Содержание
Технология поверхностного монтажа
Технология поверхностного монтажа зародилась в 1960-х годах и спустя 20 лет стала широко применяться в производстве электроники.
Сейчас данная технология является бесспорным лидером. Трудно найти современное устройство, которое бы не было выполнено с применением этой технологии.

Для начала давайте разберёмся в терминологии.
Поверхностный монтаж сокращённо называется SMT (от англ. Surface Mount Technology – Технология монтажа на поверхность (по-русски, – ТМП)).
Так уж устоялось, что под аббревиатурой SMD порой имеют ввиду в том числе и саму технологию поверхностного монтажа, хотя на самом деле термин SMD имеет иное значение.
SMD – это Surface Mount Device, то есть компонент или устройство, монтируемое на поверхность. Таким образом, под SMD надо понимать именно компоненты и радиодетали, а не технологию в целом. Иногда SMD–элементы называют чип-компонентами, например, чип-конденсатор или чип-резистор.
Вся суть технологии SMT заключается в том, чтобы устанавливать электронные компоненты на поверхность печатной платы. По сравнению с технологией монтажа компонентов в отверстия (так называемая THT – Throuth Hole Technology), – эта технология обладает массой преимуществ. Вот лишь основные из них:
Отпадает надобность в сверлении отверстий под выводы компонентов;
Есть возможность установки компонентов с двух сторон печатной платы;
Высокая плотность монтажа, и, как следствие, экономия материалов и уменьшение габаритов готовых изделий;
SMD-компоненты дешевле обычных, имеют меньшие габариты и вес;
Возможность более глубокой автоматизации производства, по сравнению с технологией THT;
Если для производства SMT–технология очень выгодна за счёт своей автоматизации, то для мелкосерийного производства, а также для радиолюбителей, электронщиков, сервисных инженеров и радиомехаников, она создаёт массу проблем.
SMD компоненты: резисторы, конденсаторы, микросхемы имеют весьма маленькие размеры.
Давайте познакомимся с электронными SMD-компонентами. Для начинающих электронщиков это очень важно, так как поначалу порой сложно разобраться во всём их изобилии.
Начнём с резисторов. Как правило, SMD-резисторы выглядят вот так.

SMD-резисторы (типоразмер 1206)
Обычно на их малогабаритном корпусе указана число-буквенная маркировка, в которой закодировано номинальное сопротивление резистора. Исключение составляют микроскопические по размерам резисторы на корпусе которых просто нет места для её нанесения.
Как и обычные, SMD-резисторы различаются по мощности. Её можно определить исходя из габаритов самого элемента. Все SMD-резисторы имеют корпус определённого типоразмера. Типоразмеры стандартизированы. Каждому соответствует своя мощность рассеивания.
Но, это только в том случае, если чип-резистор не принадлежит к какой-либо особой, высокомощной серии. Стоит также понимать, что самую достоверную информацию на элемент стоит искать в даташите на него (или на серию, к которой он принадлежит).
А вот так выглядят SMD конденсаторы.

Керамические SMD-конденсаторы
В качестве SMD-конденсаторов широкое распространение получили многослойные керамические конденсаторы (MLCC – MultiLayer Ceramic Capacitors). Их корпус имеет характерный светло-коричневый цвет, а маркировка, как правило, не указывается.
Естественно, существуют и электролитические конденсаторы для поверхностного монтажа. Обычные алюминиевые конденсаторы имеют малые размеры и два коротких вывода у пластикового основания.

Алюминиевые электролитические SMD-конденсаторы
Так как габариты позволяют, то на корпусе алюминиевых SMD-конденсаторов указывается емкость и рабочее напряжение. Со стороны минусового вывода на верхней стороне корпуса чёрным цветом нанесён полукруг.
Кроме этого существуют танталовые электролитические конденсаторы, а также полимерные.
Танталовые чип-конденсаторы, в основном, выполняются в корпусе жёлтого и оранжевого цвета. Более подробно об их устройстве я уже рассказывал на страницах сайта. А вот полимерные конденсаторы имеют корпус чёрного цвета. Порой их легко спутать с SMD-диодами.
Надо отметить, что ранее, когда SMT монтаж ещё только зарождался, в ходу были конденсаторы в цилиндрическом корпусе и имели маркировку в виде цветных полос. Сейчас они встречаются всё реже.
Стабилитроны и диоды всё чаще производят в пластиковых корпусах чёрного цвета. Корпус со стороны катода маркируется полосой.

