В технике гаечным ключём называется специализированный инструмент, который предназначен для того, чтобы собирать или разбирать резьбовые соединения. Для этого ими откручиваются от других деталей болты или гайки, или же прикручиваются к ним.
Все гаечные ключи в технике подразделяются на две основные разновидности: охватываемые и охватывающие. Отверстия, в которые вставляются гайки или головки болтов называются зевами, причем их размеры стандартизованы. В метрической системе они измеряются в миллиметрах, а в дюймовой – в долях дюйма.
Несмотря на то, что конструкция гаечного ключа очень проста и незатейлива, он находит чрезвычайно широкое применение: без этого инструмента не обходится практически ни одно сборочное производство, он необходим при ремонте самой различной техники. Есть гаечные ключи и в космосе, например, на Международной космической станции.
Если говорить о том, какая именно из многочисленных разновидностей гаечных ключей распространена более остальных, то таковыми являются, безусловно, рожковые. Что касается материала, используемого для их изготовления, то самым распространенный – это высококачественная инструментальная сталь, в которой в качестве основных легирующих добавок наличествуют хром и ванадий.
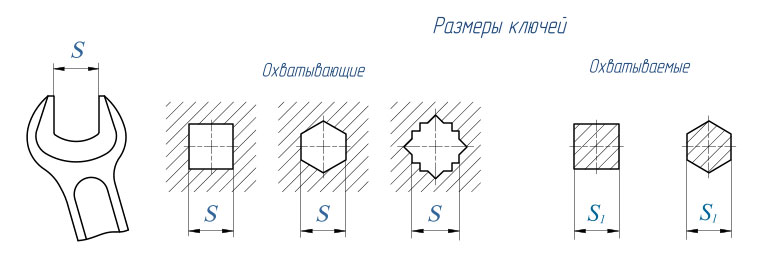
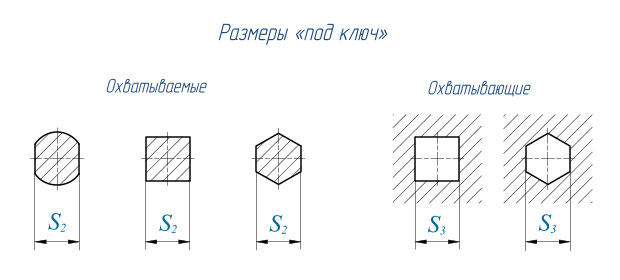
S; S1; S2; S3
+0.03
+0.03
+0.02
+0.04
+0.02
+0.04
+0.02
+0.04
+0.02
+0.04
+0.03
+0.04
+0.03
+0.05
+0.03
+0.03
+0.05
+0.03
+0.03
+0.05
+0.04
+0.04
+0.05
+0.04
+0.04
+0.06
+0.04
+0.04
+0.06
+0.04
+0.04
+0.06
+0.05
+0.05
+0.06
+0.05
+0.05
+0.06
+0.05
+0.05
+0.06
+0.05
+0.05
+0.06
+0.05
+0.05
+0.06
+0.06
+0.06
+0.07
+0.06
+0.06
+0.07
+0.06
+0.06
+0.07
+0.06
+0.06
+0.07
+0.08
+0.08
+0.07
+0.08
+0.08
+0.07
+0.08
+0.08
+0.05
+0.10
+0.10
+0.05
+0.10
+0.10
+0.05
+0.10
+0.10
+0.05
+0.10
+0.10
+0.05
+0.10
+0.10
+0.05
+0.12
+0.12
+0.10
+0.12
+0.12
+0.10
+0.12
+0.12
+0.10
+0.12
+0.12
+0.10
+0.15
+0.15
+0.10
+0.15
+0.15
+0.10
+0.15
+0.15
+0.15
+0.15
+0.15
+0.15
+0.15
+0.15
+0.20
+0.20
+0.20
+0.20
+0.20
+0.20
+0.20
+0.20
+0.25
+0.20
+0.20
+0.20
+0.25
+0.20
+0.25
+0.20
+0.25
+0.25
+0.25
+0.25
+0.25
+0.25
+0.25
+0.25
+0.30
В большинстве случаев ответные элементы под ключ имеют отверстия шестигранного или квадратного сечения размеры которых оговорены стандартом. В отличие от отверстий круглых, технологический процесс их изготовления намного более сложен и отличается высокой трудоемкостью. Эти отверстия являются чаще всего результатами таких процессов, как фрезерование и протягивание. Кроме того, для их получения применяется такое оборудование, как долбежные станки, используются специализированные прошивки. В последнее время применяются по мимо всего прочего и такие передовые методы, как электроэрозионная обработка и лазерная резка.
Чтобы получить квадратное отверстие, можно использовать и такой нестандартный метод, как сверление с применением специализированного инструмента. В основу этого способа положена траектория движения режущего инструмента, называющаяся «треугольник Рело». Так она именуется в честь своего изобретателя, французского инженера-механика Франца Рело, который на рубеже XIX и XX столетий преподавал в Берлинской Королевской Технический академии, и в итоге стал ее президентом. Суть «треугольника Рело» состоит в том, что режущий инструмент перемещается не по прямым, а по дугам, которые имеют одинаковый радиус и размер. Если в процессе сверления использовать именно такое движение сверла, то можно получить квадратное отверстие, у которого совсем немного скруглены углы.
В технике под сверлением подразумевается технологический процесс, для осуществления которого используются или спиральные, или другие виды сверл. Результатом применения этого режущего инструмента является образование в деталях, заготовках или полуфабрикатах отверстий, которые имеют заданный диаметр и строго определенную глубину.
