им повышенной твердости;
- нижний вал устанавливается между стоек при помощи втулок с подшипниками, а верхний вал, являющийся подвижным, монтируется на специальные ползуны, движение которых вверх ограничивается упорами;
- постоянное сжатие двух рабочих валов обеспечат пружины, которые следует закрепить одновременно на плите-основании и верхнем валу.
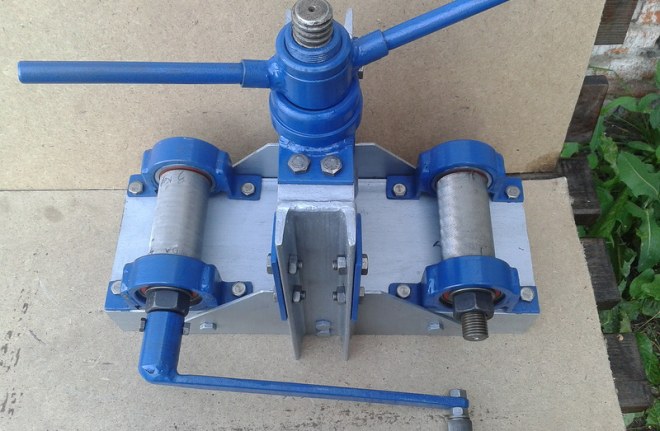
Вариант исполнения ручного прокатного стана
Для того чтобы такой прокатный стан работал, необходимо обеспечить синхронное вращение рабочих валов. Решается эта задача за счет зубчатой передачи, которая передает крутящий момент от шестерни, закрепленной на нижнем валу, к шестеренке, установленной на одной оси с верхним валом. Чтобы привести в движение весь механизм, необходимо прокрутить рукоятку, жестко соединенную с нижней шестерней. Что удобно, зазор между рабочими валами такого стана можно регулировать.
Универсальность такого оборудования обеспечивается за счет установки на него валов разной конструкции. Так, использование валов в виде дисковых ножей дает возможность резать листовой металл, а рабочие элементы с канавками требуемого размера позволяют производить проволоку. Можно использовать такое несложное оборудование и для того, чтобы формировать ребра жесткости на заготовке. Для этого необходимо установить на него рабочие валы, которые будут соприкасаться своими поверхностями по принципу «паз-гребень».
С развитием металлургии сильно возросли требования и к используемому в данной области оборудованию, так что современный высокопроизводительный прокатный стан отличается от своих предшественников.
1 Назначение и роль прокатного стана
Одной из самых важных областей промышленности является производство металла, и с этим поспорить довольно тяжело, ведь от того, насколько развита данная отрасль, зависит не только состояние народного хозяйства, но и экономика всего государства. При этом стоит учитывать, что потребность человечества в этом прочном материале постоянно растет. Поэтому сейчас практически невозможно представить себе промышленную область, где бы не участвовала металлургия. Она применяется и в машиностроении, и в строительстве, и в кораблестроении – в общем, список можно продолжать и продолжать. Завершающим же технологическим этапом производства столь нужного материала является получение проката.

Безусловно, добиться результата можно, только используя специальное оборудование, которое путем пластической деформации осуществляет прокат. Вообще, на производстве слаженно работает целый комплекс машин, в их функции входит не только основная операция, но и ряд вспомогательных. Это, например, подача сырья, калибровка материала, кантовка, а также транспортировка уже готовой продукции. Кроме того, автоматизированы и такие процессы, как резка, маркировка, правка, упаковка и, конечно же, передача на склад. Но в этой статье мы разберем именно стадию проката и соответствующие агрегаты.
2 Какие могут быть виды прокатных станов?
Виды прокатных станов можно разделить по назначению в зависимости от типа выпускаемого продукта. Так существуют заготовочные и обжимные станы, к последним относятся слябинги и блюминги. Это своего рода черновое оборудование, в их функции входит переработка большого слитка металла в заготовку, поступающую в дальнейшем на прокатку в другие цеха, продукция на разных типах этих станков различается геометрической формой. После них материал идет на сортовые, трубные либо же проволочные машины, где происходит более специализированный прокат.
Сортовые станы имеют достаточно разнообразные возможности. Так, на них изготавливаются многие виды швеллеров, балки, уголки, разные типы профилей, рельсы и широкополосная сталь. Типы этих машин делятся в зависимости от заданной программы, так существуют крупносортные, среднесортные, рельсопрокатные, а также установка MPS для изготовления профилей. Листовые агрегаты могут быть как горячей, так и холодной прокатки. Выпускаемая продукция делится в зависимости от габаритов на плиты толщиной от 50 до 350 мм, 3–50 миллиметровые листы и полосы (1,2–20 мм). Последние, как правило, сматывают в рулоны весом до 50 тонн.