Диод Шоттки BYS10-45-E3/TR в корпусе DO-214AC
Иногда стабилитроны или диоды изготавливаются в трёхвыводном корпусе SOT-23, который активно применяют для транзисторов. Это вносит путаницу при определении принадлежности компонента. Имейте это ввиду.
Кроме стабилитронов, которые имеют пластмассовый корпус, довольно широко распространены безвыводные стабилитроны в цилиндрических стеклянных корпусах MELF и MiniMELF.

Стабилитрон на 18V (DL4746A) в стеклянном корпусе MELF
А вот так выглядит индикаторный SMD-светодиод.

Самая большая проблема таких светодиодов в том, что обычным паяльником их очень трудно выпаять с печатной платы. Подозреваю, что за это их люто ненавидят радиолюбители.
Даже при использовании термовоздушной паяльной станции вряд ли удастся выпаять SMD-светодиод без последствий. При небольшом нагреве прозрачный пластик светодиода оплавляется и просто "сползает" с основания.
Поэтому у новичков, да, и бывалых, возникает уйма вопросов, как выпаять SMD-светодиод не повредив его.
Также как и другие элементы, микросхемы адаптируют для поверхностного монтажа. Практически у всех популярных микросхем, которые изначально выпускались в DIP-корпусах под монтаж в отверстия, есть и версии для SMT-монтажа.

Для отвода тепла от микросхем в SMD-корпусах, которые в процессе работы нагреваются, частенько используется сама печатная плата и медные полигоны на её поверхности. В качестве своеобразных радиаторов используются и медные площадки на плате обильно лужёные припоем.

На фото наглядный пример, где драйвер SA9259 в корпусе HSOP-28 охлаждается медным полигоном на поверхности платы.
Естественно, под поверхностный монтаж затачиваются не только рядовые электронные компоненты, но и целые функциональные узлы. Взгляните на фото.

Микрофон для мобильного телефона Nokia C5-00
Это цифровой микрофон для мобильных телефонов Nokia C5-00. Его корпус не имеет выводов, а вместо них используются контактные площадки ("пятаки" или "пады").
Кроме самого микрофона в корпусе смонтирована и специализированная микросхема для усиления и обработки сигнала.
С микросхемами происходит тоже самое. Производители стараются избавиться даже от самых коротких выводов. На фото под №1 показана микросхема линейного стабилизатора MAX5048ATT+ в корпусе TDFN. Далее под №2 – микросхема MAX98400A. Это стереофонический усилитель класса D фирмы Maxim Integrated. Микросхема выполнена в 36-контактном корпусе TQFN. Центральная площадка используется для отвода тепла к поверхности печатной платы.

Как видим, микросхемы не имеют выводов, а только контактные площадки.
Под №3 – микросхема MAX5486EUG+. Стереофонический регулятор звука с кнопочным управлением. Корпус – TSSOP24.
В последнее время производители электронных компонентов стремятся избавиться от выводов и выполняют их в виде боковых контактных площадок. Во многих случаях площадь контакта переносят и под нижнюю часть корпуса, где он выполняет ещё и роль теплоотвода.

Так как SMD-элементы имеют небольшие размеры и установлены на поверхности печатной платы, то любая её деформация или изгиб может повредить элемент или нарушить контакт.
Так, например, многослойные керамические конденсаторы (MLCC) могут трескаться от давления на них при монтаже или из-за чрезмерной дозации припоя.
Избыток припоя приводит к механическому напряжению со стороны контактов. Малейший изгиб или удар провоцирует возникновение трещин в многослойной структуре конденсатора.
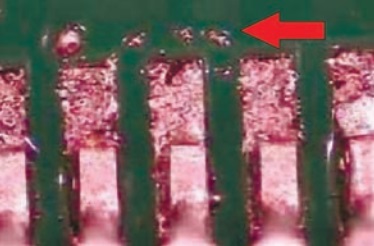
Вот один из примеров того, как излишки припоя на контактах приводят к появлению трещин в структуре конденсатора.

Фото взято из доклада фирмы TDK "Common Cracking Modes in Surface Mount Multilayer Ceramic Capacitors". Так что, много припоя не всегда хорошо.
А теперь маленькая загадка, чтобы оживить наш затянувшийся рассказ. Посмотрите на фото.

