Содержание
Обработка дерева и металла
Токарно-винторезный станок служит для обтачивания наружных цилиндрических, конических и фасонных поверхностей, растачивания отверстий, подрезания торцов и уступов и нарезания резьбы.
Неподвижным звеном станка является станина, для устойчивости закрепленная на фундаменте. На станине установлены основные узлы токарного станка: передняя бабка с коробкой скоростей, задняя бабка, коробка подач с ходовым винтом и ходовым валиком, суппорт с фартуком.
Станина — массивное чугунное основание в виде двух продольных стенок, соединенных поперечными ребрами, установленных на прочных тумбах. Верхние части этих стенок станины называются направляющими. По направляющим станины перемещаются задняя бабка и суппорт, поэтому направляющие должны быть строго параллельны. Направляющие станины могут иметь призматический и плоский профили.
Передняя бабка служит для установки заготовки и сообщения ей вращательного движения. От передней бабки движение передается и к механизму подачи. В корпусе передней бабки обычно располагается коробка скоростей, которая служит для изменения скоростей вращения шпинделя. Она состоит из зубчатых колес, валиков и муфт сцепления.
Шпиндель — главный вал коробки скоростей, на котором устанавливаются патроны для крепления обрабатываемых заготовок. Шпиндель установлен в корпусе передней бабки на двух подшипниках. Он имеет сквозное отверстие для пропускания длинных прутков заготовок. Передний конец отверстия в шпинделе имеет коническую форму для установки центров.
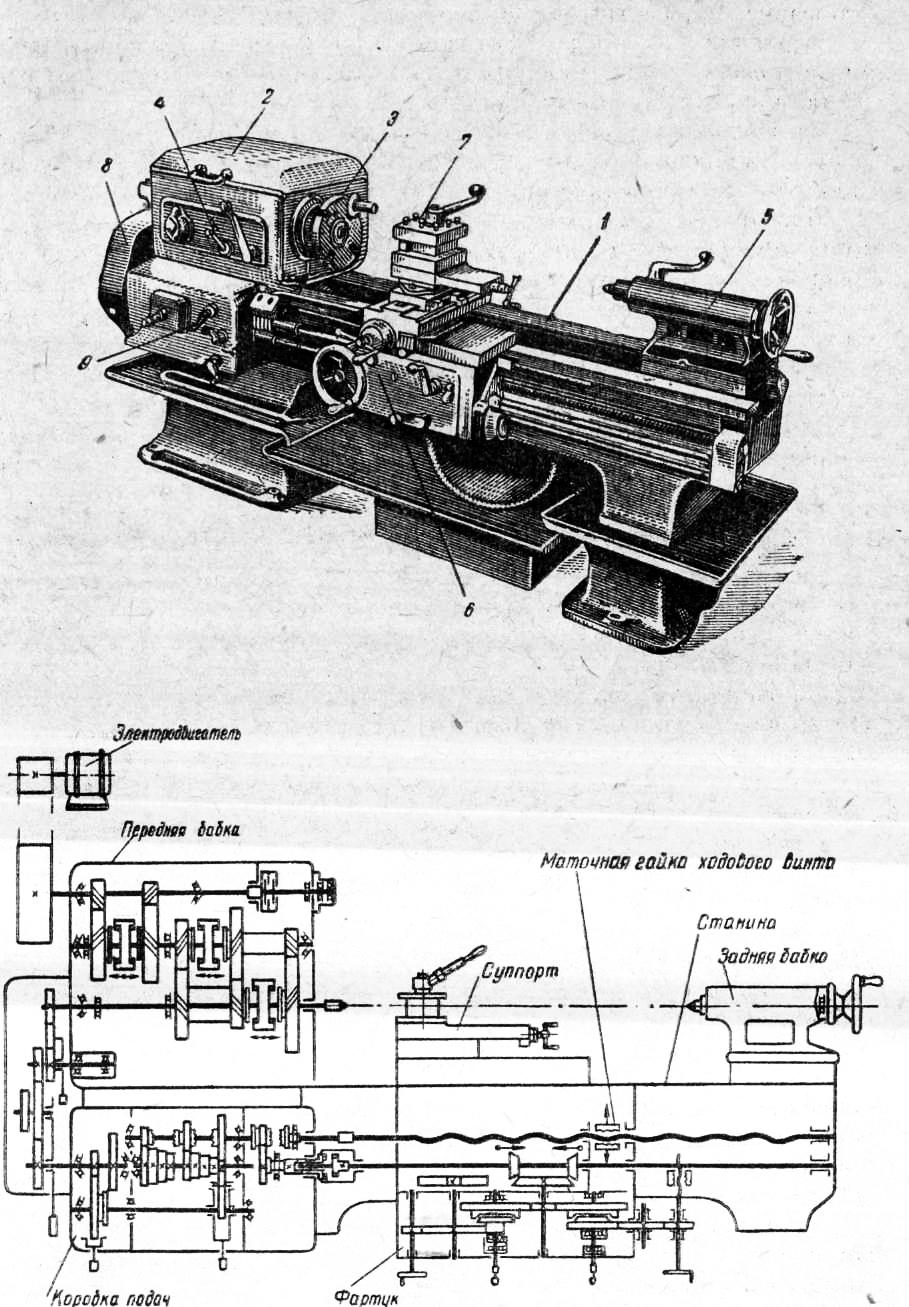
Рис. 1. Токарно-винторезный станок и его кинематическая схема:
1 — станина; 2 — передняя бабка; 3 — шпиндель; 4 — коробка скоростей; 5 — задняя бабка; 6 — суппорт; 7 — резцедержатель; 8 — гитара; 9 — коробка подач
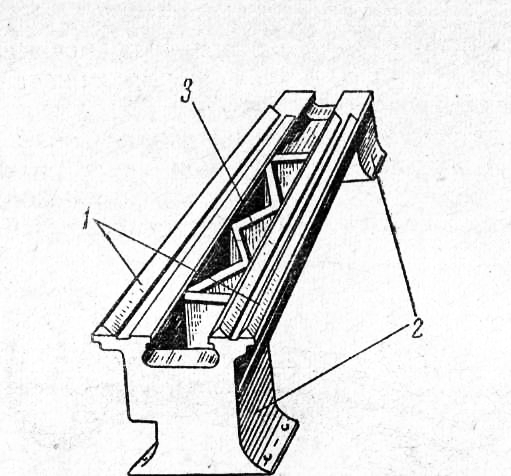
Рис. 2. Станина токарного станка:
1 — направляющие; 2 — поперечные ребра; 3 — тумбы
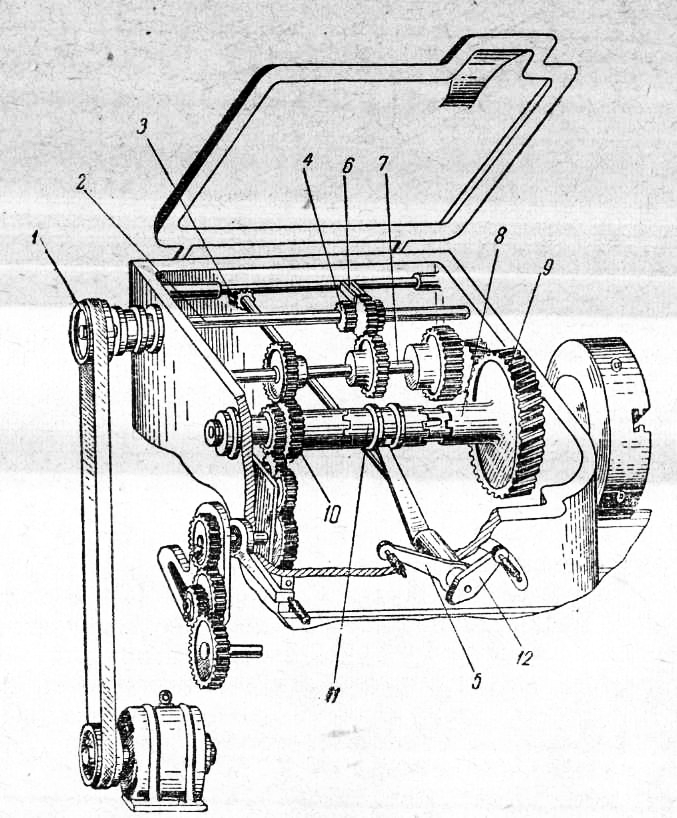
Рис. 3. Коробка скоростей.
