Содержание
Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
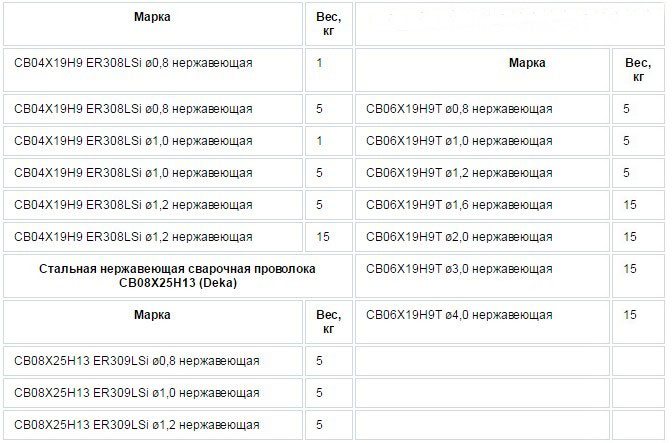
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
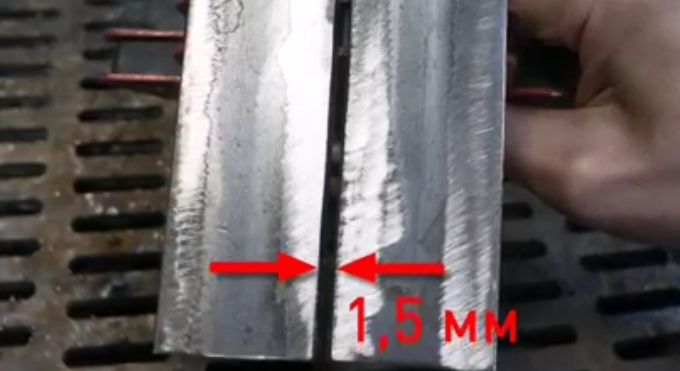
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
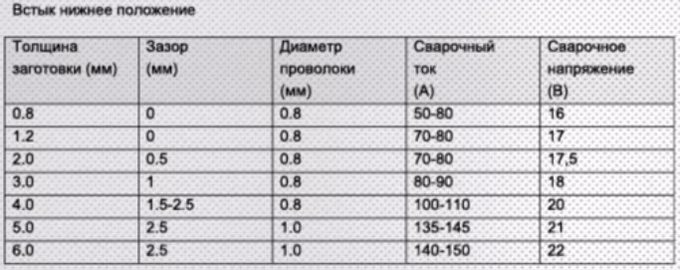
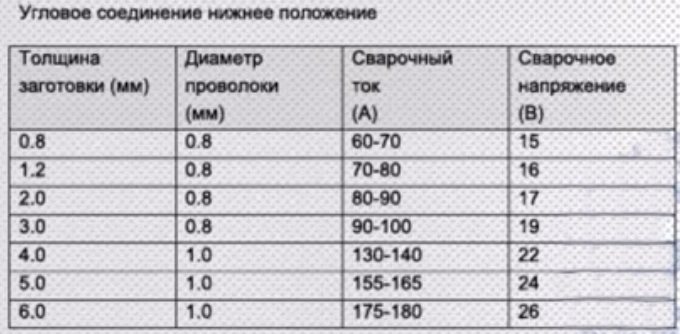
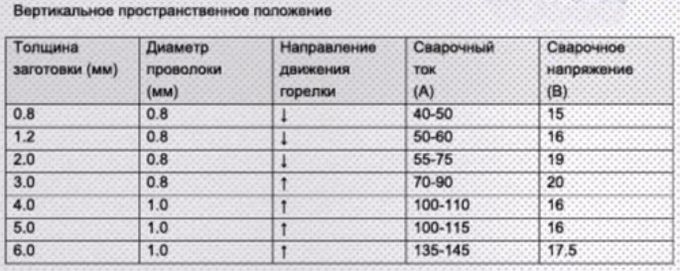
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
[Процесс сварки нержавейки] полуавтоматом в среде углекислого газа является непростым делом даже для опытных сварщиков.
В силу особенных свойств нержавеющей стали, ее обработка отличается спецификой и требует тщательной подготовки, правильного выбора рабочего режима и расходных материалов.
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Соблюдение правильного термического режима — это единственный способ избежать потери антикоррозийного качества стали.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Чтобы предотвратить явление, сварщики прибегают к охлаждению свариваемого металла. Для этого применяют разные способы, в том числе и воду.
Склонность к тепловому расширению. Вследствие высокого уровня линейного расширения возникает литейная усадка.
Что в свою очередь запускает процесс деформации металла и провоцирует появление трещин между деталями сварки. Избежать этого можно, если оставить между ними зазор на расширение.
