Содержание
- Особенности конструкции резца токарного по металлу
- Классификация резцов токарных
- Правила заточки резцов по металлу для токарного станка
- Конструкция токарного резца
- Классификация резцов
- Рекомендации по подбору резца
- Действующие стандарты
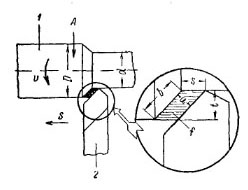
Устройство токарного резца, движения
и элементы резания токарным резцом
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания. Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы. Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие и углеродистые стали разных марок.
Наиболее современными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С. Эти сплавы состоят из тончайших зерен карбидов 1 тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Мета и локер амические твердые сплавы разделяются на три группы: вольфрамовые, титано-вольфрамовые и титано-танталовольфрамовые.
Вольфрамовые твердые сплавы предназначаются для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов. Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, ВК4, В KG, ВК6М, ВК8, ВК8В. Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама. Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама.
Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мк). Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мк).
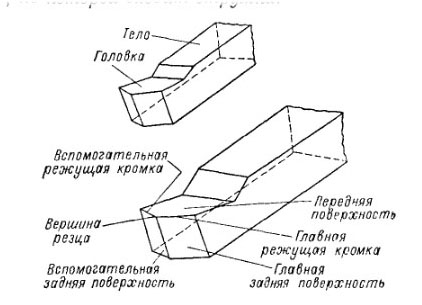
Части конструкции резца и
элементы его головки.
Мелкозернистость сплава сообщает ему износостойкость большую износостойкости нормального сплава дайной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава.
Титано-вольфрамовые твердые сплавы применяю- ся для обработки всех видов сталей. При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта. Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-танталсзольфрамовые сплавы используются в особо тяжелых случаях обработки сталей. В настоящее время в ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама.
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
В последнее время, при определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др. Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более. В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже. Недостатком минералокерамического сплава является его относительно небольшая и нестабильная прочность на изгиб (хрупкость). Поэтому он применяется при получистовой и чистовой обработке чугуна, стали и цветных сплавов. Минералокерамические материалы выпускаются также в виде пластинок.
плане на процесс резания.
Для изготовления токарных резцов используются быстрорежущие стали марок Р18 и Р9. Основными элементами быстрорежущей стали марки Р18, наиболее широко применяемой для изготовления резцов, являются вольфрам (17,5—19%) п хром (3,8—4,4%), сообщающие стали свойство самозакаливаемости и теплостойкости при нагревании примерно до 600° С. Углерод (0,70—0,80%), входящий в состав рассматриваемой стали, соединяясь с вольфрамом и хромом, повышает ее твердость. Кроме того, в быстрорежущей стали марки Р18 содержится небольшое количество (1,0—1.4%) ванадия.
В менее распространенной быстрорежущей стали марки Р9 содержится вольфрам <8,5—10,0%), хром (3,8— 4,4%), углерод (0,85—0,95%), ванадий (2,0—2,6%) и другие не оказывающие существенного влияния элементы.
Кроме сталей Р18 и Р9 в последние годы для изготовления токарных резцов используются быстрорежущие стали марок Р18Ф2, Р14Ф4, Р9Ф5, Р18К5Ф2, Р10К5Ф5 и Р9К9. Буква Р в этих марках обозначает вольфрам, буква Ф — ванадий, буква К — кобальт. Цифры, стоящие после букв, определяют содержание в данной стали этих элементов в процентах. Кроме характеризующих данные марки стали элементов, указанных в их обозначениях, эти стали содержат также углерод, хром,молибден и другие составляющие.
Определить материал резца при отсутствии на нем маркировки можно «по искре».
При затачивании резца из быстрорежущей стали образуется небольшое количество искр красного цвета, похожих на звездочки. Чем больше в стали вольфрама, тем темнее искры и тем их меньше.
Из углеродистых сталей для изготовления резцов применяются стали марок У12А и У10А. В этих марках буква У условно обозначает, что сталь углеродистая; следующие за ней цифры указывают среднее содержание углерода в десятых долях процента, а буква А также условно указывает, что сталь высококачественная. Таким образом, маркой У12А обозначается высококачественная углеродистая сталь со средним содержанием углерода 1,2%. Кроме углерода, в этих сталях содержится марганец, кремний, хром, никель, сера и фосфор. При затачивании резца из углеродистой стали образуется много желтых искр в виде прямых линий.
При нагреве до 200° С резцы из углеродистой стали теряют стойкость и становятся негодными для дальнейшей работы. Поэтому в настоящее время они применяются очень редко и главным образом для обработки материалов мягких и средней твердости, при небольших скоростях резания.
Специалисты, которые неоднократно в своей практике использовали резцы по металлу для токарного станка для выполнения определенных работ, четко понимают, каких типов бывают эти инструменты. Для новичков, кто впервые сталкивается с этими элементами, сложно разобраться, в чем отличительная особенность каждой конкретной модели и как правильно подобрать инструмент для выполнения определенных задач. Разобраться в важном вопросе поможет данная статья.

