Содержание
Справочные руководства по CAM,CAD,CNC программам (программы для станков с ЧПУ)
Здравствуйте уважаемые посетители сайта. Придя в мир станков с числовым программным управлением вы столкнетесь с огромным разнообразием программного обеспечения. Данная страница поможет вам разобраться и вникнуть в суть вопроса. И найти ответ на вопрос : “Какое программное обеспечение необходимо для работы станка с ЧПУ” Также здесь вы найдете справочные руководства по CAM,CAD,CNC программам,и программам 3d моделирования.
Заключение.
Итак приступим…
В серьезном производстве все начинается с чертежа,эскиза и 3d модели будущего изделия и точных расчетов и в этом нам помогут программы относящиеся в той или иной степени к категории CAD программ и программ 3d моделирования.
Delcam PowerSHAPE – система смешанного 3D моделирования для разработки и проектирования сложных изделий и для подготовки CAD-моделей под производство. Программа поддерживает технологию каркасного моделирования, в сочетании с твердотельным и поверхностным моделированием, также в программе присутствует возможность работы со сложными рельефами.
PowerSHAPE – это программа по большому счету для создания точных моделей с последующей передачей их в производство. Сильной особенностью программы является поддержка истории при создании твердотельных элементов.
Данная программа подойдет для создания сложного конструктива мебели,элементов декора с привязкой к дальнейшему производству на станках с ЧПУ.
AutoCAD – это двух- и трёхмерная система автоматизированного проектирования и черчения. Подходит для создания сложных чертежей (сборочный,деталировка). В последующим созданные чертежи и 3d модели в AutoCAD используются в CAM программах для создания управляющих программ для станков с ЧПУ
Rhinoceros 3D – это программное обеспечение для трехмерного NURBS-моделирования. Программа имеет необходимую точность для конструирования, черчения,инженерной разработки. Подходит для создания 3d моделей декора резьбы различной сложности,сложных элементов мебели, разработки конструктива.
MoI 3D – это простое программное обеспечение для трехмерного NURBS-моделирования более простая но не менее функциональная чем Rhinoceros 3D.
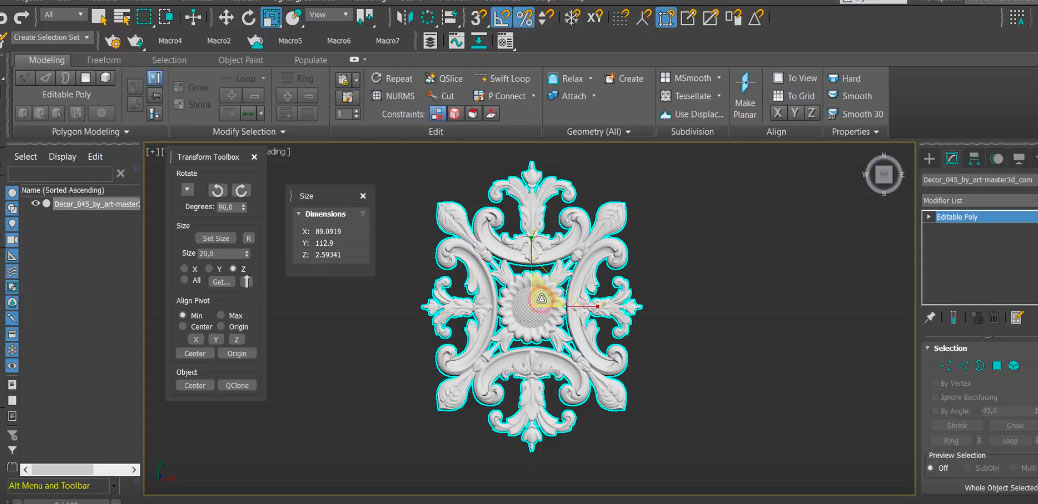
3ds Max – это мощное программное обеспечение для 3D-моделирования. В основном для создания новых объектов используется работа с сеткой объекта. Программа включает в себя большое количество модификаторов,позволяет работать со сплайнами. Данная программа прекрасно подходит для моделирования сложного декора,резьбы и сложных элементов мебели. Для решения сложных задач программа хорошо показывает себя при работе в связке с программи NURBS-моделирования ,такими как Rhinoceros 3D и MoI 3D
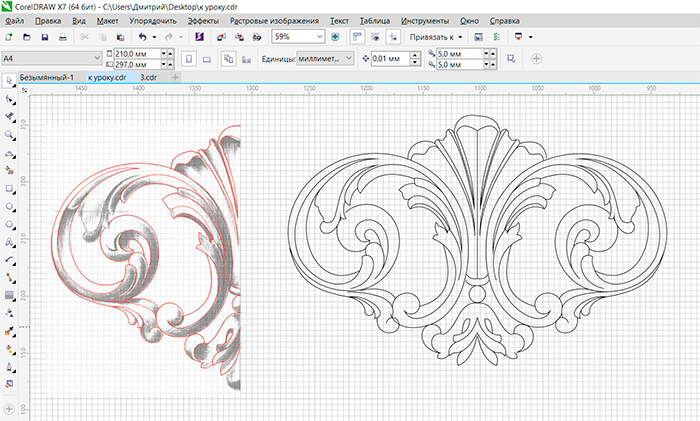
CorelDRAW – это программное обеспечение подходит для точного черчения и быстрого эскизирования элементов резьбы, мебели. CorelDRAW по сути – это электронный кульман по инструментам 2d черчения не уступающий AutoCAD а также электронный лист бумаги и карандаш для рисования эскизов декора, резьбы и др. В программе присутствует возможность как чертить и рисовать B-сплайном так и кривой Безье. Чертежи созданные в CorelDRAW в последующем применяются для создания управляющих программ в CAM программах.