Высокий показатель электрического сопротивления может стать причиной интенсивного нагрева электродов, сделанных из стали высоколегированного типа.
Поэтому длина электродов со стержнями из хрома и никеля обычно не превышает 350 мм.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.
К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Для снятия напряжения деталь нагревают до 660°С и дают возможность остыть на воздухе.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.
Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Немаловажно, что специальная проволока из никелевого сплава, которая применяется для сварки, под воздействием газа сгорает интенсивнее, чем улучшает характеристики шва.
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
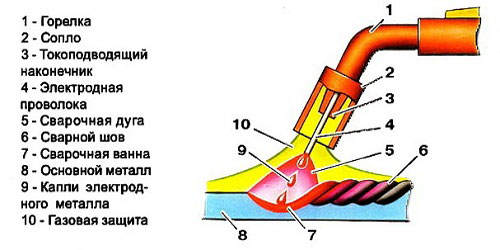
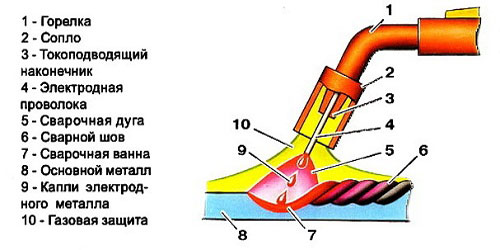
Общая схема сварочных работ выглядит так.
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.
Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Технические особенности сварки нержавейки в углекислой среде
Сварка нержавейки полуавтоматом, осуществляемая в среде углекислого газа, должна соответствовать таким требованиям:
- Обеспечение обратной полярности;
- Соблюдение угла наклона электрода. Если проволока будет иметь наклон вперед, глубина провара изменится в меньшую сторону, а шов станет шире. Этот вариант актуален только для тонких металлов;
- Величина допустимого вылета проволоки — максимум 12 мм;
- Расход газа нужно контролировать. Недопустимо, чтобы рабочий расход составлял меньше 6 куб. м/мин, но не более 12 куб.м /мин. В противном случае качество сварочного результата может заметно ухудшиться;
- Использование осушителя — важный технологический момент сварки. Дело в том, что баллон с газовой смесью содержит воду, которая в процессе сварки соединяется с продуктами контакта углекислоты и металлов высоких температур. В результате образуется кислота, способная разрушать углерод в составе стали и таким образом влиять на прочность шва. В качестве осушителя применяют медный купорос, прогретый в течение 20 минут при температуре 200 °С. На 4 баллона расходуется примерно 100 г осушителя;
- Для обеспечения защиты от брызг расплавленного металла лучше применять водный раствор мела;
- Чтобы получить приемлемое качество шва, сварку в среде аргона ведут плавно, без колебательных движений;
- Нельзя, чтобы сварка начиналась или заканчивалась по краю детали. Чтобы избежать появления водородных трещин, необходимо отступить от края хотя бы 5 см.
Сварка закончена. Выпрямляем деформации
Чтобы удалить возможные деформации, необходимо дополнительно обработать деталь после сварки. С помощью молотка воздействуют на деталь через гладилку.
Образовавшийся на листе пузырь простукивают молотком, начиная от края и двигаясь постепенно в сторону пузыря.
Еще один способ устранить пузырь — нагреть его выпуклую часть с помощью горелки. Движения должны идти по кругу и чередоваться с простукиванием.
Для качественной варки нержавеющей стали необходимы определенные навыки.
Видео в нашей статье познакомит вас с различными этапами сварки нержавейки — подготовкой сварочной области и проволоки, осуществлению качественного шва, а также после сварки работами по охлаждению шва и устранению деформаций.
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.
-
Содержимое:
- Полуавтомат для сварки нержавеющей стали
- Какой газ нужен для полуавтоматической сварки нержавейки
- Технология сварки нержавеющей стали полуавтоматом
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.
Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.

Полуавтомат для сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
Способ сварки в среде углеродистого газа зарекомендовал себя как самый надежный и качественный метод обработки нержавеющей стали. Метод учитывает особенности строения металла, его химические свойства и структуру. Работы с полуавтоматом выполняются тремя разными способами. А именно:
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Каждый из этих методов оправдывает себя при определенных ситуациях.
Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Какой газ нужен для полуавтоматической сварки нержавейки
При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.
- Аргон и углекислота – этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Технология сварки нержавеющей стали полуавтоматом
 Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги – полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом – при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод – из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
 Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
Технология полуавтоматической сварки нержавейки учитывает особенности этого металла и позволяет выполнить работы таким образом, чтобы шов получился однородным и имел идентичные свойства.
Так как процесс работ: подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику.