Коробка скоростей получает вращательное движение от электродвигателя посредством ремня, приводного шкива , который укреплен на валу. Вал имеет направляющую шпонку, по которой скользит блок зубчатых колес. С помощью рукоятки, находящейся на стирке корпуса передней бабки, движение передается зубчатой рейке, соединенной с вилкой. Эта вилка перемещает блок вправо или влево, благодаря чему одно из зубчатых колес блока сцепляется с одним из трех колес, неподвижно закрепленных на валу. Так как эти колеса имеют различные числа зубьев, то поручаются три различные скорости вращения вала при одном и том же числе оборотов приводного шкива и вала.
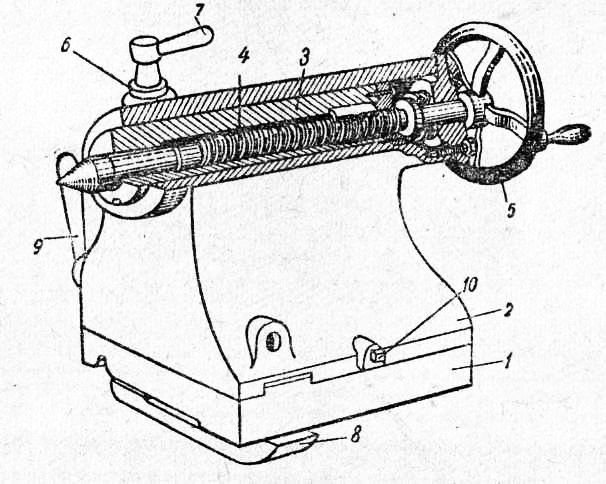
Рис. 4. Задняя бабка:
1 — плита; 2 — корпус; 3 — пиноль; 4 — винт; 5 — маховичок; 6 — винт; 7 — рукоятка; 8 — планка; 9 — рукоятка; 10 — винт.
На шпинделе вращаются зубчатые колеса и, постоянно сцепленные с колесами вала. Колеса и имеют торцевые выступы (кулачки), с которыми сцепляется кулачковая муфта. Эта муфта перемещается вправо или влево вдоль направляющей шпонки на шпинделе посредством рукоятки. В зависимости от положения муфты шпиндель может иметь две различные скорости вращения при каждой из трех скоростей вращения вала. Таким образом, можно получить шесть различных скоростей шпинделя при одном и том же числе оборотов приводного вала. Положения рукояток при различных числах оборотов шпинделя указаны на табличке, помещенной на коробке скоростей.
Задняя бабка служит для закрепления в центрах длинных деталей, обтачивания конусов и установки некоторых режущих инструментов (сверла, развертки и т. п.).
Задняя бабка состоит из основания — плиты , на котором установлен корпус. Основание имеет тот же профиль, что у направляющих станины, и закрепляется па станине с помощью прижимной планки рукояткой.
Заднюю бабку по мере необходимости можно перемещать вдоль направляющих. Для обработки конических деталей в центрах корпус задней бабки с помощью винта можно сдвигать относительно основания в поперечном направлении.
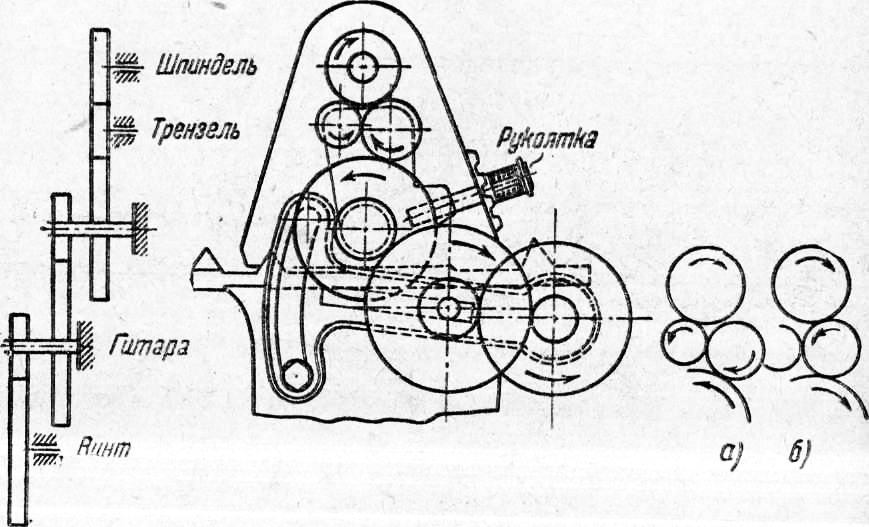
Рис. 5. Схема передачи движения от шпинделя к коробке подач. Движения ходового винта: а — прямое; 6 — обратное.
В корпусе задней бабки помещается пиноль с коническим отверстием, в которое вставляются центр или режущие инструменты. Перемещение пиноли осуществляется винтом, который
вращается маховиком и перемещает гайку, скрепленную с пинолью. В пиноли имеется шпоночная канавка, которая скользит вдоль направляющей шпонки, закрепленной в корпусе, и тем самым предотвращает вращение пиноли. Закрепление пиноли в нужном положении производится винтом с рукояткой.
