Содержание
Как сделать станок (тиски, струбцина) для вязания мушек своими руками?
Любой начинающий рыболов, пожелавший связать мушку своими руками, столкнется с проблемой закрепления крючка для комфортной работы с материалами. Необходим станок (тиски, струбцина), но не всегда есть возможность его приобрести, особенно для жителей российской глубинки. Мне самому, в свое время, пришлось быть в такой ситуации и не было другого выхода, как сделать станок своими руками.

В конструкции предусмотрена возможность поворачивать мушку на 360 градусов. Увеличительное стекло (легко демонтируется) поставлено через некоторое время, но особого удобства не добавило. Проволочная подставка помогает, отодвигая бабинодержатель с монтажной нитью от самой мушки, при намотке люрекса, дополнительной обмотке тела разными материалами и прочими вспомогательными операциями. Тиски хотя и выглядят сложными в изготовлении, но никаких особых проблем с их созданием не было. Они сделаны, если просто сказать — «из того, что было…». Тормозная тяга от грузового автомобиля, ненужный резец, плюс небольшой лист толстого железа, несколько винтов …. И еще надо «приложить» руки… и голову… Впоследствии появилась возможность купить недорогой набор для вязания мушек, где кроме станка было еще много нужных принадлежностей.

Если бы у меня раньше была возможность видеть подобные тисочки — то конечно же я бы обязательно сделал, что-то подобное и не стал усложнять конструкцию. Проще такого станка я не видел. Все можно сделать легко дома, имея дрель со сверлами, плашку, метчик на 6 мм и 5 мм, ножовку по металлу.

Единственное, что металл для губок должен быть чуть-чуть упругим. На начальном этапе такого станка вполне хватит. Такой прибор даже при поездке на длительную рыбалку не займет много места. Я своим пользуюсь уже лет 6 и никаких нареканий к нему нет. Со своей прямой обязанностью — надежно удерживать крючок, справляется блестяще.
Многие рыболовы-любители делают тиски для вязания мушек своими руками. Фабричные изделия стоят достаточно дорого (около 30-70 рублей), что в некоторой степени затратно. Гораздо дешевле начать самостоятельное изготовление мушек в квартире, гараже, мастерской и т.д. Для этого потребуется минимум материалов и устройств. Основным инструментом, необходимым для вязания мушек, являются специальные самодельные тиски.

Для того чтобы самостоятельно изготовить тиски для вязания мушек понадобится минимум материалов и времени.
Для изготовления самодельных мух потребуется минимум расходных материалов и времени, однако нужно изготовление удобного инструмента. При этом самодельная муха не будет уступать ни качеством, ни внешним видом фабричному изделию (после того как будет приобретен опыт их изготовления).
Технология изготовления
С появлением интернет-магазинов и началом производства ширпотреба в Китае любую насадку для рыбной ловли стало возможно приобрести относительно дешево. При этом выбор очень широк — любой цвет, любой размер, любая форма. Однако, в связи с тем, что большая часть насадок теряется при ловле, не все могут позволить себе постоянно их покупать.
Для самостоятельного производства мушек нужно приобрести (или сделать самому) даббинг. Так называют прочную капроновую нить с приклеенными на нее комками шерсти. Также под «даббингом» некоторые подразумевают и сам процесс изготовления мушек. Этот материал может быть любых оттенков и цветов, что позволяет изготовить мушку практически любого цвета.

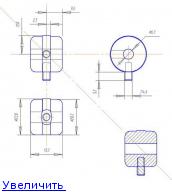
Чертеж тисков для вязания мушек.
Многие рыбаки подбирают нужный цвет путем смешивания даббинга разных цветов в различных пропорциях. При этом перемешивать надо очень тщательно, чтобы волокна разных цветов хорошо перемешались. В случае если получившийся оттенок не соответствует требуемому, то к нему добавляют даббинг требуемого цвета (того оттенка, которого не хватает). После заготовки даббинга нужного оттенка приступают к вязанию мушки.
Помимо даббинга, заготавливается монтажная нить, тонкий крючок, свинцовая дробь (в качестве погрузки), головка из латуни или силумина (если головка планируется желтого цвета), кусок медной проволоки и пленочный материал. Крючок необходимо закрепить в тисах, далее на него монтируется свинцовая подгрузка (для фиксации можно применить монтажную нитку), после чего крючок обматывается монтажной нитью (она выполняет функцию подложки). Далее закрепляется проволока на крючке, после чего заготавливается пленка (ее размер должен быть равен конечному размеру мухи).
С одного конца отрезка пленки убирается бумага (оголяется самоклеящаяся часть), это делается для удобства намотки пленки. После этого более узкую часть заготовки клеят к крючковому загибу. Следующий этап — начало оклейки даббингом. Для этого следует весь даббинг поделить на части и небольшими порциями равномерно распределить по монтажной нити. После чего нить с даббингом скручивают пальцами, в итоге выходит «мохнатая» нитка.