Что же чертежи,сложные вектора а также 3d модели готовы. Теперь нам необходимо подобрать режущий инструмент, оснастку и по нашим векторам (чертежам) и 3d моделям сгенерировать управляющие программы( УП) для механической обработки на фрезерных либо токарно-фрезерных станках с ЧПУ. И в этом нам помогут CAM программы.
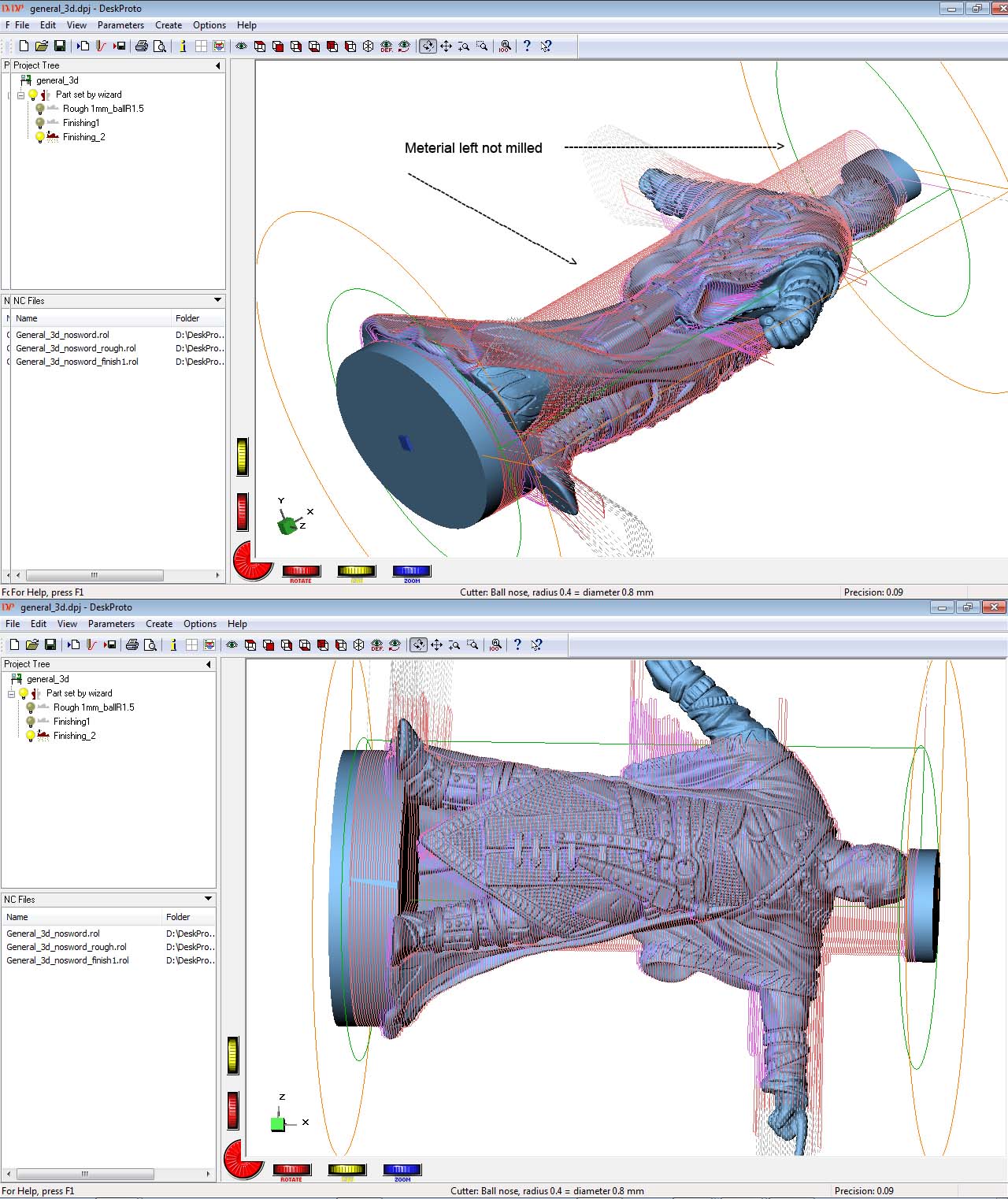
DeskProto – CAM-система автоматической генерации управляющих программ для обработки деталей высокой сложности на токарно-фрезерных станках с ЧПУ.
3d модель может быть разработана в любой CAD-системе или 3d редакторе дале передана в DeskProto через файл в расширении STL, при 2D обработке чертеж в файле формата – DXF.
