Содержание
- Маркировка станка
- Технические характеристики станка 16К20
- Применение
- Выполняемые операции
- Основные особенности
- Устройство агрегата
- Электрооборудование
- Ремонтные работы станка 16К20
- Выпуск
- Токарно-винторезный станок марки 16К20: технический паспорт
- Паспорт на токарно-винторезный станок 16К20 / Токарные станки / Stanok-online.ru
- Вы здесь
- Оглавление
 Универсальный токарно-винторезный станок марки 16К20 применяется для механической обработки деталей цилиндрической формы, нарезания на деталях резьбы. Обрабатываемые детали могут быть установлены в патрон или в центрах. Эти станки пришли на смену токарно-винторезным станкам 1К62. Впоследствии они стали основой для современных станков с ЧПУ.
Универсальный токарно-винторезный станок марки 16К20 применяется для механической обработки деталей цилиндрической формы, нарезания на деталях резьбы. Обрабатываемые детали могут быть установлены в патрон или в центрах. Эти станки пришли на смену токарно-винторезным станкам 1К62. Впоследствии они стали основой для современных станков с ЧПУ.
Маркировка станка
«1» — номер группы (токарный).
«6» — номер подгруппы (токарно-винторезные, токарные, токарно-лобовые).
«20» — высота центов в см.
Технические характеристики станка 16К20
 Класс точности: Н.
Класс точности: Н.- Диаметр обработки над станиной: 400 мм.
- Диаметр обработки над суппортом: 220 мм.
- Внутренний диаметр отверстия шпинделя: 54 мм.
- Максимальная длина заготовки: 2 м.
- Максимальный вес заготовки, установленной в патрон: 23 кг.
- Расстояние между центрами: 1000 мм.
- Пределы подачи, мм/об.: поперечный — 1,4, продольный — 2,8.
- Номинальная мощность главного электродвигателя: 11 кВт.
- Размеры: длина — 3,79 м, ширина — 1,19 м, высота — 1,5 м.
- Вес станка в полной комплектации: 3,6 т.
Применение
Токарно-винторезные станки 16К20 применяют в единичном производстве или мелкой серии, а также в инструментальных цехах для выполнения получистовых и чистовых операций или полного изготовления несложного инструмента. Они отличаются высокой надежностью, точностью, простотой эксплуатации, ремонтопригодностью, поэтому получили широкое распространение не только у нас, но и за рубежом.
Выполняемые операции
 Обработка внешнего диаметра.
Обработка внешнего диаметра.- Обработка внутреннего диаметра.
- Обработка торцевых поверхностей.
- Сверление отверстий по оси детали.
- Развертывание.
- Зенкерование.
- Нарезание различных типов резьбы.
- Обработка конусных поверхностей.
Основные особенности
 Станина коробчатой формы размещается на массивном основании, обеспечивая высокую жесткость всей конструкции.
Станина коробчатой формы размещается на массивном основании, обеспечивая высокую жесткость всей конструкции.- Высокая точность перемещения суппорта и подвижной задней бабки достигается благодаря мощным и качественным направляющим.
- Надежное крепление режущего инструмента благодаря специальной конструкции резцедержателя.
- Качественные подшипники качения шпинделя обеспечивают отсутствие биения, не требуют постоянных регулировок во время эксплуатации.
- Высокий уровень безопасности обеспечивают большое количество защитных кожухов, система электрозащиты и блокировки.
- Вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение фартука от ходового вала или ходового винта в зависимости от выполняемой операции.
- Высокий класс точности обеспечивается применением линейки с визирами для точной проверки продольного и поперечного смещения резцедержателя.
Устройство агрегата
Паспорт станка 16К20, фото и кинематическую схему можно легко найти на различных интернет-ресурсах. Он состоит из следующих основных частей:
 Главный электродвигатель, клиноременная передача и коробка скоростей так называемая гитара.
Главный электродвигатель, клиноременная передача и коробка скоростей так называемая гитара.- Шпиндель с кулачковым патроном.