Схема типового варианта тисков для вязания мушек.
Далее часть нити со скрученным даббингом наматывают плотными витками вокруг основания крючка (так, чтобы она прижала конец пленки).
Для намотки следует использовать зажим с установленным в него полым цилиндром. Операция продолжается до тех пор, пока полностью не будет сформировано тело.
Перед последними витками пленку следует отвести к «голове» мухи и зафиксировать ее ниткой. После этого выступающая (ненужная) часть пленки обрезается. Далее медной проволокой делается сегментация. Для этого проволоку наматывают на готовое «тело» с некоторым интервалом между витками. При этом важно, чтобы проволока плотно прилегала к «телу». Концы проволоки фиксируются ниткой. Выступающую часть проволоки откусывают кусачками.
После чего на концах монтажной нитки делается узел (где необходимо делают и затяжки), выступающие концы обрезают и узел пропитывается лаком (вместе с затяжками). Финальной частью работ будет придание мухе естественного «лохматого» вида. Для этого берут жесткую часть от липучки (веллкро) и трут об нее муху до получения нужного уровня «лохматости». При этом будет образовываться не только «лохматость», но и «лапки». Важно сделать их нужной длины.
Необходимые инструменты
На этом процесс изготовления мухи завершен. Некоторые дополнительно делают еще и крылышки, но они не обязательны.

Схема тисков: 1.Общая сборка. Позиции на чертеже: 1 — губки в сборе, 2 — лапка, 3 — корпус, 4 — гайка, 5 — ручка, 6 — контргайка, 7 — винт, 8 — подшипники.
Как видно из описания, для работы крайне необходимы следующие инструменты:
- Тисы. Они являются основным и самым главным инструментом. Именно они зажимают крючок и позволяют туго завязать нить, а также сделать работу не травмоопасной.
- Обычные маникюрные ножнички (для подрезки нитки).
- Зажим. Его можно и не использовать, однако он делает работу более удобной — в нем удерживают натянутую нить. Иногда нить протягивают через небольшой полый цилиндр (например, пустой и обрезанный стержень гелиевой ручки), который устанавливается в зажим.
- Для удобства можно сделать бобинодержатель, чтобы бобина с нитью не укатывалась в процессе работы.
- Швейные принадлежности: приспособления для вязания узлов, для продевания нити, специальные даббинговые иголки, приспособления для скручивания нитки.
- Кусачки.
- Вспомогательные инструменты и приспособления: фонари и лампы, увеличительные стекла, пинцет, плоскогубцы и т.д.
Исходя из списка, понятно, что тисы являются наиболее важным элементом, как же их сделать?
Как сделать тиски
Самое сложное в изготовлении тисков — сделать их губки. Для их изготовления следует использовать стальные заготовки в форме брусков или круглой формы. При этом марка стали особой роли не сыграет, следует отказаться только от углеродистых сталей — они быстро ржавеют. Поскольку делать из заготовок круглого диаметра сложнее, опишем процесс изготовления губок из такой заготовки. Для нее следует взять заготовку длиной около 20 см, диаметром от 14 мм.
Далее фрезеровкой заготовке придают форму бруска, размер сторон должен быть примерно 14х7. После этого заготовку режут на пополам. Важно помнить, что при складывании двух губок их сечение должно быть квадратной формы (в приведенном примере в сечении будет квадрат со стороной 14 мм).
Далее заготовки зажимают в тисках и сверлят отверстие для фиксирующего винта (диаметром примерно 5-6 мм). Затем губки переворачивают и сверлят отверстие под регулировочный винт (примерно такого же диаметра), важно, чтобы отверстия у губок совпадали, при этом в одной из губок отверстие не должно быть сквозным (она будет задней губкой). В просверленных отверстиях нарезается резьба (М6). Следующий этап — стягивание губок винтом (с шайбой) и шлифовка торцов с уголками. Далее губки разбирают и устанавливают зажимной винт (угол разведения подбирают под себя), вытачивают бороздку для удержания крючка. После чего губки собирают — они готовы.
Следующий этап — изготовление опоры-лапки. Лучше всего себя зарекомендовала опора в форме буквы Г или Т.
Для этого подойдут стальные заготовки как квадратного, так и круглого сечения (круглые более предпочтительны), небольшого диаметра. Для начала на конец одной из заготовок приваривают готовые губки. Длина заготовки подбирается исходя из личных удобств, рекомендуется сделать ее изменяемой (опора в данном случае будет «Т»-образной). После чего ее либо приваривают к заготовке-опоре, либо к заготовке приваривают обрезанную трубу с диаметром условного прохода равным диаметру заготовки (если планируется делать изменяемую длину лапки). Длина опоры должна быть подобрана по росту пользователя (около 20-50 см), однако опору также можно сделать изменяемой длины (т.е. взять заготовку подлиннее).
Заключительный этап
Предпоследним этапом работ является изготовление основания. Для этого идеально подходит металлическая струбцина. К ней либо приваривают опору, либо приваривают небольшой отрезок трубы с условным проходом равным диаметру опоры.
Завершающим этапом идет сверление отверстий в приваренных трубах (хотя лучше это сделать заранее) и нарезка в них резьбы под винт (минимум М6) для фиксации опоры со струбциной и лапки с опорой. Лучше всего просверлить в трубах по 2 отверстия для более надежной фиксации.
На этом изготовление завершено, тиски собирают (если они с регулированием длины лапки и высоты опоры) и можно начинать работать.
- Портал »Список форумов‹Мастерская
- Изменить размер шрифта
- Для печати
- FAQ
- Фотоальбомы
- Регистрация
- Вход
Тиски для вязания нахлыстовых мух
Модератор: Rascal
Тиски для вязания нахлыстовых мух
Rascal 02 мар 2011, 01:53
Выкладываю по просьбе Алексея чертежи тисков, сохраненные с форума Mushki.ru
Автор Stingrey: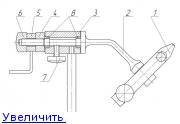