Определите, какие из элементов показаны на фото. Как, по-вашему, что скрывается под первым номером? Конденсатор? Может индуктивность? Нет, наверное, это какой-то особенный резистор.
№1 – керамический конденсатор типоразмера 1206;
№2 – NTC-термистор (терморезистор) B57621-C 103-J62 на 10 кОм (типоразмер 1206);
№3 – дроссель подавления электромагнитных помех BLM41PG600SN1L (типоразмер 1806).
К сожалению, из-за своих размеров на подавляющее большинство SMD-компонентов просто-напросто не наносят маркировку. Также как и в приведённом примере, спутать элементы очень легко, так как все они очень похожи друг на друга.
Порой, данное обстоятельство осложняет ремонт электроники, особенно в тех случаях, когда на аппарат невозможно найти технической документации и схему.
Наверняка уже заметили, что SMD-детали упаковывают в перфорированную ленту. Её же в свою очередь скручивают в катушку-бобину. Зачем это надо?
Дело в том, что лента эта используется неспроста. Она очень удобна для подачи компонентов в автоматическом режиме на монтажно-сборочных станках (установщиках).

В промышленности монтаж и пайка SMD-компонентов производится с помощью специального оборудования. Если не вдаваться в детали, то процесс выглядит следующим образом.
С помощью трафаретов на контактные площадки под элементы наносится паяльная паста. Для крупносерийного производства применяются автоматы трафаретной печати (принтеры), а для мелкосерийного используются системы дозирования материала (дозирование паяльной пасты и клея, заливка компаунда и пр.). Автоматические дозаторы нужны для производства изделий требовательных к условиям эксплуатации.
Затем происходит автоматизированная установка SMD-компонентов на поверхность платы с помощью автоматов установки компонентов (установщиков). В некоторых случаях детали на поверхности фиксируются каплей клея. Станок-установщик оснащён системой забора компонентов (с той самой ленты), системой технического зрения для их распознавания, а также системой установки и позиционирования компонентов на поверхность платы.
Далее заготовку отправляют в печь, где происходит оплавление паяльной пасты. В зависимости от техпроцесса оплавление может производиться методом конвекции или инфракрасным излучением. Например, для этого могут применяться печи конвекционного оплавления.
Отмывка печатной платы от остатков флюса и других веществ (масло, жир, пыль, агрессивные вещества), сушка. Для этого процесса используются специальные системы отмывки.
Естественно, в производственном цикле используется куда больше различных станков и приборов. Например, это могут быть системы рентгеновского контроля, испытательные климатические камеры, автоматы оптической инспекции и многое другое. Всё зависит от масштабов производства и требований к конечному продукту.
Стоит отметить, что, несмотря на кажущуюся простоту SMT-технологии, на деле всё обстоит по-другому. Примером могут служить дефекты, которые образуются на всех стадиях производства. Некоторые из них вы могли уже наблюдать, например, шарики припоя на плате.

