Содержание
Содержание статьи:
Известно две разновидности гальванизации – гальваностегия и гальванопластика. В первом случае получается несъемное гальваническое покрытие, которое изменяет характеристики деталей и предметов. В зависимости от преследуемых целей, обработанные изделия приобретают новые свойства: декоративность, хорошую отражательную способность, устойчивость к механическому воздействию и коррозии, износостойкость. С помощью гальванопластики в домашних условиях или на производстве создают точные копии образцов (осажденный слой металла отделяется от матрицы).
Технология гальванизации: общие сведения
Независимо от того, выполняется гальваника на производстве или в домашних условиях, обработка осуществляется в емкости, наполненной токопроводящим раствором.
Предмет помещается между двумя растворимыми или нерастворимыми анодами и подключается к отрицательному контакту. Аноды подсоединяются к плюсовому контакту. Оптимальное соотношение площадей катода/анода – 1:1.
Процесс гальванизации запускается при замыкании электрической сети – с этого момента начинается перенос на отрицательно заряженное изделие (катод) ионов металла. В результате этого на предмете образуется покрытие нужной толщины.
Выбор типа покрытия

Если в приоритете решение технических задач (изменение электрической проводимости и антифрикционных свойств, повышение отражательной способности, прочности, устойчивости к коррозии), то применяются серебро, никель, медь. В декоративных целях обычно используются драгоценные металлы: родий, золото, серебро, палладий
Такое разделение очень условно. С помощью серебрения (золочения) удается получить качественное защитное покрытие, устойчивое к агрессивным средам. Меднение также находит применение в декоре изделий (такое покрытие подвергается дополнительной оксидной обработке).
Практика показывает: серьезно усилить прочность обрабатываемых заготовок путем гальванизации их поверхности можно только на производстве. В домашней мастерской достичь необходимого результата сложно, поэтому работа мастеров в первую очередь направлена на повышение привлекательности предмета.
Метод гальваники
Гальваника, выполняемая своими руками в домашних условиях, требует применения специального оборудования. Совсем необязательно оно должно быть профессиональным. Мастера находят доступную замену.
Подготавливая гальваническую установку своими руками, мастеру придется подыскать пластиковую или стеклянную ванну нужного объема. Требуется достаточно прочная, электроизолирующая, кислотоустойчивая емкость. В нее должны поместиться обрабатываемый предмет и нужное количество электролита и аноды.
Источник питания должен иметь регулятор выходного напряжения и тока – это позволит мастеру в процессе работы изменять параметры обработки. Обычно источником питания становится выпрямитель тока.
Важный элемент домашней установки – растворимые и нерастворимые аноды.
Чтобы процесс протекал правильно, мастера соблюдают оптимальное соотношение площадей детали и анодов (1:1). Подвесочные приспособления создают опору предмету и способствуют правильному распределению тока.
Гальваника процесс
Гальваника в домашних условиях осуществляется с применением реактивов. На этом этапе могут возникнуть сложности – многие химические вещества доступны только тем, кто предварительно получил документы разрешительного характера.
Необходимо позаботиться о правильном хранении компонентов. Реактивы, а также готовые электролиты помещают в стеклянные или прочные пластиковые емкости с крышками.
При приготовлении состава крайне важно с большой точностью отмерять все компоненты – лучше всего использовать для этого электронные весы.
Подготовительный процесс

Качество (однородность, прочность) готового покрытия напрямую зависит от правильности проведения подготовки поверхности к гальванизации. Во многих случаях удаления загрязнений и обезжиривания бывает недостаточно – может понадобиться пескоструйная обработка. Иногда требуется шлифовка специальными пастами или наждачной бумагой.
В домашних условиях для удаления жирной пленки и других загрязнений с поверхностей часто применяется спирт и другие органические растворители. Могут также использоваться обезжиривающие растворы.