Губки
Для губок используем сталь ХВГ или любой другой заменитель типа ШХ15, 9ХС, Х12М, Х12Ф и др. Самая распространенный вид поставки сталей – это пруток. Поэтому опишу, как я делал из прутка диаметром 25 мм.
Пруток длиной 200 мм фрезеруем до получения бруска с размером сторон 13,5 Х 7. После чего разрезаем полученный брус пополам. Получаем две заготовки губок.
На плоскошлифовальном станке шлифуем заготовки попарно до тех пор и таким образом, чтобы при сложении их вместе (как сложены губки в тисках) они образовывали в сечении квадрат с одинаковыми сторонами. Например 13,5 Х 13,5 мм.
Далее размечаем в передней губке места под будущие отверстия. Складываем губки вместе, выравниваем как можно точнее и зажимаем в слесарных тисках.
Используя сверло диаметром 5 мм. Сверлим отвертие под винт регулировки зазора насквозь в обоих губках. Этим же сверлом сверлим отверстие под винт затяжки, только сверло должно прошить перднюю губку и лишь немного войти в губку заднюю, оставив вней только отпечаток своего конуса. В последствии это коническое углубление послужит центром для винта затяжки. Далее разбираем губки и сверлим отверстие в задней губке под винт крепления в лапке.
Нарезаем резьбу М6 в соответствующих отверстиях. В передней губке должно получиться одно резьбовое отверстие, а в задней – два. В передней губке отверстие под винт регулировки зазора рассверливаем до диаметра 6 мм.
Далее собираем губки выровняв и стянув их любым винтом М6. Зажимаем в токарном станке с четырех-кулачковым патроном. Торцуем оба торца до необходимой общей длины губок. С заднего торца отступив 5-6 мм делаем небольшую проточку для резиновой шайбы.
Далее отдаем на закалку. Сталь ХВГ калят от температуры 820-840 градусов в масло. Отпуск низкий – 150-200 градусов. Твердость при этом должны получить 60-62 HRC. Если нагрев будут проводить в печи с окислительной средой (воздух) то перед нагревом желательно резьбовые отверстия в губках замазать какой-нить огнеупорной глиной, дабы защитить резьбу от окалины.
Чистим губки и проверяем наличие поводок после закалки. Если таковые имеются – повторяем операцию шлифовки на плоско-шлифовальном станке.
Собираем губки и на точиле делаем грубую обдирку углов с торца, где должен быть конус. Это нужно для того, чтобы при вращении углы не крошили резец.
Конус точим в четырех-кулачковом патроне на токарном станке. Угол разворота суппорта (угол конуса) может быть 20-25 градусов. Тут кому как понравится. Рекомендую перед изготовлением вычертить на бумаге ваш конус и определиться с тем какая его длина и угол вам больше по душе.
Губки готовы.
Незабываем прочистить резьбовые отверстия от окалины и глины.
Общие размеры губок могут быть разными. В чертежах я указал 13 Х 13 мм. Эти размеры могут быть и меньше, а могут и больше. Все по желанию. Параметры конуса губок. как я уже сказал, тоже дело личное. В идеале хорошо сделать пару сменных губок для разных калибров мух, например, для сухой мелочи губки по тоньше и деликатнее, для стримеров погрубее и мощнее. И т.д.