Токарные резцы — основной рабочий инструмент металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры
Особенности конструкции резца токарного по металлу
Конструкция элемента состоит из державки резца, благодаря которой фиксируется инструмент на станке, и рабочей головки, что непосредственно обрабатывает поверхность заготовки. Державка может иметь квадратное или прямоугольное поперечное сечение. Рабочая часть инструмента сформирована из нескольких смежных плоскостей и режущих кромок. Их угол затачивания зависит от характеристики обрабатываемого материала и вида обработки.

Для достижения заданных параметров детали происходит движение закрепленных в станке резца и заготовки относительно друг друга
Рабочая головка может быть цельной или с приварными или припаянными пластинами. Новинкой являются резцы по металлу для токарного станка со сменными пластинами. Первый вариант представлен цельным с державкой элементом. Такой инструмент может быть изготовлен из специальной высокоуглеродистой инструментальной или быстрорежущей стали. Но такие резцы используются крайне редко.
Преимущественно для металлообработки на токарном станке используются резцы с приварными или припаянными пластинами. Изготавливается инструмент из быстрорежущей стали или твердого сплава, в составе которого присутствуют металлы: титан, вольфрам и тантал. Он отличается высокой прочностью и ценовой политикой. Данный токарный инструмент может быть использован для обработки изделий из цветных металлов, чугуна, любой стали и неметаллических материалов.
Важно! При работе с пластинами из твердых сплавом следует придерживаться правил безопасности, поскольку изделия весьма хрупкие.
Очень часто при обработке материала используются резцы токарные со сменными пластинами. В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами.

Разновидность резцов токарных по металлу со сменными пластинами
Рабочая часть для резца станка токарного может быть изготовлена из твердого сплава (танталово-вольфрамо-титанновые, титановольфрамовые, вольфрамовые), быстрорежущей стали (повышенной или нормальной эффективности), углеродистой стали высокого качества. Резцы могут быть использованы для таких типов токарных станков, как строгальные, токарные, долбежные, револьверто-автоматные и специальные.
Классификация резцов токарных
Согласно ГОСТу существует три вида резцов токарных по металлу:
- токарные и строгальные, у которых режущая часть изготовлена из быстрорежущей стали;
- строгальные и токарные твердосплавные напайные;
- токарные с механическим креплением пластин из керамики, твердых сплавов и других сверхтвердых материалов.
Производители выпускают такие типы резцов:

Типы токарных резцов: о — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, а — отрезные, и —фасонные, к —резьбовые
- резьбовые;
- подрезные;
- расточные;
- универсальные.
В зависимости от направления, в котором совершаются подающие движения, можно выделить такие виды резцов для токарного станка:
- левостороннего типа;
- правостороннего типа.
Для идентификации инструмента необходимо на резец положить руку. Расположение кромки относительно большого пальца правой или левой руки укажет на тип инструмента.
В зависимости от характера работ, существует следующая классификация резцов:
- для выполнения черновых работ, которые еще носят название обдирочные;
- для получистовых работ;
- для проведения чистовых работ;