При подготовке к гальванизации изделий из стали и чугуна применяется раствор, содержащий кальцинированную соду, каустик, силикатный клей (из расчета на 1 л – 50 г, 20 г и 5-15 г соответственно). Температура раствора – 70-90°С. Для очищения предметов из цветных металлов используется раствор гидрофосфата натрия и хозяйственного твердого мыла (по 10-20 г/1 л). При проведении процедуры температура составляет 90°С.
Техника безопасности
При проведении гальванических операций мастер обязан соблюдать технику безопасности. Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
Работу необходимо проводить в нежилом помещении, оборудованном хорошей вентиляцией – в мастерской, пристройке, гараже. Требуется обеспечить заземление.
Глаза нужно защитить очками. Перчатки для рук должны быть достаточно мягкими, но прочными. Также понадобятся клеенчатый фартук и резиновая обувь.
Нельзя на рабочем месте пить или есть – велик риск оседания на продуктах вредных веществ, которые приведут к отравлению.
Перед началом работы стоит обязательно изучить специальную литературу с доступным описанием особенностей процесса.
Драгоценные металлы в гальванике

Гальваническое золочение (серебрение) используют для придания изделию декоративных свойств. При использовании гальванического метода, мастера получают не просто облагороженный драгоценным металлом предмет, а точную копию исходного изделия. Оно может быть как простым, так и сложным. Нанесенный на заготовку слой металла отделяется от основы.
Поверхность предметов, изготовленных из черных металлов, перед серебрением предварительно меднится. Температура раствора зависит от используемого состава. Аноды изготавливаются из серебра чистотой 999.
Процесс гальванического золочения требует использования готовых электролитов. Предварительно деталь очищается и обрабатывается для улучшения адгезии гальваническим никелем. Если предмет изготовлен из алюминия и его сплавов, нанести позолоту в домашних условиях невозможно. Позолоченный предмет тщательно промывают, а затем просушивают на воздухе.
Никель в гальванике
Слой никеля наносится на заготовку перед процедурой золочения. Никель обладает хорошими защитными свойствами – он ограждает поверхность заготовки от действия агрессивных факторов, выдерживает контакт с разными средами, препятствует окислению и коррозии.
Никелевое покрытие красиво смотрится. Толщина слоя бывает разной – от 0,8 до 55 мкм. При обработке предметов применяются сернокислые, солянокислые или сульфаминовые электролиты. Температура, кислотность, плотность тока зависят от состава раствора.
Медь в гальванике
Меднение:
- ограждает поверхность заготовки от коррозии;
- создает поверхностный слой с низким электрическим сопротивлением.
- Стоит учесть, что без предварительного никелирования чугунные поверхности можно подвергнуть меднению только в щелочном электролите. Такой раствор находит применение на производствах.
 Гальванопластика — техника электролитического осаждения металлов на поверхности различных предметов (матриц) с целью получения точных металлических копий — впервые была разработана и применена на практике в 1838 году русским ученым, академиком Б. С. Якоби. При его непосредственном участии было изготовлено много замечательных произведений искусства, статуи и барельефы для Исаакиевского собора, Эрмитажа, Зимнего дворца, Петропавловского собора, в том числе знаменитая квадрига для фронтона Большого театра в Москве.
Гальванопластика — техника электролитического осаждения металлов на поверхности различных предметов (матриц) с целью получения точных металлических копий — впервые была разработана и применена на практике в 1838 году русским ученым, академиком Б. С. Якоби. При его непосредственном участии было изготовлено много замечательных произведений искусства, статуи и барельефы для Исаакиевского собора, Эрмитажа, Зимнего дворца, Петропавловского собора, в том числе знаменитая квадрига для фронтона Большого театра в Москве.
Гальванопластика основана на кристаллизации металлов из водных растворов их солей при пропускании через них постоянного электрического тока. Этот процесс называется электролизом.