Коробка подач является основным узлом механизма подачи у современных станков. Ее назначение — изменять передаточное число вращательного движения, передаваемого от шпинделя к суппорту.
Механизм подачи служит для сообщения режущему инструменту движения продольной подачи вдоль оси шпинделя и поперечной подачи — перпендикулярно к этой оси.
На рисунке 5 показана передача вращательного движения от шпинделя трензелю. От трензеля движение передается сменным зубчатым колесам, сцепление которых осуществляется с помощью механизма гитары. Механизм гитары соединен с валиком коробки подач зубчатыми колесами.
Рассмотрим одну из конструкций коробок подач типа зубчатого конуса с накидными шестернями. Вдоль шпоночной канавки валика скользит шпонка зубчатого колеса, которое свободно вращается по отношению к вилке. На оси верхней части вилки имеется зубчатое колесо, находящееся в постоянном зацеплении с колесом. На валу коробки подач закреплен ряд зубчатых колес (обычно 10 колес), так называемый зубчатый конус. Посредством рычага с рукояткой, жестко соединенного с вилкой, можно перемещать вилку вдоль валика и поочередно сцеплять зубчатое колесо с одним из колес зубчатого конуса.
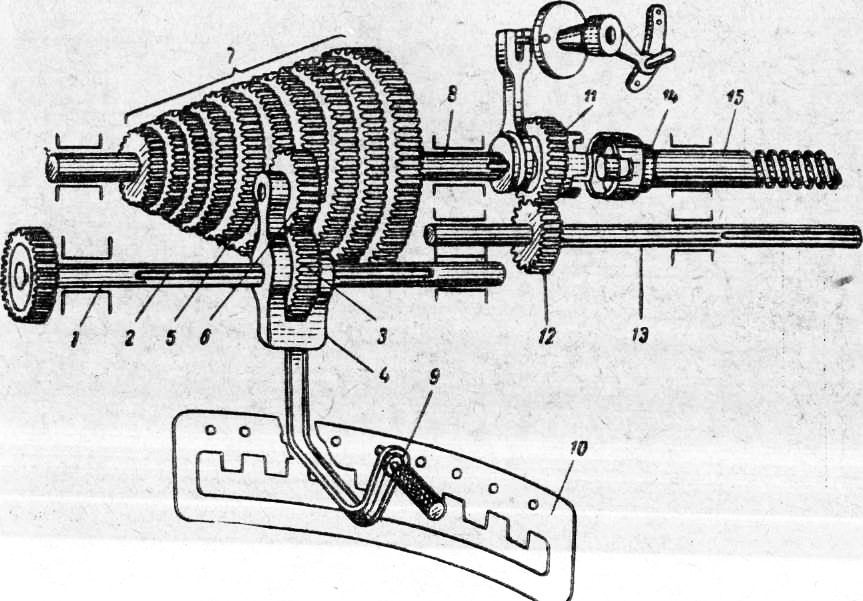
Рис. 6. Механизм коробки подач:
1 — ведущий вал; 2 — шпоночная канавка; 3 — шестерня; 4 — вилка; 5 — ось; 6 — шестерня; 7 — блок шестерен; 8 — ведомый вал; 9 — рычаг; 10 — корпус; 11 и 12 — шестерни включения ходового валика; 13 — ходовой валик; 14 — муфта включения ходового винта; 15 — ходовой винт.
Для того чтобы зацепление было правильным и надежным, вилка удерживается в каждом из положений посредством штифта рукоятки, западающего в одно из отверстий на корпусе коробки подач. Таким образом, механизм коробки подач позволяет получить 10 различных передаточных чисел, т. е. скоростей вращения вала.
Вдоль правого конца вала может скользить по направляющей шпонке зубчатое колесо, имеющее кулачковые выступы на торце.
Ходовой винт имеет на конце кулачковую муфту. При перемещении зубчатого колеса посредством вилки и рукоятки вправо оно сцепляется с муфтой кулачками. При этом вращательное движение от коробки подач будет передаваться ходовому винту. Под ходовым винтом находится ходовой валик, на-конце которого закреплено зубчатое колесо. Если передвинуть колесо влево, то оно разъединится с муфтой и войдет в зацепление с колесом. В этом случае движение будет передаваться ходовому валику, а ходовой винт будет неподвижным. Такое устройство исключает возможность передачи одновременного вращения ходовому винту и ходовому валику.
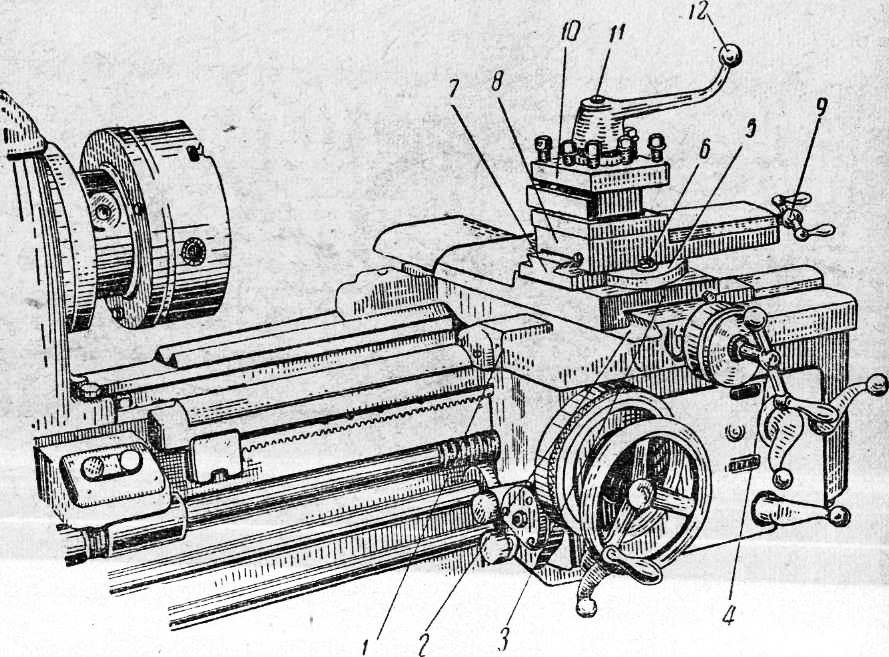
Рис. 7. Суппорт токарного станка.
Суппорт служит для установки на нем режущих инструментов (резцы) и перемещения их относительно обрабатываемой заготовки. Нижняя часть суппорта называется продольными салазками . Продольные салазки суппорта перемещаются по направляющим станины (продольная подача).
На верхней части продольных салазок суппорта имеются направляющие, по которым перемещаются поперечные салазки. Поперечные салазки перемещаются перпендикулярно направляющим станины (поперечная подача). Для перемещения поперечных салазок служит винт, соединенный с гайкой, который вращается рукояткой.
