Лабораторная работа № 7
Изучение конструктивных особенностей сверлильных станков.
Назначение и область применения сверлильных станков.
Сверлильные станки предназначены: для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развертывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На сверлильных станках обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Существуют следующие типы универсальных сверлильных станков: 1) настольно-сверлильные станки (одношпиндельные); 2) вертикально-сверлильные одношпиндельные станки; 3) радиально-сверлильные станки; 4) многошпиндельные сверлильные станки; 5) станки для глубокого сверления.
Наиболее распространенными в общем машиностроении являются вертикально- и радиально-сверлильные станки.
Основные размеры сверлильных станков — наибольший диаметр сверления в стали средней тердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
Вертикально-сверлильные станки.
Краткие технические характеристики отечественных сверлильных станков приведены в табл. 4, 1.
В вертикально-сверлильных станках главным движением v является вращение шпинделя с закрепленным в нем инструментом, а движением подачи sx — вертикальное перемещение шпинделя (Рис.4.1.).
Обрабатываемую заготовку устанавливают на столе или непосредственно на фундаментной плите, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
| Таблица 4.1. Технические характеристики отечественных сверлильных станков. | |||||
| Характеристика | Модели станков | ||||
| 2А125 | 2А135 | 2А150 | |||
| Наибольший условный диаметр сверления | |||||
| Частоты вращения шпинделя в об/мин | 310— 2975 | 97—1360 | 68—1100 | 32—1400 | 22—1018 |
| Мощность электродвигателя в кВт | 1,0 | 2,8 | 4,5 | 7,0 | 10,0 |
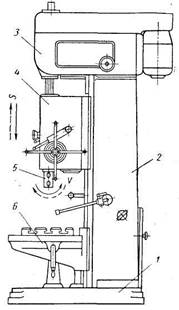
Рис.4.1. Вертикально-сверлильный станок.
Основными узлами вертикально-сверлильного станка являются станина 2, фундаментная плита 1, привод главного движения 3, шпиндель 5, коробка подач и механизм подачи 4, стол 6.
На станине, которая представляет собой полую отливку коробчатой формы, размещены основные узлы станка. Станина имеет вертикальные направляющие, на которых устанавливается кронштейн, несущий шпиндель. В полости станины размещаются электроаппаратура управления и противовес шпинделя.
Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок крупных размеров. Внутренние полости фундаментной плиты служат резервуарами для смазочно-охлаждающей жидкости.
Коробка скоростей сверлильных станков содержит в большинстве случаев зубчатые передачи, переключениями которых получают различные скорости шпинделя. Шпиндель современных вертикально-сверлильных станков имеет 6—12 ступеней скорости, обеспечиваемых сочетанием привода главного движения с одно- или двухскоростным электродвигателем. Некоторые модели вертикально-сверлильных станков имеют вместо привода главного движения бесступенчатый вариатор. На Рис.4.2. показан привод главного движения вертикально-сверлильного станка.
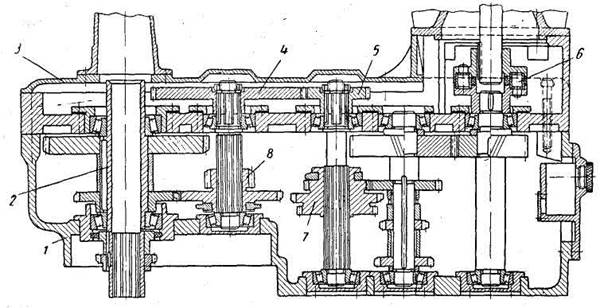
Рис.4.2. Конструкция привода главного движения вертикально-сверлильного станка.
 |
Корпус привода прикреплен к верхнему торцу станины. На крышке 3
корпуса установлен электродвигатель, соединенный с первым валом коробки муфтой 6. С помощью двух передвижных блоков 7 и 8 гильзе 2 сообщается шесть (при односкоростном двигателе) различных скоростей. Гильза имеет внутренние шлицы, посредством которых вращение передается шпинделю. Сменные шестерни 4—5 позволяют получить более высокий ряд скоростей шпинделя, например, при переходе на обработку заготовок из цветных металлов.
Шпиндель Рис.4.3. своей зубчатой (шлицевой) частью входит в гильзу коробки скоростей и, вращаясь вместе с ней, имеет в то же время возможность перемещаться в ней в осевом направлении. В переднем конце шпинделя крепят режущий инструмент либо непосредственно в коническом отверстии, либо посредством переходных втулок или других приспособлений. Значительные осевые нагрузки, возникающие при сверлении, воспринимаются в легких станках радиально-упорными подшипниками, а в средних и тяжелых станках — шариковыми или роликовыми упорными подшипниками 3, смонтированными вв шпиндельной гильзе 2, которая сообщает шпинделю поступательное движение
через реечную передачу, связанную с механизмом осевого перемещения шпинделя. Коробка подач обеспечивает более или менее значительный ряд подач шпинделя, необходимых для работы различными инструментами. В зависимости от размера станка шпиндель имеет 4—12 величин скоростей подачи. Коробка подач получает вращение или непосредственно от шпинделя, или от одного из валов коробки скоростей, связанного со шпинделем постоянными передачами.
В существующих конструкциях коробок подач вертикально-сверлильных станков настройка нужной величины подачи производится переключением блоков зубчатых колес, переключением муфт или перемещением вытяжной шпонки. Коробка подач размещается, как правило, в кронштейне станка.
Механизм подачи в вертикально-сверлильных станках служит для механического и ручного перемещения шпинделя. При механической подаче с помощью сцепной муфты устанавливается связь между выходным валом коробки подач и гильзой шпинделя. При ручной подаче движение передается от маховичка ручного управления непосредственно на гильзу шпинделя, минуя цепь механической подачи. Механизм снабжен устройством для автоматического выключения механической подачи при достижении заданной глубины обработки.
Стол станка служит для закрепления обрабатываемой заготовки. Он может быть неподвижным (съемным) или поворотным (откидным). Стол либо монтируется на направляющих станины, либо выполняется в форме тумбы, устанавливаемой на фундаментной плите. В станках, предназначенных для серийного производства, конструкция стола дает возможность перемещения закрепленной заготовки в продольном и поперечном направлениях (крестовый стол). Такая конструкция стола позволяет последовательно обработать ряд отверстий без повторной установки и крепления заготовки. Существуют столы с программным управлением, где последовательная координатная установка заготовки осуществляется в соответствии с технологическим процессом автоматически.
При обработке на вертикально-сверлильных станках значительная доля вспомогательного времени затрачивается на смену режущего инструмента. Применение быстросменных патронов, позволяющих сменить инструмент без остановки шпинделя, способствует сокращению этого вспомогательного времени. Однако степень автоматизации станка при этом не повышается, поскольку смена инструмента производится вручную. Оснащение вертикально-сверлильного станка специальной револьверной головкой с автоматическим поворотом и фиксацией повышает степень автоматизации станка и в то же время требует наличия автоматического управления изменением чисел оборотов и величины подачи шпинделя. С этой точки зрения перспективной является конструкция вертикально-сверлильного станка мод. 2Б135, разработанная в ЭНИМСе. Коробка скоростей этого станка оснащена бесконтактными электромагнитными муфтами, позволяющими автоматически переключать скорости шпинделя. Вместо ступенчатой шестеренной коробки в цепь подач станка встроена порошковая электромагнитная муфта, которая дает возможность бесступенчато и автоматически регулировать величину подачи шпинделя. Для ручного перемещения шпинделя в цепи подач предусмотрен обгонный механизм.
Конструкция такого типа делает возможной встройку станка в автоматическую линию.
Не нашли то, что искали? Воспользуйтесь поиском:
Сверлильные станки предназначаются для обработки отверстий сверлением, зенкерованием, развертыванием, а также для нарезания резьб в отверстиях метчиками.
По конструкции сверлильные станки подразделяются на три основные подгруппы:
вертикально-сверлильные, основным признаком которых является вертикальное перемещение оси шпинделя и ее фиксированное положение относительно станины.
радиально-сверлильные, у которых ось шпинделя размещается также вертикально, но имеет возможность изменять свое положение относительно неподвижного основания.
горизонтально-сверлильные, получившие название от расположения оси шпинделя. (станки такой компоновки применяются в основном для обработки глубоких отверстий).
По количеству шпинделей сверлильные станки различают на:
Принцип работы сверлильного станка понятен из рис.1. Движение шпиндель 1 получает от двигателя М1 по цепи а-б–в-г. Со шпинделя вращательное движение снимается колесом 5 и далее поступает на реечное колесо 4, которое сцеплено о рейкой 3, закрепленной на гильзе 2. Гильза 2 и проходящий сквозь нее и имеющий возможность свободно в ней вращаться шпиндель 1 получает таким образом поступательное движение . Следовательно, инструмент, закрепляемый в нижнем конце шпинделя, будет одновременно вращаться () и перемещаться поступательно ().