Рабочий элемент резца подрезного представляет собой острую кромку (клин), который врезается в слой материала и деформирует его
- для осуществления тонких технологических операций.
Режущая пластинка всех резцов, независимо от типа инструмента изготавливается из определенной марки твердых сплавов: ТК5К10, ВК8, Т15К6 и Т30К4. Самыми популярными являются резцы ВК8.
В зависимости от принципа установки различают следующие виды резцов по металлу для станка токарного:
В первом варианте токарный инструмент относительно оси заготовки, которая подвергается обработке, располагается под углом в 90 град. Данный тип изделий получил широкое распространение на промышленных предприятиях, благодаря тому, что резец довольно легко и быстро устанавливается в станок. К тому же существует большой выбор геометрических параметров режущей кромки.

Радиальные приспособления монтируют под углом, который равен 90° к плоскостям обрабатываемых деталей
Тангенциальный токарный резец располагается под любым углом, отличным от 90 град. относительно оси заготовки. Крепление данного инструмента к токарному станку оказывается более трудоемким, чем в предыдущем варианте. Однако тангенциальные резцы обеспечивают более качественную обработку металлической заготовки. Они могут быть использованы для токарных станков автомат и полуавтомат.
В зависимости от расположения главной режущей кромки относительно стержня существуют такие типы токарных резцов:
- прямые – все проекции детали имеют прямую линию;
- отогнутые – верхняя проекция имеет изогнутую линию, нижняя – прямую;
- изогнутые – верхняя проекция отображена прямо линией, а боковая – изогнутой;
- оттянутые – головка резца, которая может находиться на оси или быть сдвинутой влево или вправо, имеет меньшую ширину, чем стержень.

Тангенциальный резец оказывает большее сопротивление по сравнению с радиальным и снимает при равных условиях более крупную стружку
Токарные проходные резцы могут быть:
Проходные прямые резцы используются для обработки внешней поверхности цилиндрической заготовки. Купить прямой проходной резец ГОСТ 18877-73 можно за 280 руб. Державки для такого инструмента могут быть выполнены в двух типоразмерах:
- традиционной прямоугольной формы – 25х16 мм;
- квадратной формы, что используется для производства специальных работ – 25х25 мм.
У проходных отогнутых резцов рабочая часть может быть отогнута в левую или правую сторону, что дает возможность во время выполнения работы огибать заготовку с разных сторон. Помимо обработки торцевой части заготовки на токарном станке, инструмент используется для снятия фаски. Согласно ГОСТ 18877-73 державки для данного типа инструмента может иметь такие размеры:
- 16х10 мм – для учебных станков;

Резец проходной упорный относится к режущим токарным инструментам, которые используются для обработки цилиндрических деталей
- 20х12 мм – нестандартное изделие;
- 25х16 мм – универсальный типоразмер;
- 32х20 мм;
- 40х25 мм – изготавливается на заказ для использования на габаритном станке.
Самым востребованным является упорный отогнутый инструмент режущий для станка токарного. Он применяется для обработки цилиндрических заготовок. Особый изгиб элемента позволяет за один проход снимать с круглой детали лишний металл. При обработке заготовки резец двигается вдоль вращения детали. Отогнутые проходные резцы могут быть левосторонними и правосторонними. Последний вариант на практике используется намного чаще. Купить проходной резец можно за 320 руб.отогнутый
Отрезные и подрезные резцы по металлу
Наиболее распространенным является отрезной резец. Он предназначен для отрезания заготовки необходимого размера от металлической трубы, болванки, прутка, который имеет длину, превышающую требуемое значение. Данный тип резцов тяжело перепутать с другим инструментом. Конструкция изделия состоит из тонкой ножки с припаянной на конце пластиной из твердого сплава. Чем уже ножка, тем меньше рез, что соответственно способствует уменьшению количества отходов. Отсечение заготовки от общего металлического тела осуществляется под прямым углом.