DeskProto позволяет осуществлять:
– импорт и работу с 3d моделью;
– выбор фрез, задание своего инструмента
– формирование процесса обработки (задание параметров черновой, получистовой и чистовой операций);
– оптимизации обработки через различные стратегии обработки
– визуализация обработки
– предварительный расчет времени фрезеровки;
– настройка постпроцессора под свой тип станка;
– сгенерировать управляющую программу для поворотной оси
– встроенный инструмент(мастер) для создания УП с переворотом детали
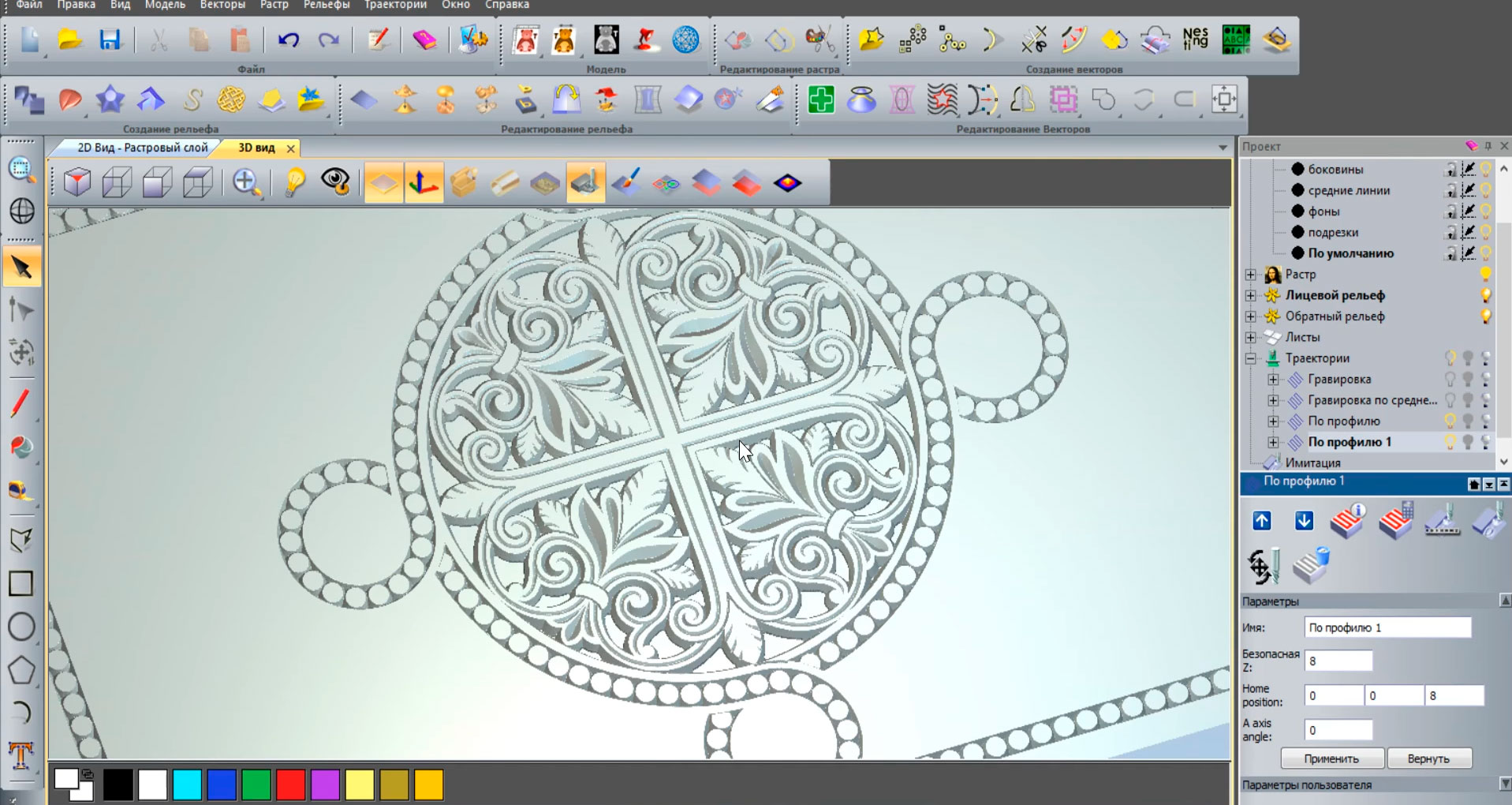
ArtCAM – это гибридная CAM,CAD программа. Позволяет генерировать управляющие программы для обработки деталей высокой сложности на фрезерных станках с ЧПУ. Также особенностью данной программы являются продвинутые инструменты генерации УП по векторам(фрезеровка по профилю,2d выборка,гравировка по средней линии,гравировка с 3d подрезкой уголков, обработка кромок и др.) Также программа обладает мощным инструментом имитации(визуализации) УП. Интересной особенностью данной модели является автоматическое создание STL модели по имитации управляющей программы.