Рис. 1.Структурная схема вертикального сверлильного станка.
На рис. 2а показана компоновочная схема вертикально-сверлильного станка, основными узлами которых являются:
фундаментная плита 1;
станина (колонна, стойка) 3 с вертикальными направляющими;
на станине размещаются все подвижные и неподвижные узлы станка;
коробка скоростей 5, закрепляемая неподвижно на станине сверху и обеспечивающая вращение шпинделя о различными скоростями.
Изменение частоты вращения шпинделя в коробке в подавляющем большинстве производится ступенчато:
коробка подач 4 предназначена для сообщения шпинделю поступательного движения продольной подачи с различными скоростями; она может переставляться в вертикальном направлении в зависимости от высоты обрабатываемой заготовки. Все станки позволяют осуществлять подачу вручную;
стол 2, предназначенный для установки и закрепления обрабатываемой заготовки, может перемещаться в вертикальном направлении П(У) также в зависимости от высоты обрабатываемой детали.
В некоторых моделях сверлильных станков механизмы главного движения и подач монтируются в общем корпусе 6 (рис. 2б) и составляют один узел, называемый шпиндельной головкой. В этих станках установочное движение П(У) совершает шпиндельная головка относительно станины.
Вертикально-сверлильные станки малых размеров – настольные сверлильные станки – изготавливают без коробки подач. Вертикальное перемещение в них осуществляется только вручную.