Резец отрезной относится к тем изделиям, которые изготавливаются из быстрорежущей стали, по этому его нельзя применять для работы с калеными металлами и жесткими материалами
Полезный совет! Отрезным режущим инструментом можно вырезать в металлическом изделии тонкие канавки разной глубины.
В зависимости от конструкции исполнения существуют левосторонние и правосторонние отрезные резцы. Чтобы это определить следует повернуть изделие режущей стороной вниз и посмотреть, с какой стороны будет располагаться ножка инструмента. Купить токарный резец отрезной можно за 190 руб.
Производители выпускают режущий инструмент со следующими размерами державки:
- 16х10 мм – для учебных станков;
- 20х12 мм;
- 20х16;
- 40х25 – изготавливается под заказ для крупногабаритных станков.
Подрезной отогнутый резец внешне очень схож с упорным проходным инструментом. Рабочая часть также представлена пластиной из твердых сплавов, но имеет треугольную форму с одной закругленной стороной. При помощи данного типа режущего инструмента можно обрабатывать заготовку поперек оси ее вращения, выставляя резец перпендикулярно.

Подрезной отогнутый резец по металлу для токарных станков в работе
Производители также выпускают подрезные упорные резцы, которые имеют значительно меньший спрос на строительном рынке, что связано с ограниченной сферой использования инструмента.
Державки для резца подрезного ГОСТ 18877-73 бывают таких размеров: 16х10 мм, 25х16 мм, 32х20 мм. Стоимость отогнутого резца в среднем составит 250 руб.
Статья по теме:
Самодельный токарный станок по металлу своими руками: изготовление и эксплуатация
Выбор мощности двигателя. Создание станка на основе дрели. Техника безопасности, модификации.
Резьбовые резцы
В комплект инструментов для станка токарного обязательно должны входить резьбовые резцы на токарный станок. Режущая пластина изделий изготавливается из твердоплавких металлов. Существует два варианта инструмента: для нарезания наружной и внутренней резьбы. Первый тип используется для болтов, шпилек и других металлических деталей, у которых необходимо нарезать резьбу. Пластина резца по форме напоминает наконечник копья. При помощи инструмента можно получить метрическую или дюймовую резьбу, что зависит от конструкции резца. Резцы представлены в таких типоразмерах: 16х10, 25х16, 32х20 мм. Цена изделия составляет 120 руб.

Внутренний резьбовой резец предназначен для нарезания резьбы в металлоизделиях на универсальных токарных станках и станках с ЧПУ
Для нарезания резьбы резцом на токарном станке в полости заготовки используется второй вариант резьбового инструмента. Несмотря на то, что по форме режущей пластины резец схож с предыдущим вариантом, он имеет совершенно иной вид. Благодаря конструктивным особенностям инструмента, его можно использовать для отверстий большого диаметра. Производители выпускают изделия таких типоразмеров: 16х16х150 мм, 20х20х200 мм, 25х25х300 мм.
Державка резца имеет квадратную форму, значения величин которой определяются первыми цифрами обозначений. Третья цифра указывает на длину державки. Именно это значение определяет глубину, на которую во внутренней полости заготовки можно нарезать резьбу. Купить инструмент можно за 270 руб.
Важно! Данный тип резцов можно использовать на токарных станках, оснащенных особым приспособлением под названием гитара.
Расточные резцы
Существует два типа расточных резцов: для расточки глухих или сквозных отверстий. Если в металлической заготовке нет отверстия, необходимо использовать первый вариант инструмента. Пластина расточного резца имеет треугольную форму, как у подрезного, но ее режущая часть имеет изгиб. Такая конструкция позволяет подвести резец с торца заготовки. В этом случае растачивание детали будет происходить от центра, углубляясь внутрь тела заготовки и выполняя отверстие необходимого диаметра.