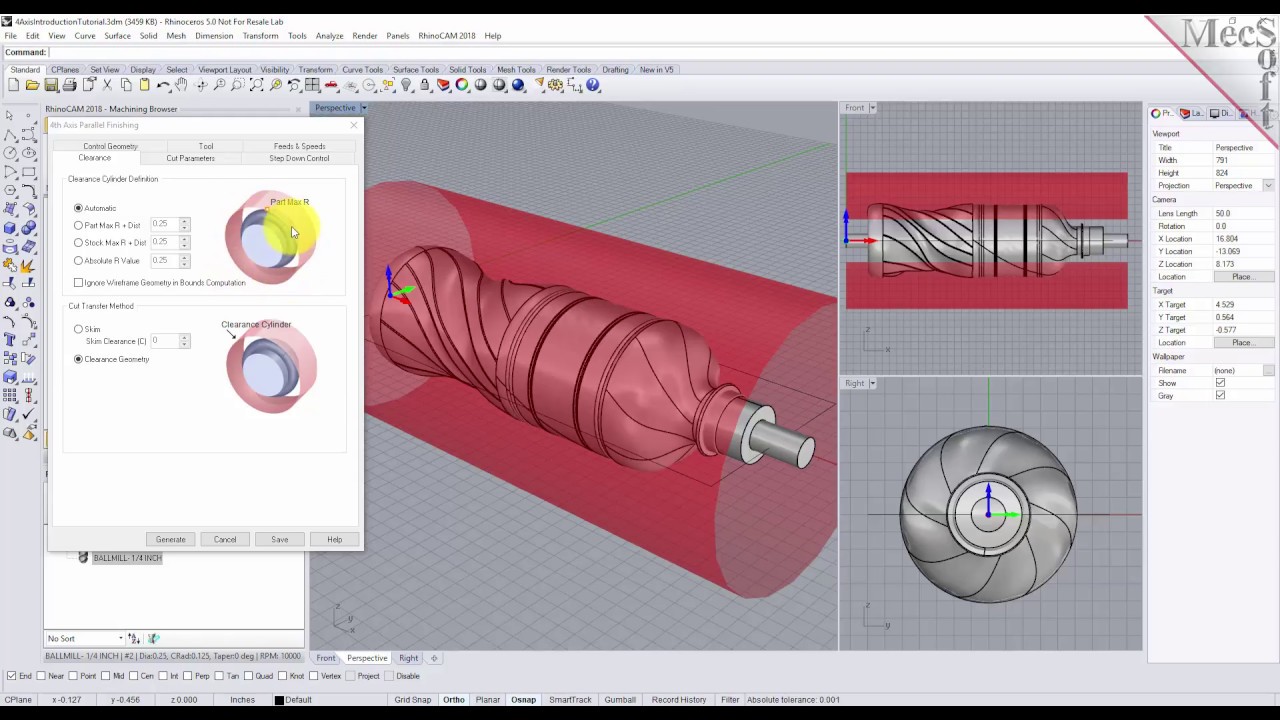
RhinoCAM – плагин для генерации управляющих программ, который интегрируется в среду разработки Rhinoceros. Позволяет создавать УП для 2.5, 3-х, 4-х и 5-осевой обработки и в том числе сверловку. В плагин входит большое количество постпроцессоров. Также есть возможность создавать свои.
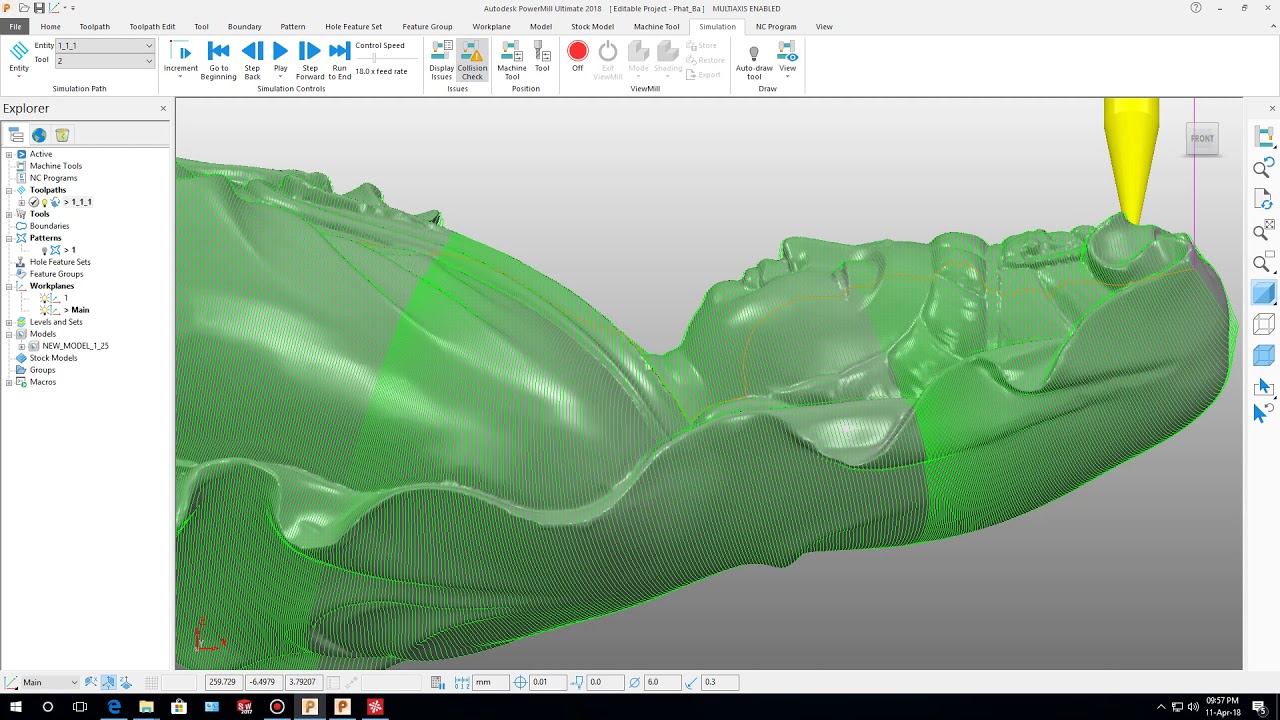
PowerMILL – это одна из наиболее продвинутых САМ систем для генерации управляющих программ для 3-х и 5-и осевой обработки на фрезерных станках с ЧПУ. Данная программ также позволяет создовать УП для поворотной оси.