На верхней части поперечных салазок суппорта имеется поворотный круг, закрепляемый двумя винтами с гайками. Поворотный круг имеет направляющие для верхних салазок суппорта. Верхние салазки суппорта перемещаются по направляющим винтом с рукояткой. Благодаря поворотному кругу верхние салазки могут быть установлены под любым углом относительно направляющих станины.
На верхних салазках суппорта закреплен резцедержатель — четырехгранная резцовая головка, которая поворачивается вокруг вертикальной оси на требуемый угол и закрепляется в нужном положении рукояткой. Такой резцедержатель позволяет закрепить одновременно четыре резца, а для установки требуемого резца требуется только повернуть резцедержатель.
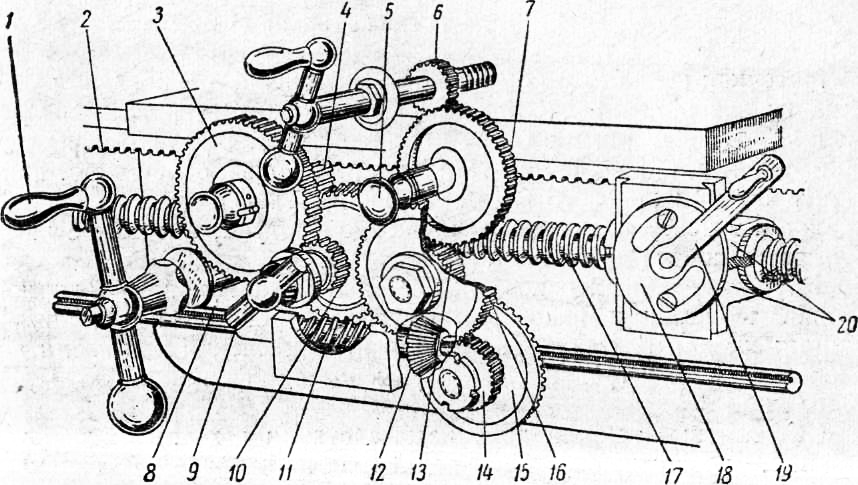
Рис. 8. Фартук суппорта.
Фартук суппорта служит для размещения механизмов, преобразующих вращательное движение ходового валика или ходового винта в поступательное движение суппорта (механическая подача), а также для перемещения суппорта вручную. Для ручной продольной подачи в фартуке имеется зубчатое колесо, которое сцепляется с зубчатой рейкой, укрепленной на станине. При вращении маховичка движение передается через зубчатое колесо к колесу, которое катится по рейке и перемещает суппорт.
Вдоль шпоночной канавки ходового валика скользит шпонка червячного винта, который вращается вместе с валом. С помощью муфты с рукояткой червяк может входить в зацепление с блоком червячного и зубчатого колес, который сцеплен с колесами и, а следовательно, и с рейкой (продольная механическая подача).
Для поперечной механической подачи в фартуке имеется система зубчатых колес. Она состоит из конического колеса, вращающегося на шпонке вместе с ходовым винтом, и сцепленного с ним конического колеса, которое передает движение колесу через цилиндрические колеса. Колесо посредством рукоятки можно сцепить с колесом. Это колесо закреплено на винте поперечных салазок суппорта и таким образом осуществляется механическая поперечная подача резца.
Механическое перемещение суппорта при нарезании резьбы производится ходовым винтом, который сцепляется с маточной гайкой.
Маточная гайка помещается в корпусе фартука. Она разрезана на две половины. С помощью рукоятки поворачивается диск, соединенный с обеими половинами гайки. При перемещении рукоятки обе половины гайки сближаются и охватывают винт. При вращении ходового винта его вращательное движение преобразуется в поступательное перемещение фартука, а вместе с ним и суппорта (подача для нарезания резьбы).
Кроме указанных основных частей и механизмов, у токарного станка имеются и некоторые другие устройства и механизмы. Например, для плавного включения и выключения шпинделя при работающем электродвигателе применяется фрикционная муфта сцепления.
Современные токарно-винторезные станки имеют сложное устройство, позволяющее производить обтачивание на огромных скоростях резания. Они оборудуются сложными механизмами, позволяющими производить быструю установку и закрепление заготовок и резцов,- пуск и остановку станка, автоматическое измерение изделий и другие операции.
Токарная обработка материалов заключается в обработке тел вращения режущим инструментом, движущимся вдоль оси вращения заготовки.
При поступательном движении резца, с поверхности заготовки снимается слой материала.
Исторически сложилось так, что обработка "круглых" деталей требовалась практически во всех отраслях народного хозяйства. Первые токарные станки были очень примитивные: заготовку вращали при помощи ножного привода, а режущий инструмент держали в руках с упором на подставку. На таких станках можно было обрабатывать только мягкие материалы, например, такие как дерево.
Токарный станок Петра I.
В конце 19 века, с появлением машин, стали использовать паровые, а затем и электрические двигатели для вращения обрабатываемых деталей. Важным достижением того времени явилось то, что были разработаны и внедрены держатели режущего инструмента. Инструмент закреплялся в специальной обойме, а обойму оператор мог перемещать как параллельно, так и перпендикулярно заготовке, вращая определённые ручки. Такие приспособления стали называться "суппорт токарного станка".
Токарный станок начала 20 века.
Современные токарные станки позволяют в автоматическом режиме перемещать режущий инструмент в заданных направлениях. К достоинствам современных токарных станков относится так же возможность нарезания резьбы практически любого профиля и заданной точности. Поэтому современные станки называются "Токарно-винторезные станки".

Устройство и основные узлы токарного станка.
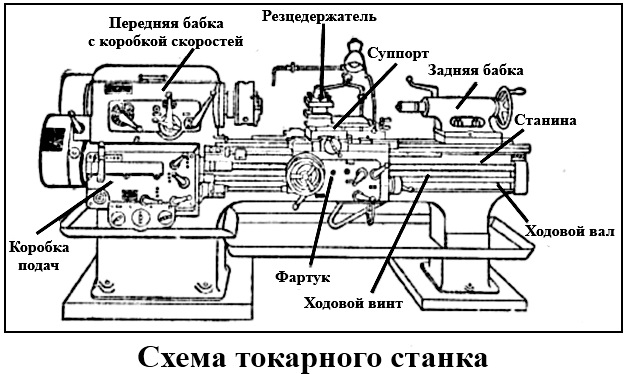
Большинство токарных станков имеют практически одинаковую конструкцию и различаются только габаритами и расположением органов управления. На рисунке показан типовой токарный станок и его основные узлы.
Ось токарного станка – виртуальная ось, проходящая через ось вращения заготовки параллельно станине.
Передняя тумба и задняя тумба – литые чугунные тумбы, служащие подставками для узлов и механизмов станка. В настольных станках тумбы не используются.