- Станина, на которой установлен фартук с суппортом и задняя бабка.
- Суппорт предназначен для закрепления в нем режущего инструмента и перемещения в горизонтальной плоскости. Перемещение фартука с суппортом происходит с помощью ходового винта.
- Задняя бабка служит для крепления в ней центров или сверла.
- Система подачи смазывающе-охлаждающей жидкости.
- Органы управления.
 Главный электродвигатель с помощью клиноременной передачи и коробки скоростей передает вращательное движение на шпиндель и ходовой винт. Направление вращения шпинделя может меняться за счет реверса. На шпинделе установлен кулачковый патрон, в который закрепляют заготовку.
Главный электродвигатель с помощью клиноременной передачи и коробки скоростей передает вращательное движение на шпиндель и ходовой винт. Направление вращения шпинделя может меняться за счет реверса. На шпинделе установлен кулачковый патрон, в который закрепляют заготовку.
Фартук с суппортом получает поступательное движение от ходового винта. На суппорте установлен резцедержатель, в который крепят режущий инструмент, резцедержатель имеет возможность менять угол относительно оси заготовки.
На станине установлена задняя бабка. Она применяется для центровки детали, крепления в ней центров, при обработке длинномерных заготовок и сверлении в них отверстий.
Электрооборудование
Электрооборудование обеспечивает максимальную защиту оператора от повреждения электрическим током, а устройства блокировки — от получения травм и выхода из строя самого станка. Основные составляющие электрооборудования:
 Основной электродвигатель.
Основной электродвигатель.- Электродвигатель перемещения каретки и суппорта.
- Электронасос системы подачи СОЖ.
- Система автоматических выключателей.
- Плавкие предохранители.
- Тепловые реле и реле времени.
- Заземление.
- Микропереключатели.
Основные особенности блокировочных и защитных систем:
 Защита от перегрузок основного электродвигателя и двигателя перемещения каретки и суппорта осуществляется плавкими предохранителями и тепловыми реле.
Защита от перегрузок основного электродвигателя и двигателя перемещения каретки и суппорта осуществляется плавкими предохранителями и тепловыми реле.- Ограничение холостого хода основного электродвигателя достигается за счет реле времени.
- Запуск электронасоса системы подачи СОЖ может быть выполнен только после запуска главного электропривода.
- Устройство отключения подачи фартука.
- Устройство, отключающее электроснабжение станка при открывании шкафа управления. Для осмотра электрооборудования станка под напряжением, необходимо воспользоваться деблокирующим переключателем.
- При снятии защитного кожуха гитары, срабатывает выключатель, отключающий главный электродвигатель от электросети.
- Регулировка узлов и агрегатов.
- Для регулировки шпиндельной бабки необходимо демонтировать коробку скоростей затем, используя регулировочный винт откорректировать продольное положение шпинделя. При этом необходимо обращать внимание на пробные проточки.
- Регулировка шпиндельных подшипников.
Ремонтные работы станка 16К20
При эксплуатации станка необходимо строго соблюдать периодичность плановых ремонтных работ и осмотров. Руководствоваться необходимо паспортом станка и руководством по его ремонту.
Соблюдение объемов, сроков и качества выполнения плановых ремонтов позволит снизить количество незапланированных поломок и сохранить класс точности станка.
Перечень работ при выполнении осмотра станка:
 Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.
Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.- Проверка надежности крепления всех неподвижных соединений.
- Внутренний осмотр состояния механизмов.
- Устранение люфтов ходового винта.
- Контроль работы скоростей и подач.
- Регулировка муфты основного привода.
- Осмотр системы подачи СОЖ.
- Контроль надежности крепления защитных кожухов, их очистка.
- Осмотр состояния деталей, составление плана по замене или восстановлению изношенных деталей при следующем плановом ремонте.
- Осмотр электрооборудования.
- Малый ремонт токарного станка.
- Неполная разборка шпиндельной бабки, коробки подачи, фартука, и других сильнозагрязненных узлов. Демонтаж кожухов и крышек для очистки механизмов.