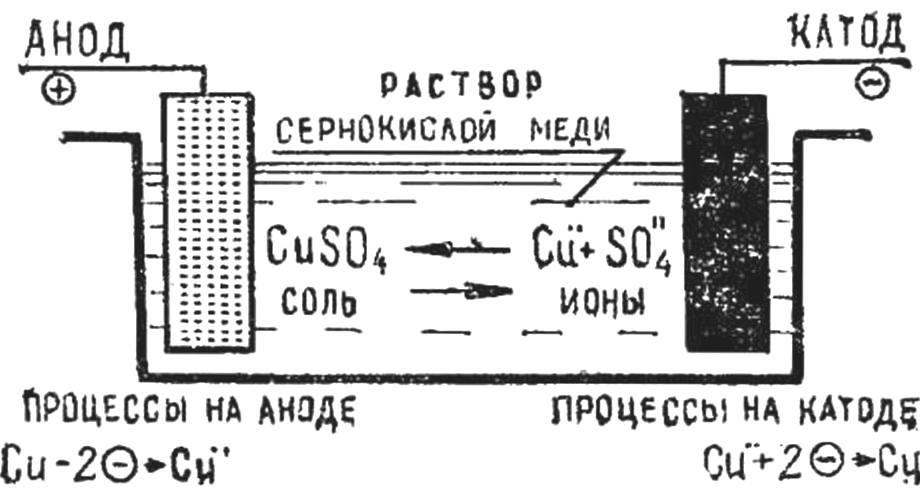
Ток подводится с помощью двух металлических пластин — электродов, помещенных в электролит. Пластина, соединенная с положительным полюсом источника тока, называется анодом. Другая пластина, соединенная с отрицательным полюсом источника тока, — катод.
В гальванопластике катодами служат предметы (матрицы), на которые осаждается металл, а анодами — пластины или прутки металла, которым этот предмет (матрицу) покрывают.
Схематически процесс электролиза представлен на рисунке 1. При прохождении тока через электролит анод притягивает к себе отрицательно заряженные ионы, а катод — положительно заряженные ионы. Когда ионы достигают электродов, они теряют заряд, выделяясь в виде нейтральных атомов или групп атомов.
Гальванопластика широко применяется в промышленности для изготовления прессформ, полых тонкостенных трубок, сложных деталей с толщиной стенок от нескольких микрон до десятков миллиметров. Габариты деталей ограничиваются только объемом электролитных ванн.
Матрицы изготавливают из пластмасс, стекла, нержавеющей стали, алюминия, различных легкоплавких сплавов, свинца. На поверхность матрицы из изоляционного материала предварительно наносят электропроводный слой.
Матрицы бывают разрушаемые и постоянные. Первые изготавливают из легкоплавких металлов и из сплавов пластмасс. Материалом для изготовления вторых служат сталь, медь, никель или алюминий и его сплавы.
Для изготовления металлических трубок в домашних условиях необходимы ванночка из стекла, керамики или винипласта, медный купорос, серная кислота, реостат на 20 Ом (максимальный ток 1 А), амперметр с током максимального отклонения стрелки 1 А, источник питания, проволока (медная, стальная или из легкоплавких материалов и их сплавов, например, оловянисто-свинцовых) в качестве матрицы.
Диаметр проволоки соответствует внутреннему диаметру изготавливаемой трубки, а длина первой должна быть вдвое больше длины второй.