Станина – основная часть, остов токарного станка. Станину, обычно, изготавливают цельнометаллической путём отливки из чугуна. Станина крепится к тумбам станка. Большой вес станины снижает вибрации от электропривода станка и вибрации, возникающие в процессе обработки деталей. В нижней части станины, внутри или сзади токарного станка устанавливается двигатель электропривода.
Электрический шкаф – шкаф, внутри которого расположены элементы электрической схемы станка, а на наружной панели включатели главного электродвигателя, компрессора для охлаждающих жидкостей, вольтметр и индикаторные лампочки.
Передняя бабка – заключает в себя набор шестерён, рычагов, валов и механизмов для изменения скорости вращения заготовки и скорости подачи режущего инструмента.
Гитара – составная часть передней бабки, в которой расположены сменные шестерни для настройки привода инструмента при нарезании резьбы (в современных станках смена шестерён не требуется).
Шпиндель – основной вал вращения заготовки. На шпинделе могут устанавливаться крепёжные приспособления, такие как патрон, центр, цанга и тому подобные.
Патрон – наиболее распространённое крепёжное приспособление для заготовок.
Суппорт – приспособление для крепления обрабатывающего инструмента и перемещения инструмента в заданных направлениях.
Фартук – передняя крышка суппорта.
Задняя бабка – приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы и прочих приспособлений.
Передняя бабка
На фронтальной поверхности передней бабки расположены рычаги переключения скорости вращения шпинделя и скорости подачи режущего инструмента.
Шильдики – пояснительные таблички. На токарных станках, на шильдиках указаны зависимость скорости перемещения или вращения узлов станка от выбранных положений рукояток установки.
Рукоятки установки скорости шпинделя – в зависимости от положения этих рукояток изменяется скорость вращения шпинделя. Рукоятки можно перемещать только на остановленном станке.
Делительный рычаг – Рычаг переключения скорости вращения шпинделя. Рычаг имеет три положения. В крайнем левом положении шпиндель станка вращается с нормальной скоростью установленной рукоятками установки скорости шпинделя. В вертикальном (нейтральном) положении шпиндель не вращается. В крайнем правом положении шпиндель вращается со скоростью в 10 раз ниже заданной. Переключать этот рычаг можно только на остановленном станке.
Рукоятки установки скорости подачи – этими рукоятками устанавливается скорость перемещения режущего инструмента при обработке деталей, а так же перемещение режущего инструмента за один оборот шпинделя при нарезании резьбы. Рукоятки можно перемещать только на остановленном станке.
Шпиндель – стальная толстостенная труба. Шпиндель служит для передачи вращения от электропривода, через систему шестерён, к обрабатываемой детали. Входная часть шпинделя на поверхности имеет резьбу для установки крепёжных патронов, а входное отверстие имеет форму конуса для установки центров или других крепёжных приспособлений.
Следует заметить, что у разных моделей станков, число и положение рукояток настройки скорости вращения и перемещения могут отличаться от показанных на рисунке. Для конкретной модели токарного станка следует внимательно ознакомиться с обозначениями на шильдиках или прочитать инструкцию по эксплуатации станка.
Задняя бабка
Задняя бабка – приспособление для крепления заготовки (при обработке в центрах), или для крепления инструментов, таких например как метчик, плашка при нарезании резьбы; свёрл или сверлильного патрона при сверлении отверстий.
Основание – деталь задней бабки, её остов. Основание а, следовательно, и вся задняя бабка, может свободно перемещаться в горизонтальной плоскости по станине вдоль оси станка. На основании крепится корпус задней бабки. Корпус задней бабки – узел, содержащий в себе функциональные механизмы задней бабки.
Винт регулировки положения задней бабки – предназначен для небольшого перемещения корпуса задней бабки в горизонтальной плоскости в поперечных направлениях. Используется в случаях, когда нужно совместить центр заготовки с центром задней бабки (сделать соосными) или при обработке конических деталей.
Пиноль – подвижной стальной цилиндр. Входное отверстие пиноли имеет коническую форму и предназначено для крепления оправок, приспособлений, центров и тому подобное, в зависимости от выполняемой работы.
Рукоятка фиксации пиноли. При работе токарного станка могут возникать вибрации, которые приводят к самопроизвольному перемещению пиноли. Чтобы зафиксировать пиноль в заданной позиции и служит ручка фиксации.
Колесо перемещения пиноли – при вращении этого колеса по часовой стрелке, пиноль выезжает из корпуса задней бабки, а при вращении колеса против часовой стрелки, пиноль заходит внутрь корпуса задней бабки.
Рукоятка фиксации задней бабки. Для перемещения задней бабки вдоль станины рукоятку фиксации следует отпустить (сдвинуть рукоятку назад). Для фиксации задней бабки, после её перемещения, ручку фиксации следует потянуть на себя до упора. При этом задняя бабка будет зафиксирована в нужном положении и не сможет самопроизвольно перемещаться по станине вследствие нагрузок на пиноль или паразитных вибраций.
Суппорт
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента.
Поворотный резцедержатель – приспособление для закрепления и смены режущего инструмента.
Ручка крепления резцедержателя – предназначена для смены режущего инструмента. Для смены инструмента ручку поворачивают против часовой стрелки (от себя), при этом затяжная головка ослабляет фиксацию резцедержателя и происходит его поворот. Для фиксации резцедержателя следует повернуть ручку крепления резцедержателя по часовой стрелке (на себя) до упора.
Верхние салазки – механизм перемещения резцедержателя в заданном направлении. Верхние салазки можно поворачивать (в параллельной плоскости) относительно оси станка на заданный угол. Об этом будет подробно рассказано в теме "Обработка конических поверхностей".
Рукоятка перемещения верхних салазок – вращение этой рукоятки перемещает верхние салазки в горизонтальной плоскости.
Поперечные салазки – предназначены для перемещения режущего инструмента в горизонтальной плоскости строго перпендикулярно оси станка.
Рукоятка перемещения поперечных салазок – вращение этой рукоятки по часовой стрелке приводит к перемещению поперечных салазок вперёд (к оси станка), а против часовой стрелки назад (от оси станка).
Продольные салазки – устройство перемещения режущего инструмента строго параллельно оси станка.
Колесо перемещения продольных салазок – вращение этого колеса против часовой стрелки приводит к горизонтальному перемещению режущего инструмента справа налево, а по часовой стрелке – слева направо.
Включатель винтовой подачи – используется только при нарезании резьбы резцом. Во всех остальных режимах обработки деталей этот включатель заблокирован.
Переключатель подач – многопозиционный рычаг для включения автоматического перемещения режущего инструмента в заданном направлении.
В положении 0 – (нейтраль) суппорт стоит на месте; в положениях 1 или 2 перемещаются поперечные салазки (вперёд или назад соответственно); в положении 3 или 4 перемещаются продольные салазки (влево или вправо соответственно).