- Очистка и промывка всех посадочных поверхностей.
- Регулировка люфтов в подшипниках и втулках. Замена изношенных деталей.
- Удаление заусенец на всех трущихся поверхностях.
- Замена вышедших из строя или сильно изношенных крепежных деталей.
- Ремонт и очистка системы подачи СОЖ.
- Проверка работы органов управления.
- Ремонт защитных элементов.
- Контроль точности и чистоты обработки станка.
- Обязательная проверка отсутствия повышенных шумов, вибраций, нагрева при работе станка на холостом ходу. Проверка работы станка на всех скоростях и реверсе.
Средний ремонт токарного станка 16К20
 Проверка на точность перед разборкой.
Проверка на точность перед разборкой.- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта путем прорезки.
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01×100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с шпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт
 Выполнить все операции малого и среднего ремонтов.
Выполнить все операции малого и среднего ремонтов.- Разборка станка в полном объеме с очисткой всех узлов и механизмов.
- Осмотр всех узлов, механизмов и деталей в полном объеме.
- Корректировка ранее составленных планов на замену и восстановление узлов и механизмов.
- Восстановление работоспособности всех механизмов и узлов.
- Контроль степени износа фундамента, восстановление его и размещение станка в соответствии с руководством.
- Проверка работоспособности станка на всех режимах и реверсе.
Выпуск
Благодаря надежности, универсальности, простоте эксплуатации станки 16К20 выпускались с 1971 по 1989 г. на отечественных и зарубежных предприятиях. Среди них предприятия Москвы, Астрахани, Житомира, Самары, Киева, Витебска, Швейцарии, Болгарии, Китая.
Число нарезаемых метрических резьб
Число нарезаемых дюймовых резьб
Число нарезаемых питчевых резьб
Число нарезаемых модульных резьб
Число нарезаемых резьб архимедовой спирали
Шаг нарезания метрической резьбы
Шаг нарезания дюймовой резьбы
24…1,625 ниток на дюйм
Шаг нарезания модульной резьбы
Шаг нарезания питчевой резьбы
Шаг нарезания резьбы архимедовой спирали
3/8″, 7/16″ дюймов (8, 10, 12 мм)
Наибольшее перемещение пиноли задней бабки
Поперечное смещение корпуса задней бабки
Наибольшее сечение резца
Мощность электродвигателя главного привода
Мощность электродвигателя привода ускоренного перемещения суппорта
Габаритные размеры (длина*ширина*высота)
Связаться с нами
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
Токарно-винторезный станок марки 16К20: технический паспорт
 Универсальный токарно-винторезный станок марки 16К20 применяется для механической обработки деталей цилиндрической формы, нарезания на деталях резьбы. Обрабатываемые детали могут быть установлены в патрон или в центрах. Эти станки пришли на смену токарно-винторезным станкам 1К62. Впоследствии они стали основой для современных станков с ЧПУ.
Универсальный токарно-винторезный станок марки 16К20 применяется для механической обработки деталей цилиндрической формы, нарезания на деталях резьбы. Обрабатываемые детали могут быть установлены в патрон или в центрах. Эти станки пришли на смену токарно-винторезным станкам 1К62. Впоследствии они стали основой для современных станков с ЧПУ.
Маркировка станка
«1» — номер группы (токарный).
«6» — номер подгруппы (токарно-винторезные, токарные, токарно-лобовые).
«20» — высота центов в см.
Технические характеристики станка 16К20
- Класс точности: Н.
- Диаметр обработки над станиной: 400 мм.
- Диаметр обработки над суппортом: 220 мм.
- Внутренний диаметр отверстия шпинделя: 54 мм.
- Максимальная длина заготовки: 2 м.
- Максимальный вес заготовки, установленной в патрон: 23 кг.
- Расстояние между центрами: 1000 мм.
- Пределы подачи, мм/об.: поперечный — 1,4, продольный — 2,8.
- Номинальная мощность главного электродвигателя: 11 кВт.
- Размеры: длина — 3,79 м, ширина — 1,19 м, высота — 1,5 м.