Схематическое изображения резца токарного расточного для обработки глухих отверстий
Для таких резцов державки могут иметь такие размеры: 16х16х170 мм, 20х20х200 мм, 25х25х300 мм. От размера данного элемента резца будет зависеть максимальный диаметр отверстия в металлической заготовке. Купить резцы по металлу для токарного станка можно за 200 руб.
Важно! Растачивать можно отверстия любого диаметра, главное правильно подобрать типоразмер резца.
Для создания сквозных отверстий в теле заготовки используется второй вариант расточного инструмента. Предварительно необходимо в металлической детали просверлить отверстие большого диаметра. Только потом можно приступить к его растачиванию до нужного размера. Конструкция инструмента характеризуется прямой пластиной, которая не имеет выступов, что позволяет резцу легко проникать внутрь заранее просверленной трубки в теле заготовки, и, проходя насквозь, растачивать ее.
Во время обработки сквозного отверстия будет сниматься слой металла, равный величине отгиба рабочей части резца. Стоимость инструмента составляет в среднем 190 руб. Резцы расточные для сквозных отверстий имеют такие же типоразмеры, как и в предыдущем варианте, что соответствует ГОСТ 18882-73.

Режущий токарный инструмент со сменными твердосплавными пластинами для наружного точения
Универсальные резцы для токарных станков
Универсальный инструмент еще может называться сборным. Это связано с возможностью к одной державке крепить разные пластины определенным образом, что дает возможность обрабатывать металлическую заготовку различной формы под любым углом. Державки универсальных резцов могут быть различными. Данный тип резца применяется крайне редко, поэтому выпускается в ограниченном количестве. Встретить его в магазине можно по достаточно высокой цене в отличие от остальных вариантов инструмента.
Данный тип инструмента может быть использован для станков с ЧПУ или специальных станков. Универсальный резец используется для расточки глухих и сквозных отверстий, контурного точения и других специализированных работ. Купить резцы для токарного станка можно по цене 350 руб.
Правила заточки резцов по металлу для токарного станка
Чтобы обеспечить эффективную, качественную и точную обработку заготовки на токарном станке необходимо регулярно производить заточку резцов. Это способствует приданию рабочей части необходимой формы и получению угла с требуемым значением.

Станок для заточки токарных резцов по металлу
Важно! Только инструмент, выполненный в виде пластины одноразовой твердосплавной, не нуждается в затачивании.
На промышленных предприятиях заточка резцов осуществляется на станке со специальными приспособлениями, что соответствует классификации токарного станка. Чтобы выполнить процедуру в домашних условиях можно воспользоваться одной из методик. Заточка инструмента может выполняться при помощи химических реактивов, с использованием точильных кругов.
Полезный совет! При помощи абразивного круга, который может быть установлен на токарном станке, можно выполнить качественную и эффективную заточку резцов, придав инструменту определенные геометрические параметры.
При выборе точильного круга следует обращать внимание на материал изготовления рабочей части элемента. Если затачиванию подлежит твердосплавный резец, необходимо выбирать круг характерного зеленого цвета из карборунда. Для изделий из быстрорежущей или углеродистой стали лучше использовать круг из корунда.

Заточка поверхностей резца: а) передней поверхности; б) главной задней поверхности; в) вспомогательной задней поверхности; г) радиуса закругления вершины
Заточку можно производить без охлаждения или с охлаждением. Второй вариант является более приемлемым. В этом случае холодная вода должна подаваться в то место, где соприкасается токарный резец с точильным кругом. Если охлаждение не применяется, после окончания процедуры резец нельзя резко охлаждать, что приведет к растрескиванию режущей части.
При выполнении затачивания важно строго соблюдать последовательность действий. Вначале на точильном круге обрабатывается задняя основная поверхность, затем задняя вспомогательная, и в конце передняя. Последний этап заточки состоит из обработки вершины резца, придав ее требуемый радиус закругления.
Полезный совет! При выполнении процедуры затачивания резец следует постоянно медленно передвигать по кругу, стараясь не слишком его прижимать. Это необходимо, чтобы поверхность равномерно изнашивалась, а режущая кромка получалась максимально ровной.

Заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно
Среди широкого ассортимента токарных резцов по металлу можно выбрать наиболее подходящий вариант, который справится с поставленной задачей. Для этого следует определиться, какой металл будет подлежать обработке, какие операции должны быть выполнены, важно ли соблюдать геометрические параметры конечного изделия или необходимо обеспечить высококачественную обработку поверхности. Только после этого следует приступить к выбору инструмента.