Переключатели подач могут иметь и другую конструкцию, например, иметь два рычага. Один включает продольную, а другой поперечную подачи.
Приводные валы и механизмы
Для автоматического перемещения элементов суппорта, а так же для оперативного включения и выключения вращения шпинделя в токарном станке предусмотрено несколько приводных валов и соответствующих механизмов.
Механизмы включения – выключения различных приводов находятся в суппорте под фартуком.
Вал включения шпинделя – имеет на себе две ручки включения шпинделя. Одна ручка расположена слева от оператора станка, а вторая справа. Обе ручки жёстко закреплены на валу. При перемещении любой из этих ручек вверх происходит включение станка, и шпиндель начинает вращаться против часовой стрелки (рабочее, прямое вращение). В среднем положении ручек – станок выключен. При перемещении ручек вниз шпиндель начинает вращаться по часовой стрелке (обратное вращение).
Зубчатая рейка – составная часть механизма ручного перемещения суппорта в продольном направлении. При вращении колеса перемещения продольных салазок происходит зацепление зубчатого колеса связанного с осью вращения колеса и зубчатой рейкой, при этом происходит перемещение суппорта.
Вал подачи – Этот вал предназначен для автоматического перемещения режущего инструмента. Вал по всей рабочей длине имеет продольный паз, служащий для зацепления с механизмом перемещения. При работающем станке этот вал постоянно вращается. Ручкой переключения подач включается механизм выбранного перемещения.
Вал резьбовой (Винт) – предназначен для привода суппорта в продольном направлении при нарезании резьбы резцом. Вращение этого вала происходит только в режиме нарезания резьбы.
Лимбы
Лимб – это кольцо (или плоская шайба) с нанесёнными на его поверхности рисками, расположенными на равных расстояниях друг от друга. На определённом интервале, например через каждые 10 рисок, нанесены цифры, указывающие определённую величину градуировки лимба. Лимб может быть отградуирован в миллиметрах, градусах или других метрических величинах.
На рисунке показан лимб, расположенный на механизме перемещения поперечных салазок. Вращение лимба происходит совместно с вращением рукоятки перемещения инструмента. Каждая десятая риска на лимбе пронумерована 0, 1, 2 ..19. Всего лимб имеет 200 рисок. В данном случае при повороте рукоятки, например, на 10 делений (от 0 до 1) рабочий инструмент переместится на 1 миллиметр.
Разные станки имеют разную градуировку лимбов, поэтому следует справляться в инструкции по эксплуатации конкретного станка. Если нет возможности узнать эту информацию, то можно определить величину перемещения самостоятельно. Для этого следует проточить деталь и измерить полученный размер, затем снова проточить деталь, повернув рукоятку на десять делений и снова измерить размер, полученный после проточки. Разница между предыдущим и последним измерением как раз и будет величина перемещения инструмента при повороте на 10 делений.
Кольцо лимба можно поворачивать на оси механизма, удерживая рукоятку перемещения. Это бывает необходимо для установки точки отсчёта при обработке, обычно устанавливается значение 0.
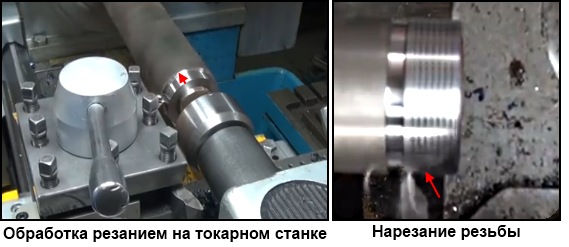
С устройством токарно-винторезного станка мы познакомимся на примере двух моделей токарных станков : токарно-винторезный станок 16К-25 и токарно-винторезный станок 1И-611. На токарном станке можно выполнять различные работы ( обработку резанием, нарезание резьбы, обработку торцевых поверхностей и другие).
Мы не зря остановились на этих моделях токарных станков, так как эти модели очень популярны и известны среди токарей. Конструкция токарно-винторезных станков 16К-25 и 1И-611 стала известна достаточно давно, а именно в 1983 году.
Стандартные токарные станки 16К-25 и 1И-611 могут модернизироваться с помощью специальных дополнений, которые создаются в зависимости от специфики эксплуатации токарного станка.
Технология обработки на токарном станке может совершенствоваться при помощи внедрения новых дополнений.
Металлообрабатывающие станки бывают несколько видов и делятся в зависимости от массы .
Виды металлорежущих станков :
– Легкие токарные станки ( до 1 тонны) ;
– Средние токарные станки (до 10 тонн) ;
– Тяжелые токарные станки (более 10 тонн).
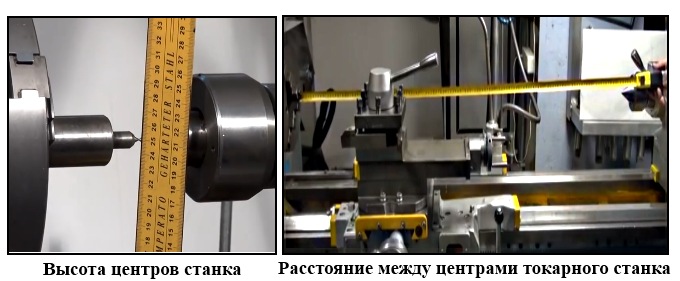
Главным определяющим параметром токарного станка является высота его центров или расстояние от оси вращения шпинделя до верхней точки станины станка. Этот размер определяет наибольший диаметр деталей, обрабатываемый над станиной. Расстояние между центрами станка, также является определяющим параметром, от которого зависит наибольшая длина детали, которая может быть обработана на станке.

Основные узлы станка:
- Основание ;
- Станина ;
- Передняя бабка (шпиндельная бабка) ;
- Задняя бабка ;
- Суппорт ;
- Коробка подач.
Теперь более подробно изучим узлы токарного станка, рассмотрим устройство узлов токарного станка и назначение узлов токарного станка.

- Основание токарного станка (нижняя часть). У станков 16К-25 и 1И-611 основание выполняется единым. Конструкции других токарных станков могут иметь основание, которое состоит из двух или более массивных тумб.
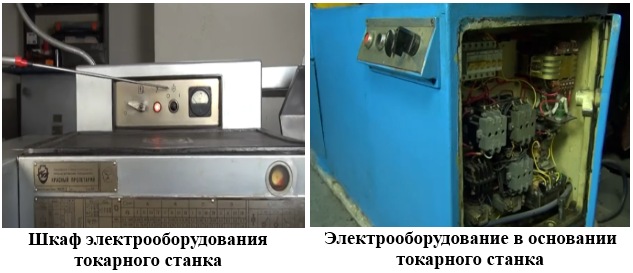
В полостях основания токарного станка находятся главный двигатель, емкость, насосная система охлаждения. Как правило, в основании токарного станка монтируется электрооборудование. Но существуют токарные станки, в которых имеется специальный электро шкаф, где и располагается электрооборудование токарного станка. В средней части основания станка выполнена емкость (корыто), которое используется для накопления стружки и стекающих охлаждающих жидкостей из зоны обработки.