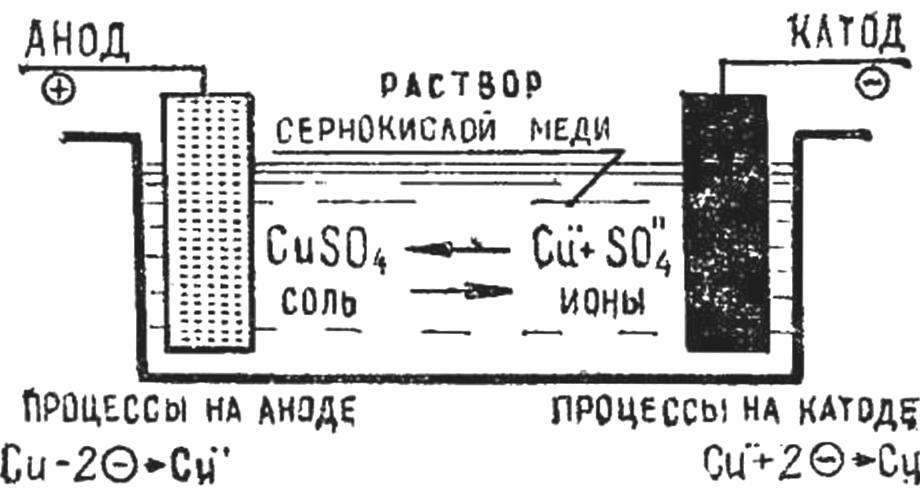
Рис. 1. Схема электролиза.
Если нужны трубки с внутренним диаметром меньше 1 мм, в качестве матрицы используют стальную проволоку. При изготовлении трубочек с внутренним Ø 5 мм и более матрицу делают из легкоплавких металлов и их сплавов (например, прутковый припой).
Проволока должна быть гладкой и ровной. Для этого ее шлифуют мелкой наждачной бумагой, а затем доводят микрошкуркой («нулевкой»). Затем проволоку облуживают, излишки припоя снимают, протягивая нагретую проволоку через зажатую в кулаке тряпочку. Нерабочие участки матрицы покрывают пластилином.
В теплой воде (50—60° С) растворяют медный купорос (200—250 г соли на 1 л воды), воспользовавшись стеклянной посудой. Отстоявшийся электролит фильтруют и затем в него вливают серную кислоту из расчета 50—60 г на 1 л раствора.
Следует помнить, что вливать раствор в концентрированную серную кислоту нельзя. Соприкасаясь с водой, она вызывает бурную реакцию с большим выделением тепла и парообразованием. В результате может произойти выброс кислоты из сосуда. Поэтому лить надо кислоту в раствор медного купороса тонкой струйкой, непрерывно помешивая деревянной палочкой.
Чтобы медный осадок был плотным и мелкозернистым, в электролит рекомендуется добавить немного этилового спирта (5—10 г на 1 л электролита).
Готовый электролит переливают в рабочую ванночку, куда уложены матрицы и медная пластинка или проволока.
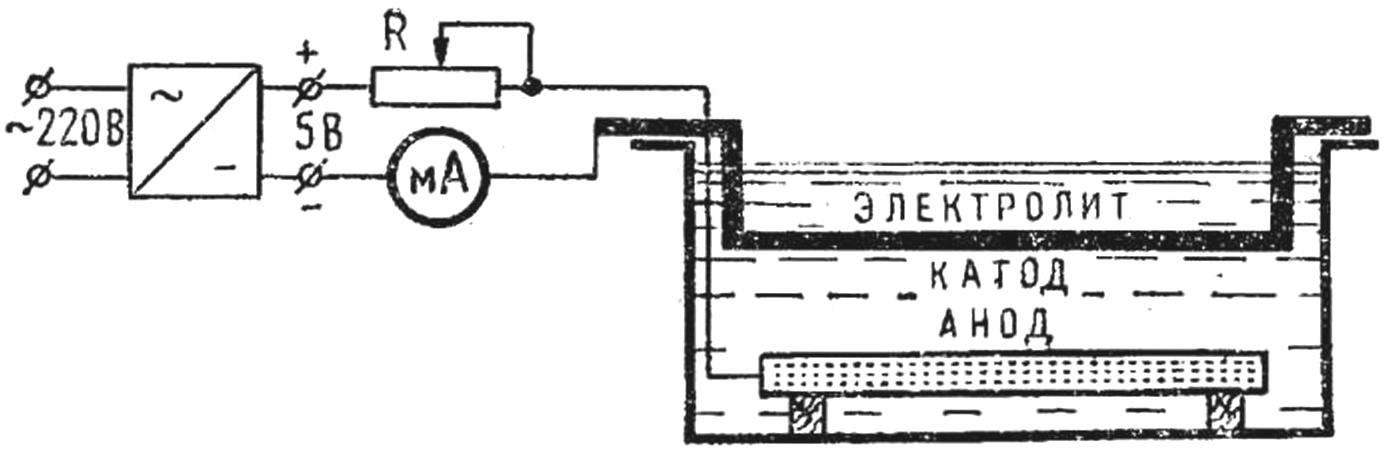
Рис. 2. Схема электролизной установки.