Они образуются из-за смещения трафарета или избыточного количества паяльной пасты.
Также не редкостью является образование пустот внутри паяного соединения. Они могут быть заполнены остатками флюса. Как ни странно, но наличие небольшого количества пустот в соединении положительно сказывается на надёжности контакта, так как пустоты препятствуют распространению трещин.
Некоторые из дефектов даже получили устоявшиеся названия. Вот некоторые из них:
"Надгробный камень" – это когда компонент "встаёт на дыбы" перпендикулярно плате и запаивается одним выводом только лишь к одному контакту. Более сильное поверхностное натяжение с одного из торцов компонента заставляет его подняться над контактной площадкой.
"Собачьи уши" – неравномерное распределение пасты в отпечатке при условии достаточного её количества. Вызывает припойные перемычки.
"Холодная пайка" – некачественное паяное соединение из-за низкой температуры пайки. Внешний вид паяного соединения имеет сероватый оттенок, а также пористую, бугроватую поверхность.
Эффект "Поп-Корна" ("Popcorn effect") при пайке микросхем в корпусе BGA. Дефект, который возникает из-за испарения влаги поглощённой корпусом микросхемы. При пайке влага испаряется, внутри корпуса образуется полость вздутия, которая схлопываясь, образует трещины в корпусе микросхемы. Интенсивное парообразование при нагреве также выдавливает припой с площадок, что образует неравномерное распределение припоя среди шариков-контактов и образование перемычек. Данный дефект выявляется с помощью рентгена. Образуется из-за неправильного хранения компонентов, чувствительных к влаге.
Довольно важным расходным материалом в технологии SMT является паяльная паста. Паяльная паста состоит из смеси очень мелких шариков припоя и флюса, который облегчает процесс пайки.
Флюс улучшает смачиваемость за счёт уменьшения поверхностного натяжения. Поэтому при нагреве, расплавившиеся шарики припоя легко покрывают поверхность контакта и выводы элемента, образуя паяное соединение. Флюс также способствует удалению окислов с поверхности, а также защищает её от воздействия окружающей среды.
В зависимости от состава флюса в припойной пасте, он может выполнять и функцию клея, который фиксирует SMD-компонент на плате.
Если вы наблюдали процесс пайки SMD-компонентов, то могли заметить действие эффекта самопозиционирования элемента. Выглядит это очень здорово. За счёт сил поверхностного натяжения компонент как бы сам выравнивается относительно поверхности контакта на плате, плавая в жидком припое.
Вот так, казалось бы, такая простая идея установки электронных компонентов на поверхность печатной платы позволила уменьшить общие габариты электронных устройств, автоматизировать производство, снизить затраты на компоненты (SMD компоненты на 25–50% дешевле обычных) а, следовательно, сделать бытовую электронику более дешёвой и компактной.
Обеспечить хранение BGA компонентов в соответствующей упаковке, предотвращающей поглощение влаги (dry pack), или в шкафах сухого хранения.
Обеспечить предварительную сушку компонентов перед сборкой (125°С х 24 часа), однако подобная процедура может оказать негативное влияние на паяемость выводов компонентов


Метод контроля – визуальный
Паяльная паста оплавлена не полностью. Поверхность паяного соединения шероховатая повторяет форму частиц паяльной пасты.
Неправильный выбор температурного профиля.
Недостаточное время и/или температура предварительного нагрева.
Недостаточное время и/или температура пайки.

Метод контроля – визуальный, рентген.
Плохая паяемость шариковых выводов, дефект сопровождается неправильной формой галтели припоя (см. рис.).
Низкая температура и/или время пайки.
Использовать паяльную пасту с более активным флюсом.
Повысить температуру и/или время пайки.

Метод контроля – визуальный, рентген.


Метод контроля – визуальный, рентген.
Полное отсутствие или слабый электрический и механический контакт паяного соединения.
Загрязнение контактных площадок в процессе хранения и сборки ПУ.
«Черные контактные площадки» — окисленное покрытие Ni/Au.
Обеспечить хранение печатных плат в вакуумной упаковке.
Заменить поставщика печатных плат.

Метод контроля – визуальный, рентген.
Дефект может стать причиной возникновения трещин в паяном соединении.
Проконтролировать правильность конструкции контактных площадок.
Ввести операцию контроля качества нанесения паяльной маски на входном контроле печатных плат.
Заменить поставщика печатных плат.

Метод контроля – визуальный
Дефект носит косметический характер.
Несколько циклов нагрева при пайке двухсторонних печатных плат.
Высокая температура и время пайки.
Осуществлять пайку компонентов BGA после сборки первой стороны.
Уменьшить температуру и/или время пайки.

Пример уменьшения высоты шарикового вывода компонента BGA при пайке
Метод контроля – визуальный.
В процессе пайки низкотемпературные (Sn/Pb) шариковые выводы BGA “расползаются”.
Типичное уменьшение высоты шариковых выводов составляет 10%, уменьшение на 25% является предельно допустимым.
Откорректировать температурный профиль (уменьшить время пайки).
Ограничить растекание припоя паяльной маской.

Метод контроля – визуальный.
Поверхность паяных соединений и шариковых выводов бугристая, неровная, матовая.
Высокая температура в процессе пайки.
Повторное расплавление припоя (двухсторонний монтаж, ремонт).
Откорректировать температурный профиль (уменьшить температуру пайки).
При двухстороннем монтаже обеспечить пайку BGA во втором цикле.

Метод контроля – визуальный, рентген.
Низкая электрическая и механическая прочность паяного соединения, увеличение сопротивления контактов.