- Вес станка в полной комплектации: 3,6 т.
Применение
Токарно-винторезные станки 16К20 применяют в единичном производстве или мелкой серии, а также в инструментальных цехах для выполнения получистовых и чистовых операций или полного изготовления несложного инструмента. Они отличаются высокой надежностью, точностью, простотой эксплуатации, ремонтопригодностью, поэтому получили широкое распространение не только у нас, но и за рубежом.
Выполняемые операции
 Обработка внешнего диаметра.
Обработка внешнего диаметра.- Обработка внутреннего диаметра.
- Обработка торцевых поверхностей.
- Сверление отверстий по оси детали.
- Развертывание.
- Зенкерование.
- Нарезание различных типов резьбы.
- Обработка конусных поверхностей.
Основные особенности
 Станина коробчатой формы размещается на массивном основании, обеспечивая высокую жесткость всей конструкции.
Станина коробчатой формы размещается на массивном основании, обеспечивая высокую жесткость всей конструкции.- Высокая точность перемещения суппорта и подвижной задней бабки достигается благодаря мощным и качественным направляющим.
- Надежное крепление режущего инструмента благодаря специальной конструкции резцедержателя.
- Качественные подшипники качения шпинделя обеспечивают отсутствие биения, не требуют постоянных регулировок во время эксплуатации.
- Высокий уровень безопасности обеспечивают большое количество защитных кожухов, система электрозащиты и блокировки.
- Вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение фартука от ходового вала или ходового винта в зависимости от выполняемой операции.
- Высокий класс точности обеспечивается применением линейки с визирами для точной проверки продольного и поперечного смещения резцедержателя.
Устройство агрегата
Паспорт станка 16К20, фото и кинематическую схему можно легко найти на различных интернет-ресурсах. Он состоит из следующих основных частей:
- Главный электродвигатель, клиноременная передача и коробка скоростей так называемая гитара.
- Шпиндель с кулачковым патроном.
- Станина, на которой установлен фартук с суппортом и задняя бабка.
- Суппорт предназначен для закрепления в нем режущего инструмента и перемещения в горизонтальной плоскости. Перемещение фартука с суппортом происходит с помощью ходового винта.
- Задняя бабка служит для крепления в ней центров или сверла.
- Система подачи смазывающе-охлаждающей жидкости.
- Органы управления.
 Главный электродвигатель с помощью клиноременной передачи и коробки скоростей передает вращательное движение на шпиндель и ходовой винт. Направление вращения шпинделя может меняться за счет реверса. На шпинделе установлен кулачковый патрон, в который закрепляют заготовку.
Главный электродвигатель с помощью клиноременной передачи и коробки скоростей передает вращательное движение на шпиндель и ходовой винт. Направление вращения шпинделя может меняться за счет реверса. На шпинделе установлен кулачковый патрон, в который закрепляют заготовку.
Фартук с суппортом получает поступательное движение от ходового винта. На суппорте установлен резцедержатель, в который крепят режущий инструмент, резцедержатель имеет возможность менять угол относительно оси заготовки.
На станине установлена задняя бабка. Она применяется для центровки детали, крепления в ней центров, при обработке длинномерных заготовок и сверлении в них отверстий.
Электрооборудование
Электрооборудование обеспечивает максимальную защиту оператора от повреждения электрическим током, а устройства блокировки — от получения травм и выхода из строя самого станка. Основные составляющие электрооборудования:
 Основной электродвигатель.
Основной электродвигатель.- Электродвигатель перемещения каретки и суппорта.
- Электронасос системы подачи СОЖ.
- Система автоматических выключателей.
- Плавкие предохранители.
- Тепловые реле и реле времени.
- Заземление.
- Микропереключатели.
Основные особенности блокировочных и защитных систем:
 Защита от перегрузок основного электродвигателя и двигателя перемещения каретки и суппорта осуществляется плавкими предохранителями и тепловыми реле.