Матрицы подключаются к «минусу», а медная пластинка или проволока к «плюсу» источника питания. Площадь анода должна быть в 5—10 раз больше площади катода.
Схема установки для домашней гальванопластики представлена на рисунке 2. Трансформатор блока питания имеет следующие данные: сердечник Ш20Х20, обмотка I содержит 2200 витков провода ПЭВ-1 0,12 (на 220 В) или 1300 витков ПЭВ-1 0,15 (на 127 В), обмотка II—35 витков ПЭВ-1 0,8.
Процесс электролиза и качество покрытия зависят в основном от состава электролита, его температуры и плотности тока.
Температура электролита 18—25° С.
Плотность тока — величина тока, приходящаяся на единицу поверхности, — рассчитывают по формуле:
где i – ток в цепи, А,
S – поверхность изделия, дм 2 .
На практике j=1-1,5 A/дм 2 .
Пример 1. Определить величину рабочего тока электролиза для изготовления трубки с наружным Ø 5 мм и длиной 100 мм. Возьмем плотность тока равной 1 А/дм 2 , тогда
Расчет времени выдержки деталей под током в гальванической ванночке для получения слоя толщиной σ мм определяется по формуле:
где t — время выдержки, ч.;
σ — толщина трубки, мм;
d — удельный вес меди, г/мм 3 ;
j — плотность тока, А/мм 2 ;
С — электрохимический эквивалент меди, г/А-ч; η — расчетный выход по току.
Конкретно для нашего случая имеем
d = 8,95 г/мм 2 , i = 1 А/мм 2 ; С = 1,186 г/А-ч; η = 95.
Пример 2. Определить время выдержки матрицы под током в гальванической ванночке для получения медной трубки с толщиной стенок 0,5 мм.
t=σ*d*1000/j*C*η=0,5*8,95*1000/1*1,2*95= 40 час.
По истечении расчетного времени матрицу извлекают из гальванической ванночки и промывают водой. Конец проволоки на расстоянии 1,5—2 мм от трубочки обкусывают и после прогревания до температуры 200—250° С наращенная трубочка легко снимается с матрицы.
Таким же способом изготавливают трубки из никеля, хрома, железа.
В. БУШУЕВ, А. НОВИКОВ, г. Воронеж
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Гальваникой часто занимаются мастера хендмейда, делающие  сувениры для души или на продажу. Распространено омеднение неметаллических предметов: керамических поделок, ракушек, птичьих перышек, листиков, веточек с деревьев, цветов, желудей и т.п.
сувениры для души или на продажу. Распространено омеднение неметаллических предметов: керамических поделок, ракушек, птичьих перышек, листиков, веточек с деревьев, цветов, желудей и т.п.
Советы
Для того, чтобы загальванизировать неметаллический предмет, его следует покрыть токопроводящим слоем. Для бытовых условий лучше всего подходит графитовый лак в форме спрея. Для создания графитового слоя достаточно обрызгать предмет со всех сторон, высушить в течение 15-30 минут и несколько раз повторить процедуру.
Для создания двустороннего равномерного покрытия нужно использовать два анода, разместив предмет для гальванизации между анодами. Толщина покрытия зависит от времени, в течение которого предмет будет находиться в электролите. Чем дольше длится гальванирование, тем толще получится слой металла на поверхности.
Перед гальванированием металлической детали ее нужно тщательно очистить от пыли, мелких заусенцев, тщательно обезжирить и высушить.