PowerMILL позволяет осуществлять:
− создание управляющих программ высокоскоростной обработки, в
которых траектория инструмента выполняется по сглаженным
кривым без острых углов, предотвращающих перегрузки приводов
станка при резком изменений направления движения.
− пятиосевая обработка сложных деталей за один установ, с исполь-
зованием различных вариантов стратегий обработки.
− точная 3D симуляция для визуального представления всего про-
цесса обработки
− проверка зарезов и столкновений хвостовика инструмента, патро-
на и элементов станка не только с моделью детали, но и с моделью
материала, изменяемой в процессе обработки.
− высокоэффективные инструменты 2.5D-обработки деталей с авто-
матическим распознаванием плоскостей и отверстий, а также воз-
можностью применения к ним наиболее эффективных стратегий
обработки.
− тонкая настройка траектории с возможностью ручного редактиро-
вания каждого сегмента. Полный контроль над параметрами под-
водов, отводов, переходов, продлениями, начальными и конечны-
ми точками траекторий и т.д.
Что же мы проделали сложные действия по созданию чертежей , 3d моделей и генерации управляющих программ. Теперь самое время воплотить наши разработки в материале при помощи станков с ЧПУ. Но чтобы управлять станками нам нужно изучить системы управления так называемые CNC программы и системы. Или говоря простым языком нам нужны программы управления станком. Программа управления читает УП, переводит ее на язык,понятный станку и управляет инструментом, который обрабатывает заготовку.
DSP контроллеры (DSP пульты) – автономные и компактные
контроллеры для станка ЧПУ, построенные на базе DSP процессора
Производит контроллеры компания RichAuto. Данные контроллеры используются
для управления станков с числовым программным управлением.На мой взгляд одна из лучших систем управления станком не требующая дополнительной стойки с компьютером и монитором.
Технические характеристики контроллера:
1) Управление движением шпинделя по осям Z, X, Y.
Также поддерживается управление осью вращения С.
Продвинутый режим управления четырьмя осями (Z,
X, Y, С).
2) Количество портов ввода и вывода равняется 8. Но есть возможность расширить до 32-х портов.
3) Поддержка G-кода, инструкции формата
4) Защиту от отключения электропитания . При аварийном отключении питания пульт
сохраняет выполняемую программу. При включение станка автоматически предлагает продолжить выполнение программы со строчки остановки.
5)Хранит до 8 точек восстановления.
6) Возможна работа с 9 различными системами
координат и переключение между ними
7) Настройки частоты поступательных
движений шпинделя во время фрезеровки
8) Настройки коэффициента скорости вращения, во время фрезеровки
9) Удобный ручной режим работы. Перемещение шпинделя : пошаговое, непрерывное,
точное перемещение на необходимое расстояние.
10) Выполняет М-код,G-код, F- код.
11) Пульт оборудована встроенной памятью размером 512 Мб.
12) Данный пульт удобен в работе за счет своих небольших размеров и эргономичной клавиатуры с 16 клавишами.
13) Поставляется с портом USB, имеет поддержку U-диска и функции
Plug and Play, шину контроллера внешних интерфейсов.
14) Функция самотестирования: система имеет возможность
тестирования входных и выходных сигналов, что полезно при удаленном
техническом обслуживании.
16) Пульт поддерживает различные языки в том числе русский.
18) Система поддерживает автоматическое обновление через сеть,
присутствует возможность удаленного управления и удаленного
технического обслуживания.

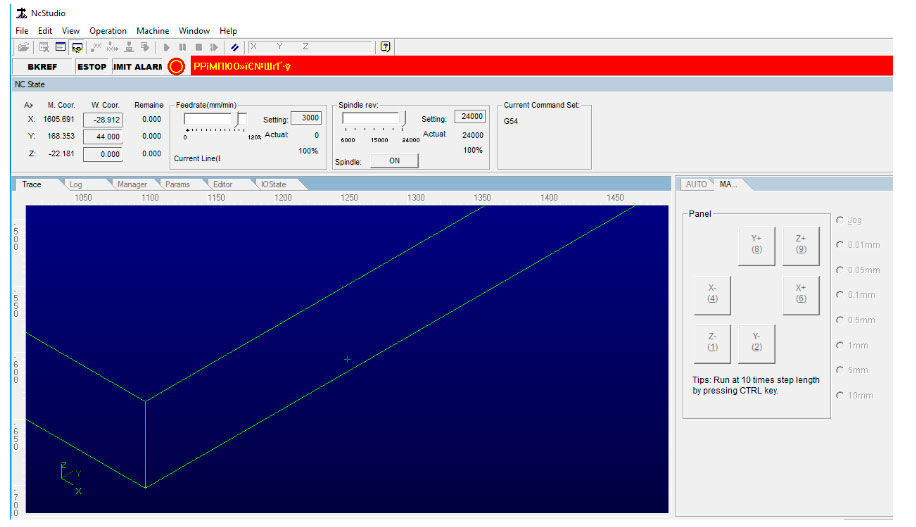
Контроллер NCStudio (программное обеспечение) обеспечивает передачу файлов исполнение программ (УП) фрезерным станком.