Рис. 2. Варианты компановки вертикально-сверлильных станков.
Кинематическая схема вертикально-сверлильного станка модели 2Н135 показана на рис.3.
Главное вращательное движение получает шпиндель У1 от электродвигателя М, через 12-скоростную коробку.

Наименьшую скорость вращения шпиндель получает по кинематической цепи: об/мин,
при этом вращение получает втулка У1, сквозь шлицевое отверстие которой проходит шлицевый конец шпинделя У1.

Наибольшая частота вращения шпинделя – при следующих включениях в коробке скоростей: об/мин.
Движение подачи осуществляется при помощи реечной передачи . Рейка размещается на гильзе У11, сквозь которую проходит вращающийся шпиндель. Вместе с гильзой он получает поступательное движение от реечного колеса, сидящего на одном валу с червячным колесом Z61, приводимым червяком К1 через коробку подач на 9 ступеней.

Рис. 3. Кинематическая схема вертикально-сверлильного станка мод.2Н135.
5.1. Основные типы сверлильных станков
Сверлильные станки предназначены для сверления сквозных и глухих отверстий в сплошном материале, рассверливания имеющихся отверстий на больший диаметр, зенкерования, развертывания, цекования, зенкования, нарезания внутренней и наружной резьбы и др.
Существуют следующие типы сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого
размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для сверления глубоких отверстий.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий. Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшее расстояние от торца шпинделя до стола и до фундаментной плиты и др.
5.2. Устройство вертикально- и радиально-сверлильных станков
Наибольшее распространение в промышленности получили вертикально-сверлильные станки.
На рис. 22 показан внешний вид станка 2Н135-1.
На станине 4 вертикально-сверлильного станка размещены его основные части. Станина имеет вертикальные направляющие, по которым перемещается «плавающий» повортно-передвижной стол 2 и сверлильная бабка 6, несущая шпиндель 5 и электродвигатель. Управление коробками скоростей и подач осуществляется рукоятками, а ручная подача – штурвалом. Глубина обработки контролируется по лимбу. Электрооборудование у данного станка вынесено в отдельный шкаф. Фундаментная плита 1 служит опорой станка.
Продольное перемещение стола и поперечное перемещение салазок происходят по направляющим качения. Зажим стола осуществляется посредством рукоятки. На продольном столе смонтирован поворотный стол. На станках, у которых нет «плавающего» стола для совмещения центров инструмента и обрабатывающего отверстия, перемещают заготовку вручную.

Рис. 22. Внешний вид станка 2Н135-1
Наличие на станке 2Н135-1 «плавающего» стола позволяет вести многокоординатную обработку деталей по кондуктору, по разметке или по предварительно настроенным кулачкам без ее перезакрепления. При обработке по кулачкам поиск координат обрабатываемых отверстий осуществляется по схеме расположения отверстий с помощью механизма поиска координат. Кулачки настраиваются по шаблону или по разметочной детали. На станке можно сверлить отверстия с наибольшим диаметром 35 мм. Вылет шпинделя станка 300 мм, угол поворота стола 360 о .
Радиально-сверлильные станки предназначены для выполнения тех же операций, что и вертикально-сверлильные, но изготовления деталей больших размеров, как, например, корпусные детали.

Рис. 23. Внешний вид радиально-сверлильного
станка модели 2554
На рис. 23 приведен внешний вид радиально-сверлильного станка модели 2554. На фундаментной плите 1 установлена неподвижная колонна 2, на которую надета поворотная гильза 4. Последняя после поворота зажимается гидрозажимом 3 на колонне 2. На гильзе имеются вертикальные направляющие, по которым перемещается траверса (рукав) 5. На траверсе смонтирована сверлильная головка 6, которая может перемещаться вдоль траверсы и поворачиваться вместе с ней и поворотной гильзой на 360 о . Обрабатываемая деталь устанавливается на подставке (столе) или непосредственно на фундаментной плите или на полу. Наибольший диаметр сверления 50 мм, вылет шпинделя 350…1600 мм, наибольшее вертикальное перемещение траверсы 1000 мм.
Сверлильная головка конструктивно выполнена, как и на вертикально-сверлильном станке, но имеет больше частот вращения и число подач, что позволяет применять более рациональные режимы резания. Сосредоточение органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима траверсы на колонне, наличие системы предохранительных устройств, исключающих поломку станка при перегрузке, позволяет максимально сократить вспомогательное время и обеспечить высокую производительность.
