Содержание
Как правильно соединить провод в распределительной коробке
Самая спорная и болезненная проблема при электромонтажных работах соединение проводов и кабелей в распределительной коробке. Электрики варят, гильзуют (опрессовывают), паяют, пользуются различными сжимами (колодки, ваги, клеммы, СИЗы – соединительные изолирующие зажимы), скручивают. Сколько электриков, столько различных мнений.
Что говорят правила соединения проводов и кабелей
Будем пользоваться несколькими источниками актуальных на сегодняшний день. ПУЭ-7 (Правила устройства электроустановок), СНиП 3.05.06-85 (Электротехнические устройства), ГОСТ Р 50571.5.52-2011. ( Электроустановки низковольтные).
ПУЭ-7 Глава 2.1
Раздел: Электропроводки
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
СНиП 3.05.06-85
3. Производство электромонтажных работ
Раздел: Электропроводки
3.34. Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки. В сухих помещениях допускается размещать ответвления проводов в гнездах и нишах стен и перекрытий, а также в пустотах перекрытий. Стенки гнезд и ниш должны быть гладкими, ответвления проводов, расположенные в гнездах и нишах, должны быть закрыты крышками из несгораемого материала.
ГОСТ Р 50571.5.52-2011.
526 Электрические соединения
526.2 При выборе средств соединения следует учитывать:
– материал проводника и его изоляцию;
– число и форму проводов, формирующих проводник;
– площадь поперечного сечения проводника;
– число проводников, которые будут соединены вместе.
Примечания:
1 Использование соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях
Развернутый комментарий
Мы рассмотрели все нормативные акты регламентирующие соединение проводов. Рассмотрим преимущества и недостатки.
Опрессовка (гильзовка)
Рекомендуют все нормативы
Очень качественно соединение, большая площадь контакта. Недостаток пожалуй один, гильза большая по размеру и приходится делать большие распределительные коробки, что отражается на дизайне помещения.
Гильза, скрутка и клемма Ваго
Фото и краткое описание
Слева на фото соединение выполненное с помощью гильзы. Провода вставляются в луженую гильзу и обжимаются специальным прессом. Если гильза подобрана правильно соединение получается очень хорошее В центре скрутка, если сделать как на фото будет не хуже гильзы, но правилами запрещена, мы с своей работе не используем. Справа попытка отремонтировать проводку с помощью Ваги, соединение нагрелось, клемма расплавилась, так и до пожара недалеко.



Сварка
Рекомендуют все нормативы
Хороший контакт, малые габариты. Недостаток, проблематично проварить соединение большого количества проводов не повредив изоляцию (очень сильный нагрев).
Пайка
Предписывает применение только ПУЭ, СНиП умалчивает, а ГОСТ вообще рекомендует избегать соединения с помощью пайки.
Качественно спаять даже два провода достаточно сложно, но если удастся соединение будет качественным. Пропаять пять, шесть и более проводов практически не реально, тем более под потолком или в трудно доступном месте, куда большинство заказчиков просит поставить распределительную коробку, чтоб глаза не мозолила.
Скрутка
Хотя лучше еще никто не придумал. Всегда сначала провода скручивают, а потом варят, паяют, обжимают. Не буду агитировать, будем соблюдать правила, скрутка в чистом виде – ЗАПРЕЩЕНА!
СИЗ, клемма Ваго и винтовой сжим
Фото и краткое описание
Слева на фото соединение выполненное с помощью СИЗов. Провода сначала скручены, что само по себе неплохо, а поверх закручен колпачок в полном соответствии с правилами. В центре Вага (с подъемными флажками считается лучшим вариантом), отработала под нагрузкой около двух лет, оплавленная пластмасса и изоляция. Справа винтовой зажим, проблема та же что и с Вагой, соединение греется, последствия не предсказуемы



Сжимы
Рекомендуют все нормативы
Есть масса различных зажимов для проводов, все они сертифицированы, но, к сожалению, имеют различное качество.
Самые распространенные клеммы «Wago»: монтаж быстрый, выглядит красиво, но долгих нагрузок приближенным к максимальным не выдерживают. Наша компания использует «Ваги» только в случае работы по согласованному проекту, где четко прописана модель соединительных клемм. Тем самым мы снимаем с себя ответственность в случае нештатной ситуации, перекладывая ее на проектировщика и производителя клемм.
Винтовые зажимы: Качественное соединение получается только с зажимах, где под винтом есть дополнительные лепесток, а если винт вкручивается непосредственно в провод, со временем жди подгорания.