Деформация паяного соединения
Деструкция паяного соединения
Метод контроля – визуальный.
Приводит к снижению механической прочности паяных соединений.
Перемещение компонентов в процессе охлаждения (до затвердевания припоя) — может происходить в результате вибрации конвейера печи.
Деформация печатных плат при охлаждении (высокая скорость охлаждения, низкое качество базовых материалов).
Ошибки при разработке печатных плат — неправильная конструкция/размещение контактных площадок.
Предотвратить вибрацию конвейера печи.
Снизить скорость охлаждения, использовать качественные материалы для печатных плат (при внедрении бессвинцовой технологии температура стеклования диэлектрика должна составлять не менее 150°С)
.

Метод контроля – рентген.
Скелетная пайка, низкие механические характеристики паяного соединения, частично перекрытое припоем переходное отверстие становится ловушкой для загрязнений, создавая большие проблемы в процессе отмывки.

Пример перекрытия отверстий паяльной маской
| Оглавление >>> |



Работа подразделения лазерной резки трафаретов в новогодние праздники:
В 2014-2015 году отгрузка заказов будет производиться до 30/12/2014 включительно. В течение всех праздничных дней заказы можно присылать как на электронную почту, так и через сервис заказов круглосуточно. Почта нами будет проверяться. Заказы будут обработаны и, по мере накопления, будут изготовлены и отправлены сразу же в первые послепраздничные дни (начиная с 12/01/2015).
В 2013 году отгрузка заказов будет производится до 30/12/2013 включительно. В течение всех праздничных дней заказы можно присылать как на электронную почту, так и через сервис заказов круглосуточно. По мере накопления они будут изготовлены и отправлены в первые послепраздничные дни (09-10/01/2014).
Для заказа стала доступна новая толщина стали – 0,180мм. Рекомендуется для клеевых трафаретов и различных деталей.
Для заказа стала доступна новая толщина стали – 0,250мм. Рекомендуется для клеевых трафаретов и различных деталей.
Также на склад поступили ранее закончившиеся толщины 0,08мм, 0,1мм, 0,2мм, 0,3мм. В настоящий момент все толщины есть в наличии.
Сообщаем о начале работы нашего нового подразделения PRONTO5 (www.pronto5.ru).
Подразделение занимается срочным изготовлением единичных партий деталей. Изготовлением производится фрезерованием из металлов и пластиков.
PRONTO5 оснащено мощным 5-координатным вертикальным фрезерным обрабатывающим центром и высокоточной портальной координатно-измерительной машиной.
Подробнее о наших возможностях можно узнать на нашем сайте www.pronto5.ru
Подразделение "Лазер-Трафарет" фирмы "Таберу" первой в России освоила выпуск многоуровневых трафаретов с переменной толщиной материала!
"Лазер-Трафарет" производит многоуровневые трафареты как с уменьшением (Step-Down Stencil), так и с увеличением толщины материала (Step-Up Stencil). В настоящее время отработана технология производства двух, трёх и четырёхуровневых трафаретов.
Многоуровневый трафарет дает уникальную возможность наносить за один проход ракеля разное количество пасты через одинаковые по размерам апертуры. Это собенно ценно при сборке узлов, в которых применяются компоненты с различными количественными требованиями по нанесению пасты.
Преимущества многоуровневых трафаретов:
Все трафареты на предприятии производятся на немецком оборудовании LPKF в соответствии с рекомендациями IPC.
Отдельно предлагается полная электрополировка трафарета, облегчающая прохождение паяльной пасты через апертуры.
Усиление края трафарета выполняется с помощью наварки контактной сваркой дополнительных полос из материала 0,2мм, в районе расположения апертур перфорации.
– Позволяет снизить вероятность прорыва перфорации для трафаретов из тонких материалов (от 0,1мм и менее).
– Увеличивает жесткость трафарета на скручивание
– Делает трафарет более безопасным в использовании, из-за притупления острого края