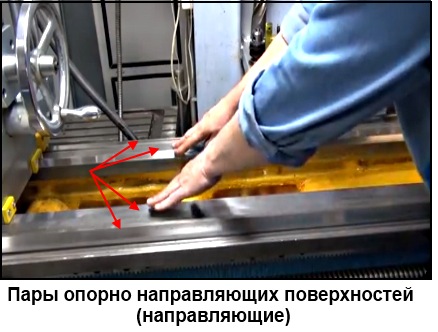
На плоскости основания токарного станка крепится станина, которая является главной деталью станка. С левой стороны станины выполнена плоскость для установки передней бабки. А справа проходят две пары опорно-направляющих поверхностей. Одна пара для направления продольного движения суппорта, другая пара для направления движения задней бабки. Каждая опорно направляющая пара состоит из одной направляющей призматического профиля и одной плоской направляющей. У станин прочих конструкций существуют и другие сочетания профилей направляющих. Обобщенно опорно направляющие поверхности называют «направляющие».

Обе пары направляющих станины выполнены с высокой геометрической точностью и взаимопараллельностью. Рабочие поверхности направляющих станины поддаются поверхностной закалке. Конструкция некоторых токарных станков предусматривают защиту для направляющих станины.
С левой стороны станка на станине крепится передняя бабка токарного станка (шпиндельная бабка). Передняя бабка имеет шпиндель, который является очень важной деталью, о которой мы поговорим позже. Внутри передней бабки скомпонован механизм перемены передач (коробка скоростей).

Коробка скоростей токарного станка предназначена для передачи движения от главного двигателя станка к его шпинделю. Передача главного движения может осуществляться с различными крутящими моментами и возможностью ступенчатого изменения частоты оборотов шпинделя. Частота оборотов измеряется числом оборотов шпинделя за одну минуту. На этом токарном станке имеется механизм, который называется фрикционная муфта (фрикцион). Он позволяет управлять вращением шпинделя без остановок и реверса (изменения направления вращения) главного двигателя.
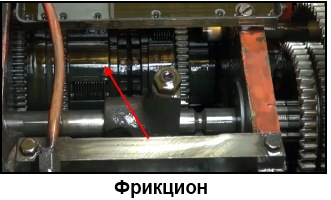 Фрикционом, приводимым в действие одной из двух дублированных рукояток, запускается, изменяется и останавливается вращение шпинделя. Данный фрикцион механический и его ручной привод позволяет плавно раскручивать шпиндель, проворачивать его толчками в обоих направлениях, в отдельных случаях помогать торможению шпинделя. Фрикционы на различных станках бывают также с электромеханическими и гидравлическими приводами.
Фрикционом, приводимым в действие одной из двух дублированных рукояток, запускается, изменяется и останавливается вращение шпинделя. Данный фрикцион механический и его ручной привод позволяет плавно раскручивать шпиндель, проворачивать его толчками в обоих направлениях, в отдельных случаях помогать торможению шпинделя. Фрикционы на различных станках бывают также с электромеханическими и гидравлическими приводами.
Для торможения шпинделя в передней бабке находится механический тормоз, приводимый в действие той же рукояткой, которой управляется фрикцион.


На токарных станках со значительной длиной станины ручка управления шпинделя дублируется ручкой закрепленной на суппорте. А на станках с небольшой длиной станины достаточно одной ручки.
Фрикциона на станке может и не быть вовсе, как например на этом более легком токарном станке, на котором реверсирование, пуск и остановка шпинделя происходит за счет изменения режимов работы главного двигателя. Во внутренней части передней бабки находится механизм ступенчатого изменения частот оборотов шпинделя, а кроме этого и часть механизма подачи.
Рукоятки, рычаги и переключатели токарного станка находятся на передней части передней бабки. Частоты оборотов можно изменять изменением положения рукояток на основании данной таблицы.

На этом станке механизм разделения частот разделен и находится в двух узлах. Ступенчатое переключение частот оборотов с малым шагом выполняется в коробке скоростей, находящейся в полости основания станка. Числа оборотов минуту появляются в окошке устройства при проворачивании колеса на нем. После выбора нужной частоты оборотов делается исполнения переключения на нее одним движением рычага, при этом главный двигатель останавливается и запускается вновь после выполнения переключения. Переключение на ступень пониженных частот оборотов осуществляется рычагом на передней бабке, который называется «перебор». Также в передней бабке находится часть механизма переключения подач.
Современные токарные станки имеют конструкцию, позволяющую производить бесступенчатое, то есть плавное переключение частот оборотов.
Шпиндель токарного станка это деталь передней бабки, и он представляет собой вал, сложной формы, со сквозным отверстием. Он вращается в специальных, высокоточных регулируемых подшипниках, находящихся в корпусе передней бабки. С передней стороны шпинделя находится установочный фланец на который крепится устройство для крепления деталей (например, трехкулачковый самоцентрирующийся патрон). Внутри шпинделя, с передней его стороны, выполнено коническое отверстие для установки в нем различных зажимных приспособлений в частности таких, как цанговый патрон.
Стандартные внутренние и наружные конусы (конусы Морзе)

В зависимости от размеров станка в их шпинделе выполняется и соответствующий их размеру номер конуса Морзе. Шпиндели токарного станка имеют внутри сквозное отверстие для возможности прохода в них пробковых материалов. Диаметр этого отверстия является важным технологическим параметров этого станка. Шпиндель токарно винторезных станков кинематически соединен с коробкой подач, то есть от него на коробку подач передается вращение. Передача вращательного движения от передней бабки к коробке подач происходит через механизм, который называется гитара.

Коробка подач токарного станка служит для передачи крутящего момента от механизма гитары к ходовым винту и валу с возможностью ступенчатого изменения частот их вращения. Таким образом происходит изменения величин подач или шагов резьб при их нарезке резцов. Переключения делаются определенными сочетаниями положения механических переключателей в соответствии с таблицей, которая должна присутствовать на каждом станке. Передача крутящего момента с заданной частотой вращения от коробки подач к суппорту происходит посредством ходового винта или ходового вала, переключение которых выполняется отдельной рукояткой.