Защита от перегрузок основного электродвигателя и двигателя перемещения каретки и суппорта осуществляется плавкими предохранителями и тепловыми реле.- Ограничение холостого хода основного электродвигателя достигается за счет реле времени.
- Запуск электронасоса системы подачи СОЖ может быть выполнен только после запуска главного электропривода.
- Устройство отключения подачи фартука.
- Устройство, отключающее электроснабжение станка при открывании шкафа управления. Для осмотра электрооборудования станка под напряжением, необходимо воспользоваться деблокирующим переключателем.
- При снятии защитного кожуха гитары, срабатывает выключатель, отключающий главный электродвигатель от электросети.
- Регулировка узлов и агрегатов.
- Для регулировки шпиндельной бабки необходимо демонтировать коробку скоростей затем, используя регулировочный винт откорректировать продольное положение шпинделя. При этом необходимо обращать внимание на пробные проточки.
- Регулировка шпиндельных подшипников.
Ремонтные работы станка 16К20
При эксплуатации станка необходимо строго соблюдать периодичность плановых ремонтных работ и осмотров. Руководствоваться необходимо паспортом станка и руководством по его ремонту.
Соблюдение объемов, сроков и качества выполнения плановых ремонтов позволит снизить количество незапланированных поломок и сохранить класс точности станка.
Перечень работ при выполнении осмотра станка:
 Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.
Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.- Проверка надежности крепления всех неподвижных соединений.
- Внутренний осмотр состояния механизмов.
- Устранение люфтов ходового винта.
- Контроль работы скоростей и подач.
- Регулировка муфты основного привода.
- Осмотр системы подачи СОЖ.
- Контроль надежности крепления защитных кожухов, их очистка.
- Осмотр состояния деталей, составление плана по замене или восстановлению изношенных деталей при следующем плановом ремонте.
- Осмотр электрооборудования.
- Малый ремонт токарного станка.
- Неполная разборка шпиндельной бабки, коробки подачи, фартука, и других сильнозагрязненных узлов. Демонтаж кожухов и крышек для очистки механизмов.
- Очистка и промывка всех посадочных поверхностей.
- Регулировка люфтов в подшипниках и втулках. Замена изношенных деталей.
- Удаление заусенец на всех трущихся поверхностях.
- Замена вышедших из строя или сильно изношенных крепежных деталей.
- Ремонт и очистка системы подачи СОЖ.
- Проверка работы органов управления.
- Ремонт защитных элементов.
- Контроль точности и чистоты обработки станка.
- Обязательная проверка отсутствия повышенных шумов, вибраций, нагрева при работе станка на холостом ходу. Проверка работы станка на всех скоростях и реверсе.
Средний ремонт токарного станка 16К20
 Проверка на точность перед разборкой.
Проверка на точность перед разборкой.- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта путем прорезки.
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01×100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с шпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт
- Выполнить все операции малого и среднего ремонтов.
- Разборка станка в полном объеме с очисткой всех узлов и механизмов.
- Осмотр всех узлов, механизмов и деталей в полном объеме.
- Корректировка ранее составленных планов на замену и восстановление узлов и механизмов.
- Восстановление работоспособности всех механизмов и узлов.
- Контроль степени износа фундамента, восстановление его и размещение станка в соответствии с руководством.
- Проверка работоспособности станка на всех режимах и реверсе.
Выпуск
Благодаря надежности, универсальности, простоте эксплуатации станки 16К20 выпускались с 1971 по 1989 г. на отечественных и зарубежных предприятиях. Среди них предприятия Москвы, Астрахани, Житомира, Самары, Киева, Витебска, Швейцарии, Болгарии, Китая.
Токарно винторезный станок
Паспорт на токарно-винторезный станок 16К20 / Токарные станки / Stanok-online.ru
Московский станкостроительный завод Ефремова, руководство по эксплуатации, 16К20.000.000.РЭ, 1979 год.
Токарно-винторезный станок модели 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности 6.