Мы рады сообщить, что несмотря на аномальные погодные условия мы снимаем ограничения на изготовление печатных плат со сроками 1, 2 и 3 недели. Временно платы будут изготавливаться без электротестирования, но со 100% автоматическим оптическим контролем.
В нашем ассортименте материалов появилась новая толщина – 0,120мм.
Кроме того, в наличии имеются толщины 0,08мм и 0,100мм, временно отсутствовавшие на производстве.
В нашем ассортименте материалов появилась новая толщина – 0,120мм.
Кроме того, в наличии имеются толщины 0,08мм и 0,100мм, временно отсутствовавшие на производстве.
Мы рады предложить новую услугу при заказе трафаретов для монтажа.
При заказе электрополировки бесплатно выполняется ультразвуковая
очистка трафарета в специальном активном растворе, устраняющим мельчайшие
дефекты лазерной резки.
Благодаря воздействию мощного ультразвука раствор проникает
во все отверстия трафарета и очищает их от остатков мелких частиц металла и
окалины, возникающих при лазерной резке.
Специальный активный раствор воздействует на саму сталь трафарета, заставляя
сглаживаться все мелкие неровности на поверхности трафарета и, что самое важное,
на внутренних стенках апертур.
Используемая процедура очистки отличается от обычной ультразвуковой промывки
трафарета моющими растворителями, применяемыми при мойке трафаретов, поскольку
используется активный раствор, воздействующий на саму сталь трафарета.
Данная операция выполняется всего один раз, при финишной электрополировке
трафарета.
Использование ультразвуковой очистки, совместно с электрополировкой трафарета
позволяет:
– Улучшить пропускную способность трафарета для паяльной пасты.
Отпечатки пасты получаются более четкими. Как следствие, сокращается время
трафаретной печати и увеличивается время эксплуатации трафарета между циклами
отмывки.
– Улучшить качество поверхности трафарета и ее защитных свойств против
воздействия растворителей, применяемых для отмывки трафаретов. Из-за
гладкой поверхности трафарет легче и быстрее моется
– Уменьшить вероятность образования перемычек пасты при поднятии трафарета
– Снять легкий нагар от лазерной резки с поверхности трафарета и внутренних
стенок апертур
Выполнение финишной ультразвуковой очистки, совместно с электрополировкой
рекомендуется для трафаретов с применением апертур для мелкошаговых
(0,5мм и менее) микросхем и компонентов БГА.
ВНИМАНИЕ!
Цена на паяльную пасту SMT623602-38 СНИЖЕНА НА 20% !
Поторопитесь, количество пасты по спецпредложению ограничено.
Подробную информацию по паяльным пастам можно получить в торговом отделе:
Телефонфакс: +7(495)995-3408
e-mail: trade@smtservice.ru
С 2009 года мы включили несколько технологических новинок, входящих в базовую стоимость трафарета для поверхностного монтажа:
– Подготовка заказа нашим инженером, в соответствии с требованиями Заказчика
– НОВИНКА: Лазерная резка в среде кислорода, что повышает качество реза лазера и чистоту апертур
– НОВИНКА: Проверка трафарета на специализированной системе Автоматической Оптической Инспекции трафаретов с приложением отчета проверки к заказу (для заказов свыше 1000 апертур)
– НОВИНКА: Контрастная маркировка с полной информацией о заказе (название файла, номер заказа, толщина материала, сторона печатной платы, дата изготовления) выполняемая со стороны трафарета, обращенной к оператору при работе
– Герметичная упаковка с жесткой подложкой и ручкой для переноски, пригодная для последующего хранения трафарета
– Материал трафарета
Опции при заказе трафарета:
– НОВИНКА: Финишная электрополировка трафарета
– НОВИНКА: Сквозные реперные знаки с заполнением черным красящим веществом (Cut Through, Filled with Contrasting Epoxy по IPC-7525)
На склад поступил материал толщиной 0,3мм. В настоящий момент все заявленные толщины материала доступны для выполнения заказов.
с 1 ноября 2008 года мы добавляем два новых срока изготовления печатных плат: 1 неделя и 2 недели.
Для плат, заказываемых с этими сроками изготовления мы предлагаем:
Подробности…