С трубопрокатным оборудованием все ясно уже из его названия, оно необходимо для получения бесшовных труб различного диаметра. Так производят следующие изделия:
- на непрерывно удлинительном стане выходит продукция сечением до 110 мм;
- на короткоправочном – 60–450 мм,
- трехвалковый стан выпускает толстостенные трубы с пониженной разностенностью, диаметр которых составляет 35–200 мм;
- для получения бесшовных труб довольно большого диаметра (400–700 мм) нашли свое применение пилигримовые агрегаты.

Последний тип прокатного оборудования – специальное (деталепрокатное), на котором осуществляется производство труб и профилей длиной не более трех метров, а также шаров, винтов, гнутых профилей, ребристых труб, зубчатых колес и т. д. Далее эти заготовки дорабатываются уже непосредственно в автомобильной, мебельной либо иной промышленности.
3 Устройство прокатного стана – особенности механизмов
Устройство прокатного стана включает три основных узла: рабочие клети, электродвигатели и передаточные устройства. В состав первых входят валки, установочные механизмы, станины плитовины и проводки. Электродвигатели же выполняют одну из самых важных функций – вращают валки посредством передаточных устройств, состоящих в большей степени из муфт, шестерен и шпинделей.

Главной характеристикой обжимных и заготовочных станков является диаметр рабочего валка, если же участвуют сразу несколько клетей, тогда руководствуются только численными показателями чистовой, именно значение ее параметра обычно упоминается в названии.
Сортовое оборудование обычно состоит из нескольких последовательно расположенных клетей, так, например, универсальные станы имеют 5 или 3 клети, из которых 3 или 2, соответственно, имеют горизонтальные валы диаметром приблизительно 1350 мм, а сечение валов у оставшихся – около 800 мм. Толстолистовые станы обычно имеют одну или две клети, дина же валков составляет 3500–5500 мм, очень часто с целью обжатия боковых кромок они оснащаются дополнительными клетями с вертикальными валками. Наиболее же распространенными среди агрегатов для прокатки полос являются широкополосные, количество клетей в них от десяти до пятнадцати, длина бочки валов колеблется в пределах 1500–2500 мм. Они также имеют и дополнительные клети с вертикальными валками.

Как видно, иногда эти агрегаты могут занимать очень много места. А вообще, трубопрокатное оборудование в основном состоит из 3 станов, так как сначала осуществляется прошивка отверстия в заготовке путем винтовой прокатки, затем данную заготовку следует вытянуть в трубу, и последней операцией является калибровка, т. е. достижение необходимого диаметра. Основой деталепрокатных механизмов является принцип винтовой и поперечной обработки.
4 Можно ли сделать прокатный станок своими руками?
Безусловно, если говорить о крупном промышленном производстве, то здесь ни о какой самодеятельности не может идти и речи, но для домашнего использования можно сделать прокатный станок своими руками. Однако не надо недооценивать подобное оборудование, так как с его помощью можно не только получать проволоку разного сечения, но и осуществлять рихтовочные работы или резать листовые материалы, толщина которых не будет превышать полмиллиметра. Итак, нам понадобятся две стойки, верхняя плита, 4 винта М10 и, соответственно, такие же болты, стальной прут диаметром 5 см, втулки и подшипники из бронзы, пружины и упоры, 2 шестеренки и зубчатое колесо.

Соединяем стойки с плитой винтами и болтами так, чтобы получился достаточно прочный остов-клеть. Из прутка вытачиваются 2 валика, с целью увеличения их твердости следует осуществить закалку. Нижний вал монтируется в стойки посредством бронзовых втулок-подшипников, а верхний крепится в ползунах, так он свободно сможет перемещаться по вертикали. Чтобы ограничить их ход вверх, в плите монтируются специальные упоры, ну а снизу устанавливаются пружины, которые стремятся раздвинуть валки.
Обеспечение синхронного поворота упоров происходит за счет зубчатой передачи, расположенной на верхней плите. В ее состав входит зубчатое колесо на оси, запрессованной в центре пластины, оно передает крутящий момент посредством шестеренок, находящихся на хвостовике упоров. Так можно регулировать величину зазора. На нижнем валике есть рукоятка, при ее вращении он прокручивается и передает крутящий момент посредством все той же зубчатой передаче верхнему.

Благодаря специальным насадкам, например дисковым ножам, можно осуществить резку листового металла, а цилиндрические валки с фасонными канавками позволят произвести проволоку нужного сечения. Если же необходимо накатать ребра жесткости, то тут понадобятся валики с симметричным расположением паза и гребня. В общем, возможности данного станка, учитывая то, что он делается в домашних условиях, просто впечатляют.