Полная совместимость программы с кодами в стандарте ISO 7bit (G-коды) позволяет передавать из CAM систем данные не только о траектории перемещения инструмента, но и о подаче. Программа предлагает максимальную совместимость практически со всеми известными CAM-системами (ArtCAM, MasterCAM, PowerMill, Rhino, SprutCAM, Type3) и тп.
Программа позволяет осуществлять наглядную визуализацию управляющей программы в режиме реального времени или в демонстрационном режиме, что удобно для выявления возможных ошибок во время фрезеровки либо до запуска обработки.
В программе реализована функция продолжения работы после экстренного останова.
Mach3 – многофункциональная программа управления станками с ЧПУ
Данный программный продукт позволяет на следующее:
– по сути превращает ваш персональный компьютер в станцию управления 3-х 6-осевым станком с ЧПУ
– возможен импорт DXF, BMP, JPG и HPGL файлов с помощью встроенной программы LazyCam
-генерирование файлов управляющих программ G-кодов в программе LazyCam
-объемная визуализация управляющих программ G-кодов
– возможность переработки интерфейса программы под ваши нужды
-создание пользовательских M-кодов и макросов на основе VB-скриптов
-многоуровневое релейное регулирование
-управление частотой вращения шпинделя
-применение ручных генераторов импульсов (MPG)
-окно визуализации за ходом фрезеровки
-полноэкраннный пользовательский интерфейс
-совместимость с сенсорными мониторами (Touch screen)

Что же уважаемые посетители сайта как видите список программ получился достаточно обширный. И вы можете задать вопрос,так какие программы все же посоветует автор статьи для малого и среднего столярного производства. Что же сразу замечу, что мой совет будет субъективным и основанными на личном опыте работы на столярном производстве средних размеров. Если у вас будут свои рекомендации по программному обеспечению оставляйте их в комментариях под статьей.
Итак мой список:
Точные чертежные расчеты (черчение), построение сложных векторов,эскизирование – это AutoCAD или CorelDRAW.
Построение, создание 3D моделей резьбы,декора сложных элементов мебели:
– Полигональное моделирование и ретопология – это 3ds Max 2018 либо Blender 3D
– NURBS – это Moi3d (использую данную простую программу как замену штатным инструментам NURBS – моделирования в 3ds Max).
Создание управляющих программ для станков с ЧПУ- это ArtCAM 2018 или DeskProto
Цифровая скульптура – это ZBrush 4R7 (лепка сложных не строгих геометрических форм резьбы,декора).
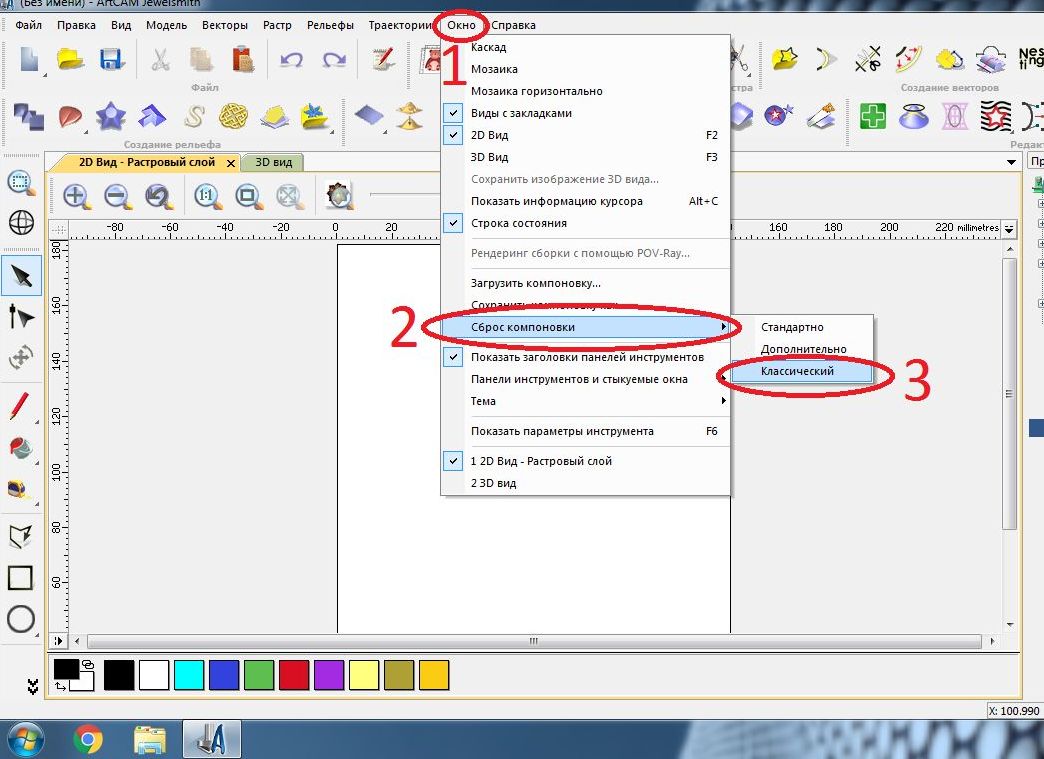
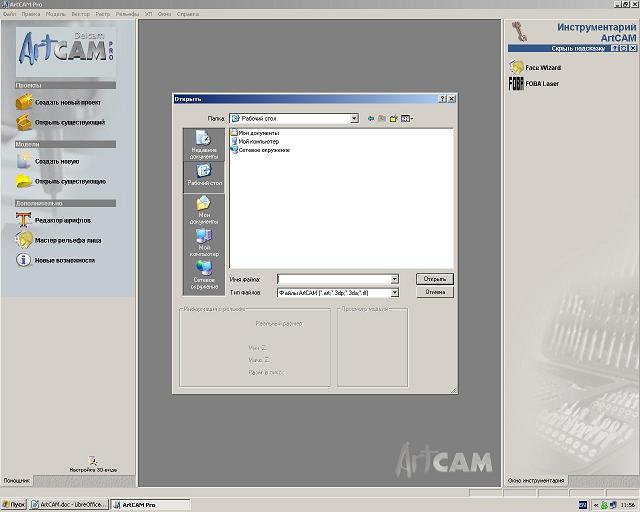
Большинство статей на сайте описывают работу в программе ArtCAM v8/v9/v10. Если вы используете более поздние версии программы (v11/v12 или новее), для удобства работы с программой и статьями необходимо после запуска ArtCAM выполнить настройку компоновки, как указано на рисунке:
Запускаем ArtCAM. В меню «файл» выбираем «открыть». В появившемся окне нужно изменить тип файлов – выбрать файлы AutoCAD (*.dxf, *.dwg), как это показано на рисунке 1.