Лапка.
Изготавливается из конструкционной низкоуглеродистой стали. Например Сталь 20 вполне сгодится. Пруток (заготовка) для тех размеров лапки, которые я привел в чертеже понадобится диаметром 30 мм.
В токарном станке выполняем все элементы, кроме скобы, в которой крепятся губки. Этот элемент выполняем на фрезерном станке. Поэтому общая длина заготовки должна быть примерно 200 мм, т.е. с технологической базой для закрепления в тисках фрезерного станка. Если фрезерный станок оборудован делительной головкой – это только плюс. В ней очень точно можно профрезеровать плоскости скобы.
Обращаем внимание на то, что скоба смещена отностительно оси вращения лапки. Это нужно для того, чтобы при установки губок в скобу, их плоскость разъема совпала с осью вращения лапки. Поэтому, если вы будете использовать губки с другими размерами в сечении, чем в моих чертежах, лапку вам придется подкорректировать.
Я намеренно не стал показывать на четеже лапку в изогнутом виде. Этот момент тоже очень сильно зависит от конечной геометрии ваших губок.
На моей лапке угол загиба примерно 45 градусов. Загиб лапки проводить в обычных слесарных тисках. Лапку обернуть перед зажатием каким-нибудь материалом, чтобы не помять ее тисками. Гнуть лучьше всего ударами, через деревянную проставку. Опять таки, чтобы не оставлять вмятины. Перед загибом начертите на бумаге шаблон, с тем углом загиба, который вам понравится. Этот шаблон будете прикладывать к заготовке во время гибки и контролировать угол.
Вообще, первоочередная задача – это совмещение оси вращения лапки с цевюем крючка. Чтобы крючек не мотылялся при намотке. Хотя этот момент для кого-то может показаться абсолютно не принципиальным.
Поэтому на этот дисбаланс влияют несколько вещей: угол загиба лапки, расстояние от носика губок до отверстия крепления губок в лапке, и ширана загиба используемого крючка.
Отверстие в лапке для крепления губок специально предложено элептической формы. Это для того чтобы компенсировать дисбаланс, но только в небольших пределах.
Корпус и подшипники.
Корпус изготовливаем из стали 20 – стали 40.
Подшипники скольжения из маслянита, фторопласта, капрона. Если нет таких материалов, можно из бронзы.
После изготовления, запрессованть подшипники в корпус, и проконтролировать внктренний диаметр. В случае необходимости, раздать его разверткой. Только не шипкой. Ибо в прослабленном диаметере будет присутствовать болтанка вала.
Гайка, контргайка, ручка.
Для гаек выбираем сталь помягче, чтобы хорошо отпечаталась накатка. Сталь 10 сгодится.
Ручку изготавливаем раздельно, нарезаем резьбу и собираем. Загиб рукоятки делать уже после сборки. На своих тисочках рукоятку я вкрутил с эпоксидкой.
Винты.
Для винтов затяжки губок и регулировки зазора использовать Сталь 40. Винты обязательно закалить. Температура закалки 840 градусов, в воду. Отпуск средний – 300-400 градусов.
— Добавлено через 10 минут 29 секунд —
Renzetti Taveller












Оригинал темы: http://www.mushki.ru/terki/viewtopic.ph . sc&start=0 .