Станок заменяет модель 1К625. По всем качественным показателям (производительности, точности, долговечности, надёжности, удобству обслуживания, безопасности работы и т.п.) превосходит станок модели 1К625. Жёсткая коробчатой формы станина с калёными шлифованными направляющими установлена на монолитном основании. Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы.
Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжён оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жёстком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке. Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение с нескольких часов, следует убедиться в нормальной работе всех механизмов. После этого можно приступить к наладке станка на обработку деталей. В течение первых 50 – 60 часов для приработки работать только на средних скоростях и нагрузках, особое внимание уделяя контролю функционирования системы смазки. Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станок в помещениях с высокой концентрацией абразивной пыли, окалины. Обработка чугунных деталей способствует повышенному износу трущихся частей, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их. Желательно чтобы обработка чугунных деталей не превышала 20% от общего количества изделий.
Скачать бесплатно паспорт на токарно-винторезный станок 16К20
Вы здесь
Оглавление

Токарный станок модели 16К20 является типичным и наиболее распространенным представителем класса токарно-винторезных станков.
Станки этого класса – универсальные станки токарной группы и предназначены для обработки деталей типа дисков, валов, втулок и обеспечивают обработку точением внутренних и наружных цилиндрических, конических, торцевых, фасонных поверхностей, прорезку канавок и отрезку, сверление, зенкерование и развертывание отверстий, нарезание различных типов наружных и внутренних резьб резцами, метчиками и плашками, а также накатывание рифленых поверхностей, выглаживание и раскатку поверхностей. Станки такого типа применяются в основном в единичном и мелкосерийном, а также в ремонтном производстве. Масса станка,которая измеряется весами bestves.com.ua, составляет 1826 кг .
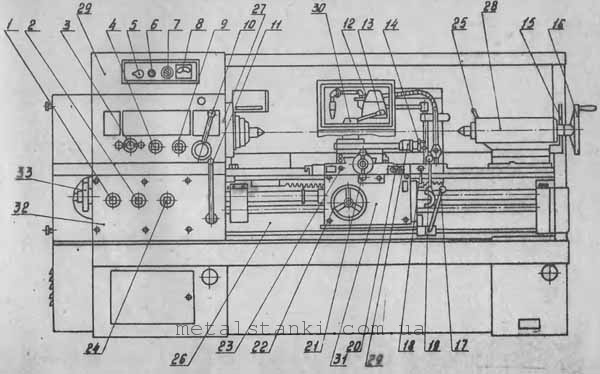
Устройство и органы управления токарного станка 16К20
Характерными размерами станков токарной группы являются наибольший диаметр обработки над станиной(характеризует наибольший диаметр заготовки обрабатываемой на станке) и расстояние между центрами характеризует наибольшую длину обрабатываемой заготовки).
- ручка установки подачи и шага резьбы;
- ручка установки подачи и типа нарезаемой резьбы;
- установка частоты вращения шпинделя;
- установка основного или крупного шага резьбы;
- автоматический выключатель;
- сигнальная лампа;
- выключение насоса подачи СОЖ;
- указатель нагрузки станка;
- установка направления резьбы (левое, правое);
- установка ряда чисел оборотов шпинделя;
- управление фрикционной муфтой главного привода;
- лампа местного освещения;
- закрепление и поворот резцовой головки;
- ручное перемещение резцовых салазок;
- крепление пиноли задней бабки станка;
- маховик перемещения пиноли задней бабки;
- управление фрикционной муфтой главного привода;
- включение и выключение гайки ходового винта;
- управление перемещениями каретки и поперечных салазок суппорта;
- включение и выключение электродвигателя;
- ручное перемещение салазок суппорта;
- маховик ручного перемещения каретки;
- смазка направляющих каретки и поперечных салазок суппорта;
- установка подачи и шага резьбы и отключения коробки подач при нарезании резьбы напрямую;
- зажим пиноли задней бабки;
- станина станка;
- шпиндельная бабка;
- задняя бабка;
- суппорт;
- резцовая головка;
- фартук;
- коробка подач;
- коробка передач.