Откроется окно с возможностью изменений размеров модели, нажимаем «ОК», если размеры менять не нужно. Откроется окно с информацией об импортируемом файле, нажимаем «ОК». В центре экрана видим чертеж нашей детали, на рисунке 2.
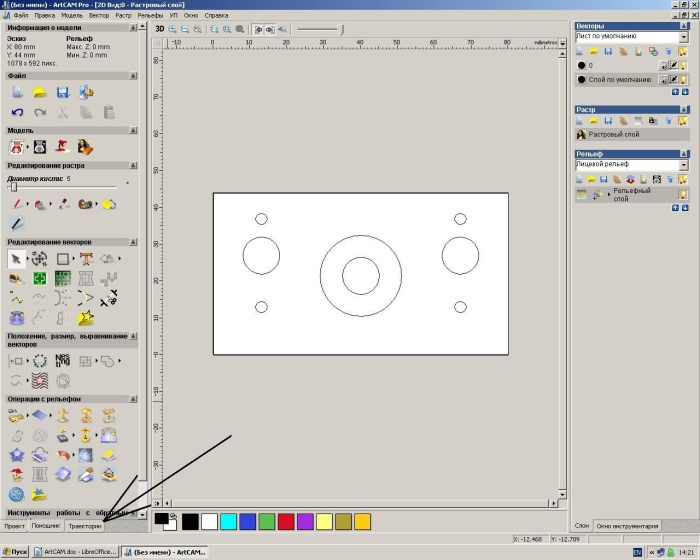
Слева панель – «информация о модели», выбираем вкладку траектории.
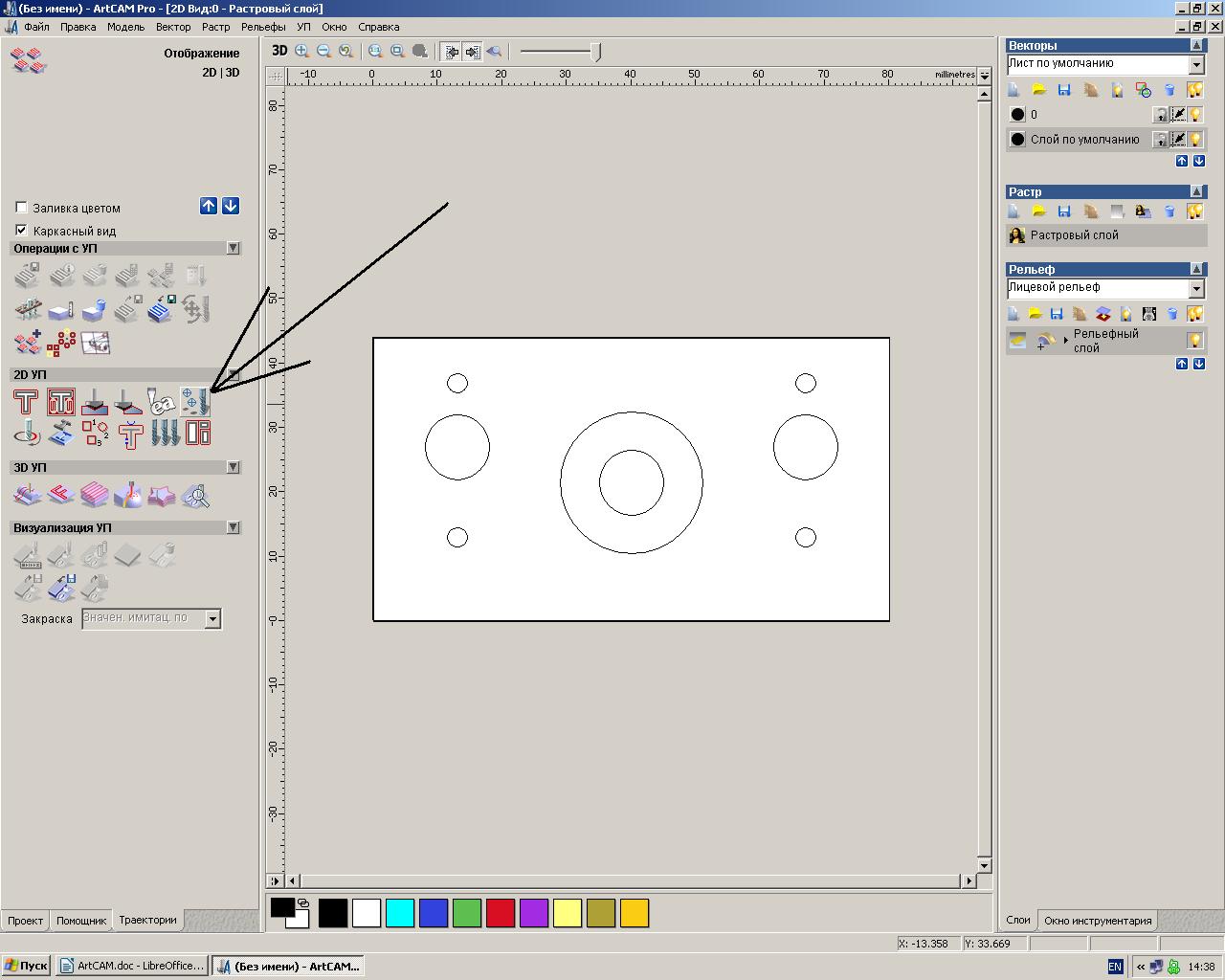
1 сверление отверстий диаметром 3мм.
