Содержание
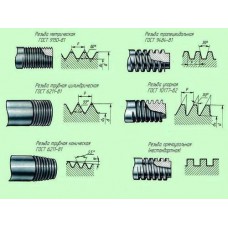
Резьба метрическая цилиндрическая  В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5 x 0,5; М56 x 2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5 LH; М56 x 2 LH. В обозначении резьбы также указывают класс точности: М5-6g.
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5 x 0,5; М56 x 2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5 LH; М56 x 2 LH. В обозначении резьбы также указывают класс точности: М5-6g.
Резьба метрическая коническая
Метрическая коническая резьба обозначается буквами МК, например: МК x 30; левая резьба МК30 x 2 LH.
В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30 x 2 ГОСТ 25229-82.
Резьба трубная цилиндрическая  Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH .
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH .
G 1 ½ – В – резьба трубная цилиндрическая, номинальный диаметр 1 ½ дюйма, класс точности В.
G1 ½ LH- В – резьба трубная цилиндрическая, номинальный диаметр 1 ½ дюйма, класс точности В, левая. Длину свинчивания указывают в миллиметрах после обозначения класса точности: G 1 ½ -В-40.
Резьба трубная коническая
Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах.  Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
R1 ½ – наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма.
R1 ½ LH – наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая.
Резьба трапецеидальная  Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Tr 20 x 4 (Р2)- 8е – Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, правая, класс точности 8е.
Tr 20 x 4 (Р2)LH- 8е – Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, левая, класс точности 8е.
Tr 80 x 4 – 6h – резьба трапецеидальная, номинальный диаметр 80 мм, шаг 4 мм, правая, класс точности 6h.
Резьба упорная
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
S100 x 60 (Р20) – 4H – резьба упорная, номинальный диаметр 100 мм, ход 60 мм, шаг 20 мм, трехзаходная, правая, класс точности 4Н.
S80 x10 LH- 6е – резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, левая, класс точности 6е.
Обозначаются на чертеже как и трапецеидальные резьбы, только со своим обозначением.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2" (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
⇒ Как определить резьбу
КОНТАКТЫ
ул. Б. Окружная 4-б,
с. Петропавловская Борщаговка,
Киево-Святошинский р-н, Киевская обл.,
08130, Украина
Почтовый адрес: а/я 70, Киев-162, 03162
информация:
+38 044 501 55 05 orders@pgt.in.ua
филиалы
- Киев
- Сумы
- Кривой Рог
- Киев
- Горишние Плавни
- Винница
- Бердичев
- Херсон
- Хмельницкий
- Первомайск
- Киев
ПОСТАВЩИКИ
Производители комплектующих, материалов и узлов
Самое большое распространение получили крепежные изделия, которые имеют резьбовую поверхность. За счет определенного сочетания витков и впадин обеспечивается надежное крепление, выдерживающее большое давление. Существует просто огромное количество различных крепежей, все они характеризуются определенными эксплуатационными характеристиками.

Классификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.

Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.

Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Каждый крепежный элемент характеризуется своими определенными особенностями, от которых зависит и их предназначение.

В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
- Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
- В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
- При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
- Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
- Витки должны быть рассчитаны на большое усилие. Для этого уменьшается шаг или увеличивается высота профиля.
- Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
- Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.
Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.

Крепежные и ходовые резьбы
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Размеры согласно ГОСТ 6211-81
Рассматриваемый ГОСТ применяется для обозначения трубной конической резьбы. В таблице отображается следующая информация:
- Шаг.
- Диаметр в основной плоскости.
- Длина рабочей части.
В технической документации также могут указывать допуски и некоторые другие параметры. Для каждого значения применяются свои условные обозначения, которые можно выбрать из специальных таблиц.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
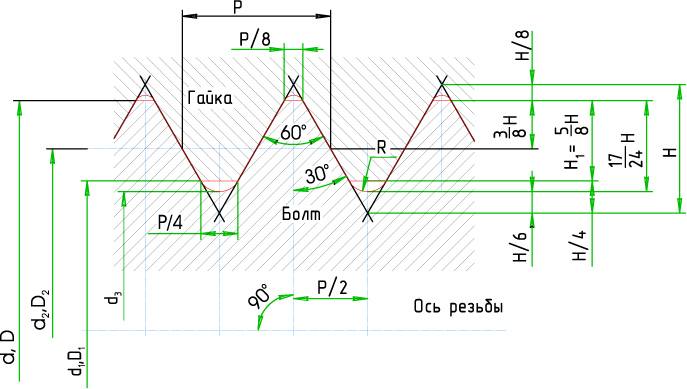
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
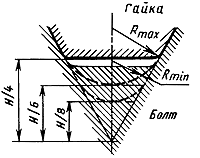 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение n0P, где n0 — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
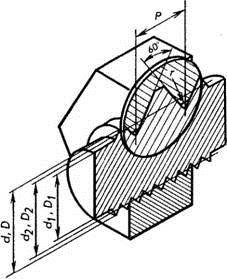
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