СИЗ (Соединительный изолирующий зажим): При использовании в чистом виде проблема та же что у сварки и пайки, зажим большого числа проводов. Но если делаем сначала скрутку, двадцать-двадцать пять миллиметров, а поверх накрутить СИЗ результат получается отличный. Соединение не подвергается нагреву, что положительно влияет на дальнейшую эксплуатацию. Мы используем такой метод более пятнадцати лет и не имели не одного нарекания. Есть единственный недостаток, из под СИЗа торчит оголенная шейка, которую требуется дополнительно изолировать. Поэтому способ не такой эстетичный как; клеммы «Wago», но соединение получается очень хорошее, площадь контакта значительно превышает сечение проводника.
При монтаже электрической проводки особое внимание уделяется электрическим контактам, так как от этого зависит качество и надёжность всей электросети в целом. Неотъемлемой частью таких контактов является соединение проводов. Для этого используются как современные технологии, так и старые методы. Каждый метод имеет свои недостатки и преимущества. Какой вид скрутки проводов использовать, выбирается от условий и возможностей.
Требования к скрутке проводов
 Скручивание проводов между собой — наиболее популярный и простой способ, но одновременно с этим и самый ненадёжный. Чтоб понять как правильно скручивать провода, необходимо представлять, какие процессы могут проходить в месте соединения. Со временем в результате температурного воздействия происходит ослабление зажима. Это вызвано линейным расширением проводника во время прохождения больших величин тока. Контакт в месте соединения ослабляется, его сопротивление увеличивается, соответственно происходит нагрев места скрутки. Провода окисляются и перегреваются, пропадает контакт или происходит пробой изоляции, что чревато коротким замыканием и возгоранием.
Скручивание проводов между собой — наиболее популярный и простой способ, но одновременно с этим и самый ненадёжный. Чтоб понять как правильно скручивать провода, необходимо представлять, какие процессы могут проходить в месте соединения. Со временем в результате температурного воздействия происходит ослабление зажима. Это вызвано линейным расширением проводника во время прохождения больших величин тока. Контакт в месте соединения ослабляется, его сопротивление увеличивается, соответственно происходит нагрев места скрутки. Провода окисляются и перегреваются, пропадает контакт или происходит пробой изоляции, что чревато коротким замыканием и возгоранием.
 Требования к скрутке проводов регламентируются правилами установки электрооборудования (ПУЭ). Основные правила, предъявляемые к любому способу соединения проводов, — обеспечить контакт без дополнительного сопротивления. То есть эта величина в месте скрутки не должна превышать минимальное значение сопротивления самих проводов. Это справедливо и к требованиям механической прочности, место контакта не должно быть менее прочно, чем значение прочности самих проводов.
Требования к скрутке проводов регламентируются правилами установки электрооборудования (ПУЭ). Основные правила, предъявляемые к любому способу соединения проводов, — обеспечить контакт без дополнительного сопротивления. То есть эта величина в месте скрутки не должна превышать минимальное значение сопротивления самих проводов. Это справедливо и к требованиям механической прочности, место контакта не должно быть менее прочно, чем значение прочности самих проводов.
Поэтому, согласно ПУЭ, просто сделанные соединения в виде скрутки при монтаже электропроводки запрещены. После выполнения скрутки требуются дополнительные операции, направленные на увеличение её надёжности. Это может быть пайка, сварка, опрессовка, механический зажим.
Важно отметить, что скрутка применима, только если соединяемые проводники выполнены из одного материала. Иначе образуется химическое соединение из-за окисления, которое быстро разрушает скрутку.
Существуют различные типы скруток:
- параллельная простая;
- последовательная простая;
- параллельная желобком;
- последовательная желобком;
- бандажная.
 Перед началом соединения необходимо подготовить провода. Для этого понадобится снять изоляцию на длине не менее 50 мм, оголённый провод очистить мелкой наждачной, а уже потом приступать к скрутке. Параллельное соединение применяется, когда возникает необходимость объединить концы проводов между собой, например, в распределительных коробках. Последовательная скрутка при выполнении ответвлений.
Перед началом соединения необходимо подготовить провода. Для этого понадобится снять изоляцию на длине не менее 50 мм, оголённый провод очистить мелкой наждачной, а уже потом приступать к скрутке. Параллельное соединение применяется, когда возникает необходимость объединить концы проводов между собой, например, в распределительных коробках. Последовательная скрутка при выполнении ответвлений.