Кинематическая схема токарного станка 16к20

Электрическая схема токарного станка 16к20

Основание – чугунная отливка прямоугольной формы. В основании расположены приводной электродвигатель, агрегат гидростатики и охлаждения.
Станина – деталь, на которой установлены основные узлы станка. В верхней части станина имеет направляющие, по которым перемещаются суппорт и задняя бабка станка.
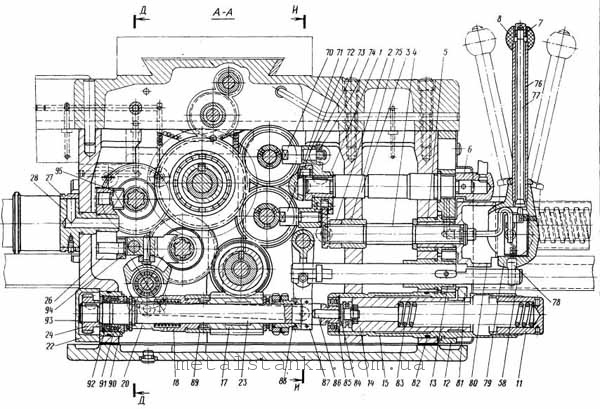
Передняя бабка токарного станка 16к20
В передней бабке собраны коробка скоростей и шпиндельный узел. Шпиндель передает заготовке вращающий момент посредством приспособлений. Для установки и центрирования приспособлений служат фланец , коническая шейка – для установки патронов, а также коническое отверстие – для установки центров. В токарных станках это отверстие выполняют по конусу Морзе. Передние концы шпинделей стандартизованы (для токарных станков с фланцевыми передними концами шпинделей ГОСТ 12593-81).
Гитара служит для настройки цепи подач с помощью подбора сменных зубчатых колес на нарезание метрической , дюймовой , модульной , питчевой резьб, а также для настройки на шаг (ход) резьбы при нарезании нестандартных резьб. В двухпарных гитарах расстояние L между валом I; валом II является постоянным. На валу II свободно установлен приклон , который крепится к стенке шпиндельной бабки с помощью болта .
Фартук токарного станка 16к20
Фартук – механизм для преобразования вращения ходового винта или ходового вала в поступательное перемещение суппорта. Суппорт получает поступательное перемещение от ходового винта посредством разъемной гайки, от ходового вала – через ряд зубчатых передач посредством зубчато-реечной передачи.
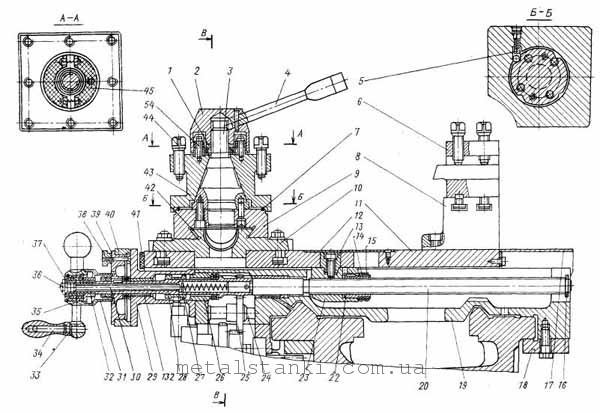
Суппорт токарно-винторезного станка 16к20
Суппорт – служит для установки режущего инструмента и сообщения ему движения подачи. Суппорт состоит (рис.4) из каретки продольного перемещения 4, поперечных салазок 5, по воротной части 6, резцовой каретки 7 с резцедержателем 8. Резцовая каретка может устанавливаться под углом к оси центров станка для обработки конических поверхностей.
Задняя бабка токарного станка 16к20
В коническом отверстии пиноли задней бабки могут устанавливаться неподвижные и вращающиеся центра, для поддержки заднего конца заготовок, а также осевой инструмент для обработки центральных отверстий.
Задняя бабка перемещается по направляющим станины вручную, в требуемом положении закрепляется при повороте рукоятки. Пиноль перемещается при вращении маховичка,в требуемом положении закрепляется поворотом рукоятки.