Перемычки
Если перемычки появились на плате после ее извлечения из печи, виной этому растекание или миграция припоя. Как правило, этот дефект вызван свойствами самой пасты, но иногда (в случае использования паст, остатки которых не требуют отмывки после пайки, и некоторых паст на основе канифоли) проблему можно устранить настройкой температурного профиля: увеличьте скорость нагрева до 2,5–3 °С в секунду при выдержке в 150°. Помните: чем дольше выдержка, тем ниже активность пасты на этапе оплавления. Водорастворимые пасты – это отдельная история: чем дольше такая паста находится в зоне выдержки, тем ниже активность флюса (пока не испарятся галоидные соединения).
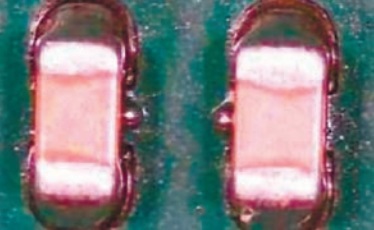
Шарики припоя
Причиной формирования шариков припоя является неудачный выбор профиля пайки, хотя иногда этот дефект обусловлен использованием окисленных паст или паст, которые нанесены на печатные платы задолго до оплавления. Как правило, причина кроется в слишком низкой или слишком высокой скорости нагрева при оплавлении. Слишком быстрый нагрев печатного узла не позволяет летучим фракциям пасты испариться перед оплавлением припоя. Сочетание летучих фракций и расплавленного припоя приводит к разбрызгиванию припоя (появлению шариков) и разбрызгиванию флюса.
Сферы припоя
Образование сфер припоя зачастую вызвана излишком паяльной пасты. Кроме того, этот дефект может быть вызван вязкостью пасты и неправильным выбором профиля. При возникновении этого дефекта рекомендуется при печати использовать трафарет с меньшим размером апертур по сравнению с контактной площадкой.
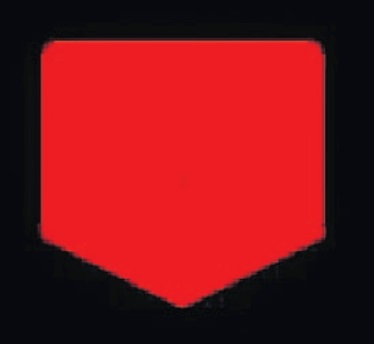
Один из распространенных способов уменьшения размеров апертур трафарета, который позволяет уменьшить количество используемой пасты, – пятиугольная апертура в форме бейсбольной базы. Такая форма позволяет уменьшить количество пасты, используемой во время трафаретной печати, и предотвращает вытекание пасты с контактных площадок во избежание образования шариков и сфер. Помните: важно не столько уменьшить количество используемого материала, сколько предотвратить оползание пасты с контактных площадок.
Эффект «надгробного камня»
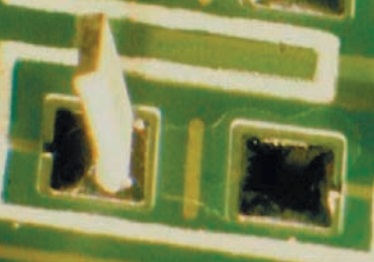
Еще один достаточно распространенный дефект – эффект «надгробного камня», который, как правило, обусловлен качеством смачивания. Данный дефект зачастую появляется на этапе оплавления, когда на одной из контактных площадок припой расплавился раньше, чем на другой, и сила поверхностного натяжения расплавленного припоя подняла компонент в вертикальное положение.
Эффект «надгробного камня» – это результат большого перепада температуры в пределах платы или плохое смачивание припоем контактной площадки или вывода компонента. Если в процессе используется азот, эффект «надгробного камня» может возникать из-за установленной вами температуры охлаждения.
Медленное оплавление припоя представляет собой способ устранения эффекта «надгробного камня» Оплавление происходит на том участке профиля, где разогрев доходит до пиковой температуры. Если используется сплав Sn63/Pb37, переход из жидкой фазы в твердую и наоборот происходит в точке плавления 183 °С.
Вблизи этой точки разность температур в пределах платы должна быть минимальной. Кроме того, не забывайте: чем больше на плате варьируется плотность расположения компонентов из-за наличия больших заземленных площадок, тем более вероятно возникновение подобных дефектов и тем тщательней нужно следить за температурой в пределах платы при достижении точки плавления. Более того, эффект «надгробного камня» зависит от толщины слоя нанесенной пасты: толще слой, чаще возникает эффект. Появление этого дефекта можно исключить заменой размера частиц припоя, которые смогут замедлить смачивание и будут препятствовать поднятию компонентов.
К другим факторам, вызывающим появление эффекта «надгробного камня», относится смещение компонентов и/или пасты. Свести к минимуму частоту возникновения эффекта «надгробного камня» можно за счет проверки положения пасты и компонентов – они должны быть на своих местах.