 Суппорт токарного станка служит для поступательных перемещений в горизонтальной плоскости, установленного на нем инструмента. Продольное перемещение суппорта происходит за счет скольжения его каретки (продольных салазок) по направляющим станины. По поперечным направляющим на суппорте перемещаются поперечные салазки, обеспечивающие соответствующее движение инструмента. Сверху к корпусу поперечных салазок крепятся со своим фланцем верхние салазки (поворотные салазки). Они имеют возможность поворота относительно своей опоры под любым углом, что используется для обработки конических поверхностей. Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Суппорт токарного станка служит для поступательных перемещений в горизонтальной плоскости, установленного на нем инструмента. Продольное перемещение суппорта происходит за счет скольжения его каретки (продольных салазок) по направляющим станины. По поперечным направляющим на суппорте перемещаются поперечные салазки, обеспечивающие соответствующее движение инструмента. Сверху к корпусу поперечных салазок крепятся со своим фланцем верхние салазки (поворотные салазки). Они имеют возможность поворота относительно своей опоры под любым углом, что используется для обработки конических поверхностей. Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Резцы токарных станков и другой инструмент устанавливаются на опорные плоскости резцедержателя и прижимаются к ним сверху болтами. На этом станке резцедержатель имеет возможность поворота, вокруг совей оси. Точную фиксацию в каждом из четырех положений, а также может быть закреплен, в любом нефиксированном положении своего поворота. Повороты и закрепление резцедержателя в фиксированных положениях производятся простым вращательно возвратным движением рукоятки. Нижняя часть суппорта называется фартук, через который насквозь проходят ходовые винт и вал, передавая крутящий момент на механизм фартука. Снаружи фартука располагаются рукоятки и рычаги управления подачами, а именно включением, выключением и изменением направлений подачи. Управление подачами в продольном и поперечном направлении производится ручкой четырехпозиционного переключателя. На этом станке с относительно большими длинами перемещения салазок есть механизм ускоренной подачи, включаемый нажатием кнопки на ручке управления подачами. Преобразование вращательного движения механизмов подач в поступательно движение суппорта происходит за счет реечной передачи на продольном направлении его движения и винтовой передачи на поперечном направлении движения поперечных салазок. Соединение суппорта с ходовым винтом выполняется путем обхвата резьбы ходового винта маточной гайкой, находящейся в фартуке, и управляемой отдельной рычажной рукояткой. Кроме этого на станках есть предохранительные механизмы, предотвращающие критические нагрузки при механических подачах. Вместе с механическим приводом подач на всех салазках универсальных станков есть ручной привод подач. Вручную продольная подача приводится вращением маховика (штурвала). Маховик может быть с горизонтальной рукояткой или без нее. Ручной привод поперечной подачи на этих станках выполнен в виде Т образной рукоятки с горизонтальной ручкой. На некоторых станках привод поперечной подачи может быть выполнен в виде круглого маховика с горизонтальной ручкой, однако Т-образная рукоятка значительно удобнее. Важными компонентами ручных приводов всех подач, показывающими величины их поступательного перемещения являются лимбы. Деления на поверхности лимбов или круговая шкала лимба позволяет производить мерные перемещения салазок на заданные расстояния с достаточной точностью, как при ручном приводе, так и при механическом. На всех лимбах указывается величина перемещения, которая сообщается салазкам при повороте шкалы лимба на одно деление. Эта взаимосвязь называется ценой деления, которая на разных лимбах может различаться.
Задняя бабка базируется на станине станка, на ней есть салазки, на которых она может продольно передвигаться по направляющим станины и крепится на ней в любой нужной точке посредством рычажной рукоятки. Усилия фиксации задней бабки рычагов может регулироваться, а также может быть дополнено зажимом гайкой. Задняя бабка с закрепленными в ней приспособлениями служит второй опорой при обработке изделий со значительной длиной, а также предназначена для самостоятельной обработки, закрепляемыми в ней различными инструментами. Инструмент или приспособление крепится в конус выдвижной части задней бабки, называемой «пиноль». Размер конуса Морзе в пиноли может быть разным. В отличии от конуса Морзе в шпинделе во внутренней части конического отверстия пиноли есть замок, который удерживает инструмент от проворота за его лапу. Оси пиноли конусов Морзе и шпинделя находятся на одной высоте направляющей напротив станины вне зависимости от положения задней бабки. Ось пиноли может перемещаться в горизонтальной плоскости относительно оси шпинделя в небольшом диапазоне, что технологически необходимо. Это перемещение выполняется при помощи двух винтов, которые двигают корпус задней бабки относительно ее опорной плиты.
Подача инструмента закрепленного в пиноли задней бабкипроизводится вручную при помощи винтовой передачи выдвигающей пиноль. Пиноль может стопориться в любом положении рычагом зажима. На маховике привода пиноли имеется лимб для отсчета ее линейных перемещений.
На этом станке задняя бабка достаточно тяжелая и для облегчения ее перемещения по станине используется пневматическая подушка, приподнимающая заднюю бабку над станиной за счет подаваемого между салазками задней бабки и станины сжатого воздуха. Подача сжатого воздуха включается при нейтральном положении зажимного рычага и отключается при зажиме. На современных станках смазка закрытых механизмов осуществляется автоматически. На станках устанавливаются индикаторы централизованной подачи смазки. На этом станке на нормальную работу системы централизованной смазки указывает вращающийся ротор в контрольном окошке, а на этом станке об подаче смазки свидетельствует падение капель, видимые через контрольное окошко.
Основные компоненты электрооборудования токарного станка находятся в полости или в отдельном электро шкафу. Общее включение или выключение электропитания на всех станках производится главным автоматическим рубильником или главным выключателем. Органы управления электрооборудованием токарного станка выведены наружу, некоторые из которых подведены к удобным для пользования точкам.
Открытые кабельные соединения между всеми электроприборами защищены от механических и термических воздействий гибкими металлическими рукавами. Управление главным двигателем токарных станков осуществляется по-разному. В одних конструкциях, имеющих фрикцион кнопками пуск и стоп. Управление главным двигателем в токарных станках, не имеющих фрикциона, осуществляется трехпозиционным рычагом. Позиции трехпозиционного рычага управления главного двигателя токарного станка : нейтральное положение, вперед, запуск прямых оборотов, запуск обратных оборотов.
Все токарные станки без исключения оборудованы местным низко вольтовым освещением. Напряжение местного освещение токарного станка может быть 12В, 24В, 36В, такое которое не опасно для токаря, так как 220В. Светильники местного освещения имеют защитный металлический плафон. Направление света может регулироваться. Запуск системы охлаждения токарного станка заключается во включении электро гидронасоса, подающего охлаждающую жидкость по магистрали. Как правило, насосы устанавливаются в полостях станка, что предохраняет их от внешних повреждений. На токарных станках предусмотрены такие защитные приспособления, как откидной кожух зажимного устройства на шпинделе и откидной щиток на суппорте.

Защитные элементы токарного станка предназначены для защиты токаря от разлетающихся под воздействием центробежных сил стружки и охлаждающей жидкости. На этом можно считать знакомство с принципиальным устройством классического токарного станка законченным.