Способ параллельного соединения
Параллельное соединение — простая операция, которая подразумевает способ, при котором два провода, зачищенные на одинаковую длину, прикладываются параллельно друг к другу. Далее, оголённые концы перекрещиваются так, чтоб края прикасались друг к другу. Затем, вращательным движением приступают к закручиванию. Крутить необходимо в одну сторону, в какую — неважно.
Изолированные части проводников не должны скручиваться между собой. Сначала проводники крутятся руками, формируя направление, а после докручиваются пассатижами. При этом пассатижами берутся концы проводов для придания скрутке равномерности. Способ «параллельно желобком» подразумевает то, что при скрутке одна жила неподвижна, а вторая оплетает её. Для этого, начиная от конца изоляции, одним проводом делается три — четыре витка вокруг второго. Первый с плотным прикасанием прокладываем параллельно второму и в конце выполняем опять три — четыре витка.
Описание последовательного метода
 Последовательное простое соединение осуществляется другим образом. Зачищенные концы проводов не прикладываются друг к другу, а располагаются встречно, внахлёст. Середины зачищенных жил прикладываются друг к другу, а затем оплетаются в одну сторону и в другую. В этом случае необходимо, чтобы зачищенные жилы не попадали на изоляцию противоположного провода. При скрутке желобком каждая жила оплетается с другой только в местах конца изоляции, а в середине проходит с плотным касанием.
Последовательное простое соединение осуществляется другим образом. Зачищенные концы проводов не прикладываются друг к другу, а располагаются встречно, внахлёст. Середины зачищенных жил прикладываются друг к другу, а затем оплетаются в одну сторону и в другую. В этом случае необходимо, чтобы зачищенные жилы не попадали на изоляцию противоположного провода. При скрутке желобком каждая жила оплетается с другой только в местах конца изоляции, а в середине проходит с плотным касанием.
Бандажное скручивание кабеля
Выполняется как параллельным, так и последовательным методом. При первом методе провода прижимаются изоляционным слоем друг к другу, а вокруг зачищенных проводников накручивается спиральными движениями третий проводник. Для этого один конец дополнительного провода держится пальцами, а второй при помощи пассатижей обматывается вокруг, крепко сжимая соединяемые жилы между собой. Во втором методе зачищенные жилы прикладываются параллельно, но напротив друг друга, не доставая до изоляции противоположного провода один-два миллиметра. После чего плотно обкатываются дополнительным проводником.
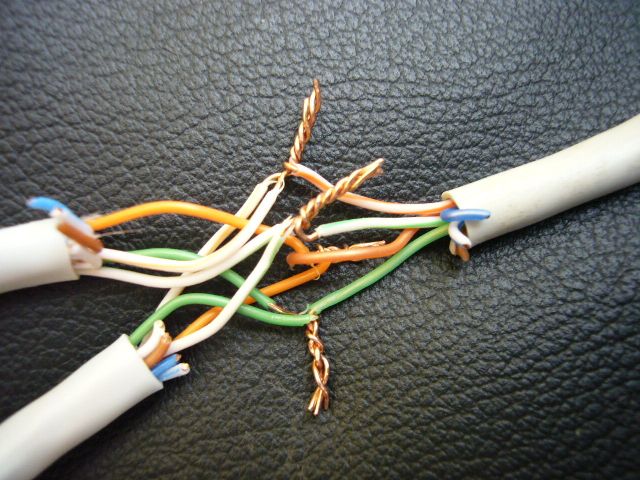
Скручивание многожильного кабеля
 При таком соединении существуют небольшие нюансы. Для увеличения площади соприкосновения применяются те же способы, но с предварительным разделением жил в каждом проводе. После снятия изоляции жилы разводятся в каждом проводе, и из них создаются две — четыре косички с равным количеством жил в каждой. Затем укладываются один на другой, и провода скручиваются по одной косичке из каждого провода. В конце полученные косички, сплетаются между собой. Таким образом получится правильная скрутка проводов с крепкой механической прочностью и низким сопротивлением.
При таком соединении существуют небольшие нюансы. Для увеличения площади соприкосновения применяются те же способы, но с предварительным разделением жил в каждом проводе. После снятия изоляции жилы разводятся в каждом проводе, и из них создаются две — четыре косички с равным количеством жил в каждой. Затем укладываются один на другой, и провода скручиваются по одной косичке из каждого провода. В конце полученные косички, сплетаются между собой. Таким образом получится правильная скрутка проводов с крепкой механической прочностью и низким сопротивлением.