После того, как предмет загальванизирован, его нужно промыть в чистой воде, после чего можно брать в руки.

Рецепты электролитов
Для омеднения чаще всего применяют серный электролит, состоящий из медного купороса и серной кислоты. Серная кислота улучшает электропроводимость раствора. Дополнительно вводятся различные добавки, которые стабилизируют электролит, делают покрытие более блестящим (если нужно). Ввод блескообразователей позволяет получить зеркальную глянцевую поверхность без последующей механической обработки готового покрытия. Но одновременно, делает покрытие хрупким, не эластичным.
Все используемые реактивы должны быть максимальной химической чистоты, т. к. примеси могут ухудшить процесс гальванирования и качество получаемого покрытия.
- Для матового эластичного покрытия на 1 л раствора потребуется:
- 200 г сухого порошка медного купороса (желательно очищенного, категории ч или хч)
- 160 г серной кислоты
- 1,5 мл этанола (можно отмерить шприцом) или фенола
- 2-4 крупинки гранулированного желатина
Для приготовления электролита сначала нагревается пол литра дистиллированной воды до температуры около +80 °С, в воде растворяется медный купорос, раствор процеживается. В него добавляется серная кислота, потом объем раствора доводится до 1 л. Добавляются все остальные ингредиенты, затем раствор на несколько часов ставится остывать и отстаиваться.
Омеднение по данному рецепту будет матовым, но зато перышко или листик с дерева можно гнуть или придать ему нужную форму, нагрев изделие. Если хочется, то изделию можно придать глянцевый блеск тщательной шлифовкой, но иногда это сделать сложно, нужны специальные приспособления, например, гравер.
- Рецепт для получения блестящего медного покрытия. На 1 л раствора надо:
- 200 г медного купороса
- 130 г серной кислоты
- 1 капля унитиола (продается в аптеках)
- примерно 0,07 г тиомочевины
- 0,05 г поваренной соли
Покрытие получится блестящим, но не подходит для гнущихся предметов. Этот вид электролита можно использовать для получения полированного финишного покрытия не только для сувениров, но и для технических деталей.
Гальваническое травление. Безопасный способ
С помощью гальванического процесса можно не только покрывать поверхность детали тонкой металлической пленкой, но и вытравливать рисунки на металлической поверхности (лезвие ножа, столовый прибор, что-либо другое). Гальваническое травление позволяет получить рисунки с четкими очертаниями, гладкими краями и глубиной одинаковой величины. Для этого потребуется тоже самое оборудование, что и для гальванирования, но в данном процессе анодом будет выступать протравливаемая деталь. Обычно таким способом вытравливают поверхности из нержавеющей, устойчивой к кислотам стали, которую сложно или даже невозможно травить химическим способом.
Процесс травления: 
- деталь тщательно отполировать, промыть, обезжирить (например, спиртом), слегка нагреть, нанести на нее слой воска; по воску выполнить желаемый рисунок, процарапывая воск до металла;
- предмет и медную пластину укрепить на штангах в гальванической ванне так, чтобы рисунок был обращен к медной пластине; расстояние между деталью и пластиной — около двух сантиметров;
- залить в емкость насыщенный раствор поваренной соли (4 столовые ложки на 1 л дистиллированной воды), подключить источник тока (например, зарядное устройство от мобильного телефона), плюсовый контакт на деталь, минусовый — на медную пластину;
- подождать примерно 40 минут;
- вынуть деталь, промыть в воде, нагреть и удалить воск.
Вместо воска можно использовать лак для ногтей, битумный лак или специальную грунтовку. Вместо соли — химически чистый медный купорос. Вместо медной пластины можно взять предмет из стали или железа, например, саморез, гвоздь.
Эта технология подходит не только для стальных поверхностей, но и для предметов из цинка, никеля, меди, латуни. Но для них требуются другие химикаты, гораздо более вредные, поэтому в домашних условиях их не используют.
“>