В тех случаях, когда изготавливаются отверстия под ключ, сверление применяется в качестве вспомогательной технологической операции. Оно необходимо для того, чтобы произвести предварительную обработку отверстия.
Электроэрозионная обработка представляет собой направленное воздействие на материал импульсных разрядов, в результате чего происходит разрушение определенного слоя обрабатываемого материала. Он размещается под специальным электродом.
С помощью электроэрозионной технологии можно обрабатывать материалы практически любой степени твердости, причем проделывать в них отверстия любой конфигурации, в том числе и отверстия под ключ.
Этот технологический процесс представляет собой одну из разновидностей обработки металлов резанием. Он используется для осуществления операций как на наружных, так и на внутренних поверхностях, применяется в отношении как металлических, так и неметаллических материалов. С помощью протягивания можно изготавливать отверстия под ключ самого высокого качества.
Этот метод на сегодняшний день считается наиболее передовым и самым эффективным во всех отношениях. В процессе обработки металла лазерным лучом происходит испарение его части, и в итоге получаются или заготовки, или уже готовые детали.
Гаечные ключи: рожковый, накидной, разводной, газовый, торцевой, перекидной. Таблица соответствия дюймового (американского) и метрического (европейского) рядов гаечных ключей. Перевод размеров ключей гаечных и головок болтов и гаек.
Выводы проекта dpva.ru – хотя варианты и есть, но лучше использовать ряд гаечных ключей соответствующий крепежу.
Таблица соответствия дюймового SAE (американского) метрического (европейского) рядов гаечных ключей.
США ( и не только)
(дюймов)
Метрические
"европейские"(мм)
США ( и не только)
(дюймов)
Метрические
"европейские"(мм)
США ( и не только)
(дюймов)
Метрические
"европейские"(мм)
Универсальным для сантехнических работ можно назвать газовый (он же трубный) ключ. Такой ключ поможет держать металлическую трубу или сгон во время работы. Разводной ключ также можно отнести к универсальным: он пригодится при заворачивании шестигранных гаек и контргаек. Однако, ни один разводной ключ не сравнится по удобству работы с обычными рожковыми ключами. Таблица поможет правильно подобрать их размер:
| Изобр. | Резьба трубная цилиндрическая (G) | ||||||||||||
| 1 /4“ | 3 /8" | 1 /2" | 3 /4" | 1" | 1 1 /4" | 1 1 /2" | 2" | 2 1 /2" | 3" | ||||
| Ключи гаечные рожковые (мм) | |||||||||||||
| Ниппель двусторонний |  |
00 | 2600 | 14 | 17 | 21 | 27 | 34 | 42 | 50 | 60 | 77 | 90 |
| Ниппель переходной (указан размeр по большей рeзьбе) |
 |
03 | 2600 | ? | 17 | 21-22 | 27 | 34 | 42 | 50 | 60 | ? | ? |
| Пробка с внутренней резьбой (заглушка) |  |
41 | 2600 | 16 | 19 | 23 | 30 | 37 | 47 | 53 | 63 | 80 | – |
| Пробка с наружной резьбой |  |
40 | 2600 | 14 | 17 | 21 | 27 | 34 | ? | ? | – | – | – |
| Пробка с наружной резьбой и фланцем |  |
F4 | 2600 | 10 | 12 | 12 | 14 | 30 | 38 | 38 | 38 | 55 | 55 |
| Контргайка шестигранная |  |
70 | 2600 | 17 | 19 | 25 | 32 | 38 | 48 | – | – | – | – |
| Муфта прямая |  |
46 | 2600 | 17 | 21 | 25 | 31 | 40 | 48 | 55 | 66 | 84 | 98 |
| Футорка | 44 | 2600 | ? | 17 | 21 | 27 | 34 | 42 | 50 | 60 | ? | ? | |
| Удлинитель круглый (указан размeр внутрeннегo двенадцатигранника) |
 |
D8 | 2600 | – | ? | 12 | 17 | 22 | – | – | – | – | – |
| Удлинитель шестигранный |  |
F5 | 2600 | – | – | 25 | – | – | – | – | – | – | – |
| Соединитель (штуцер) для шланга с внутренней резьбой |  |
F1 | 2600 | 17 | 19 | 24 | 30 | 38 | 45 | 51 | 64 | – | – |
| Соединитель (штуцер) для шланга с наружной (внешней) резьбой |  |
D9 | 2600 | 14 | 17 | 21 | 27 | 34 | 38 | 44-47 | 54 | 66 | 85 |
| Коллектор |  |
** | 2700 | – | – | – | 32 | 38 | – | – | – | – | – |
| Фильтр механической очистки косого типа (косой фильтр грубой очистки, грязевик) | ? | ? | – | – | 24? | ? | ? | ? | ? | ? | ? | ? | |
| Пробка фильтра механической очистки косого типа (косого фильтра грубой очистки, грязевика) |  |
? | ? | – | – | 18, 20 или 21? | ? | ? | – | – | – | – | – |
| Узел присоедининения счетчика (указан размeр по штуцеру) |
 |
? | ? | – | – | 19? | ? | – | – | – | – | – | – |
| Кран шаровый (обычный) | 300-326 | 17 | 21 | 25 | 31 | 38 | 48 | 54 | 67 | 84 | 99 | ||
| Кран шаровый (усиленный) |  |
400-457 | 19 | 22 | 27 | 32 | 40 | 50 | 55 | 70 | – | – | |
| Накидная гайка шарового крана |  |
320-322 | – | – | 30 | 37 | 47 | 52 | – | – | – | – | |