Количество витков, которое получается при работе должно быть более шести. Виды соединения проводов не зависят от используемого материала и выполняются одинаково как для алюминиевого, так и для медного провода. Важно понимать, что скручивать разные виды проводов между собой нельзя, и алюминиевый провод при чрезмерном закручивании может обломиться. Если необходимо скрутить больше двух проводов, то технология процесса не изменится.
Дополнительные технологические операции
Так как ПУЭ запрещает выполнять одну лишь скрутку, а соединять разные материалы нельзя, то процесс скрутки должен заканчивается клеммником или пайкой. Чтобы сделать соединение надёжным, используются следующие технологические операции:
- пайка;
- сварка;
- винтовые зажимы;
- обжим в специальных пружинных устройствах;
- опрессовка.
Пайка и сварка при соединении
 Единственный недостаток этой операции — трудоёмкость работы. Для проведения пайки потребуется олово и флюс. При работе с медью в виде флюса используется канифоль, в то время как для алюминия применяются высокоактивные флюсы, содержащие олеиновую кислоту и йодид лития. Если для пайки меди хватает паяльника мощностью до 100 Вт, то алюминий сваривают с помощью газовой грелки, температура нагрева должна составлять 400— 500 градусов. Припой для меди используется свинцово-оловянный. А для алюминия с содержанием цинка.
Единственный недостаток этой операции — трудоёмкость работы. Для проведения пайки потребуется олово и флюс. При работе с медью в виде флюса используется канифоль, в то время как для алюминия применяются высокоактивные флюсы, содержащие олеиновую кислоту и йодид лития. Если для пайки меди хватает паяльника мощностью до 100 Вт, то алюминий сваривают с помощью газовой грелки, температура нагрева должна составлять 400— 500 градусов. Припой для меди используется свинцово-оловянный. А для алюминия с содержанием цинка.
Сама технология проста, так как теплопроводность скрутки больше, чем припоя, то при расплавлении он переходит на место соединения, создавая тонкий слой. При пайке не допускается больших наплывов припоя, он должен располагаться равномерно по всей поверхности.
Применение винтовых зажимов
Винтовые зажимы в своём принципе действия подразумевают механическое сдавливание скрученных поверхностей при помощи болтового соединения. Для этого используются стальные колодки. Готовая скрутка или отдельные жилы провода укладывается под стальную шайбу и сжимаются вкручиванием винта. При этом прижим осуществляется как самой шайбой, так и только винтом. Первый способ лучше, так как поверхность соприкосновения больше.
Сама клеммная колодка выглядит в виде пластины на изоляторе с группой контактов. С помощью клеммных колодок соединяются как медные провода, так и алюминиевые, разного сечения.
Использование пружинных устройств
 Позволяют осуществлять самое быстрое соединения без применения инструмента. Распространённое применение получили клеммники Wago. Они выпускаются не только разных размеров, но и под разное количество соединяемых проводов. С их помощью соединяются одножильные и многожильные провода разного сечения и вида. Провода объединяются как по отдельности, так и между собой. Для этого клеммники имеют защёлку-флажок, который позволяет уложить провод и зажать его внутри после защёлкивания. Или использовать приспособление в виде клипс.
Позволяют осуществлять самое быстрое соединения без применения инструмента. Распространённое применение получили клеммники Wago. Они выпускаются не только разных размеров, но и под разное количество соединяемых проводов. С их помощью соединяются одножильные и многожильные провода разного сечения и вида. Провода объединяются как по отдельности, так и между собой. Для этого клеммники имеют защёлку-флажок, который позволяет уложить провод и зажать его внутри после защёлкивания. Или использовать приспособление в виде клипс.
С помощью клеммы Wago можно соединять и алюминий с медью между собой. Но для этого используется специальная паста, предотвращающая доступ воздуха, а жилы проводов разводятся по отдельным ячейкам.
Опрессовка соединяемых шнуров
 При необходимости соединить провода большого сечения используются наконечники (гильзы). Провода зачищаются и вставляются в гильзы, затем с помощью пресс-клещей происходит сжатие гильзы и провод обжимается. Такое соединение считается надёжным, но требует специализированного инструмента.
При необходимости соединить провода большого сечения используются наконечники (гильзы). Провода зачищаются и вставляются в гильзы, затем с помощью пресс-клещей происходит сжатие гильзы и провод обжимается. Такое соединение считается надёжным, но требует специализированного инструмента.
Своего рода опрессовкой считаются и соединительные изолирующие зажимы (СИЗ). После скрутки провода, в зависимости от диаметра, колпачки накручиваются сверху на соединение, поджимая контакт и изолируя его.
Последний завершающий этап после выполнения соединения — это тщательная его изоляция. В качестве изолятора используется диэлектрическая изолента или термотрубка. Изоляция должна быть больше на 2—3 см, чем само место соединения. Изоляция должна проводиться качественно, иначе существует возможность возникновения пробоя между проводами, что приведёт к короткому замыканию.
Согласно пункту 2.1.21. ПУЭ, соединения проводов и кабелей должны осуществляться одним из следующих способов: сваркой, опрессовкой, с помощью винтовых или болтовых соединений, либо методом пайки в соответствии с действующими инструкциями, утвержденными в установленном порядке. Как видим, «скрутка» здесь не упоминается вовсе. Можно смело делать вывод: скрутка практически запрещена ПУЭ.
Однако давайте разберемся, почему же официальное отношение к скрутке столь однозначно, в чем может крыться причина ее исключения из списка разрешенных способов соединения проводов, ведь совершенно ясно, что это сделано не просто так. Разрешены: опрессовка, пайка, сварка и винтовое соединение. Начнем с того, что рассмотрим, в чем заключаются особенности разрешенных способов соединений, и в чем их отличие от скрутки.
Пайка и сварка
Пайка и сварка предполагают монолитность и максимально возможную проводимость создаваемого неразъемного соединения. Во время пайки образуемое неразъемное соединение формируется межатомными связями, ибо когда соединяемые металлы нагреваются ниже температуры их плавления, припой уже расплавлен, он тут же их смачивает и затекает в зазор, после чего кристаллизуется.
Сварка тоже предполагает установление межатомных связей между свариваемыми частями, однако здесь уже сами металлы плавятся либо подвергаются пластическому деформированию (или подвергаются одновременно плавлению и деформированию).
Так или иначе теперь нам ясно, что и пайка и сварка проводов делают их сопряжение максимально полным и качественным, ведь провода объединяются на атомарном уровне, и значит для тока они превращены как бы в единый провод, когда на переходе между объединяемыми частями нет воздушных промежутков, отсутствуют лишние промежуточные элементы, могущие как-то ухудшить проводимость.
Опрессовка и винтовое соединение
Что касается опрессовки и винтового соединения, то здесь подразумевается настолько сильное прижатие сопрягаемых проводников друг к другу, что качество соединения практически идентично по уровню проводимости сварному соединению или спаю.
Да, прочность на разрыв у такого соединения может быть и меньше чем достижимая сваркой или пайкой, однако достигаемая проводимость стыка оказывается почти максимально возможной, так как провода можно сказать затекают друг в друга, их металлы диффундируют. Здесь нет даже промежуточного элемента — припоя, удельное сопротивление которого в принципе может быть больше удельного сопротивления металлов объединяемых проводов.
Если назначение соединяемых проводов таково, что провода не будет нести значительной механической нагрузки, то опрессовка или винтовое соединение по проводимости ничуть не уступят сварке и пайке.

Почему греется скрутка
А что со скруткой? Скрутка не только не позволит создать надежного, хорошо проводящего контакта, она также не обеспечит прочности и будет разогреваться сильнее чем остальной провод при прохождении через нее сколь-нибудь значительного тока.
Так будет происходить потому, что в месте скрутки провода не связаны на атомарном уровне, они всего лишь контактируют частью своих поверхностей, и кое-где между ними есть воздушные промежутки в которых обязательно со временем станут образовываться окислы.
К тому же механически скрутка все равно будет со временем расплетаться, чем еще более усугубит проблему повышенного сопротивления и образования продуктов окисления.
В конце концов из-за совместного действия названных факторов, контакт проводов в скрутке ухудшится настолько, что это окажется чревато образованием искр и даже возгоранием изоляции проводов.
Безусловно, если речь идет о временном соединении проводов, например во время тестирования схемы включения какой-нибудь нагрузки или при проверке части какого-нибудь ремонтируемого прибора, то в этих случаях никто не запретит вам аккуратно пользоваться элементарными разъемными соединениями – скрутками.
Тем не менее следует помнить об очевидных недостатках такого решения как скрутка и о неминуемых долгосрочных последствиях ее использования. Поэтому, пожалуйста, выполняйте неразъемные соединения только разрешенными ПУЭ способами.