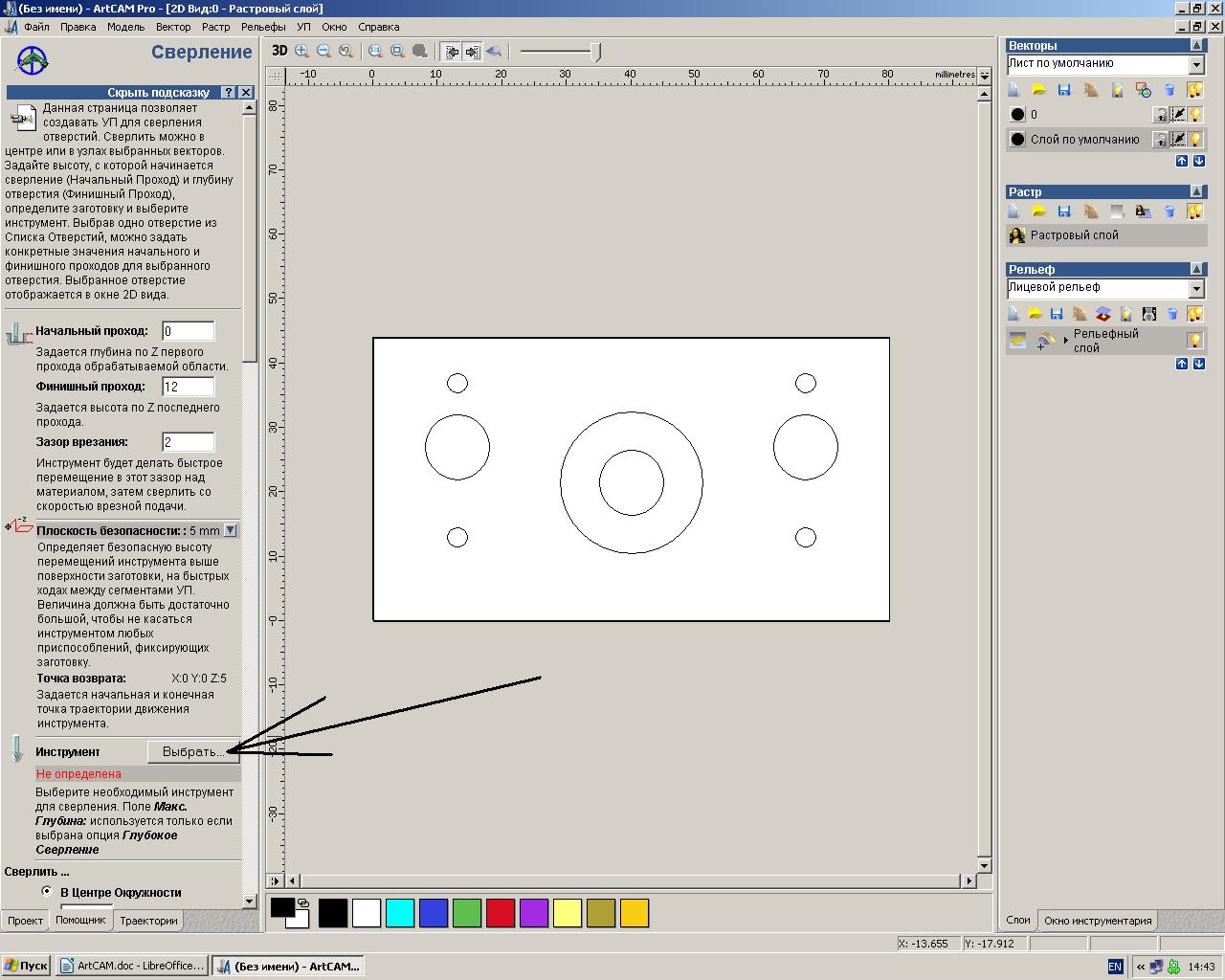
На вкладке траектории выбираем «сверление», рисунок 3.
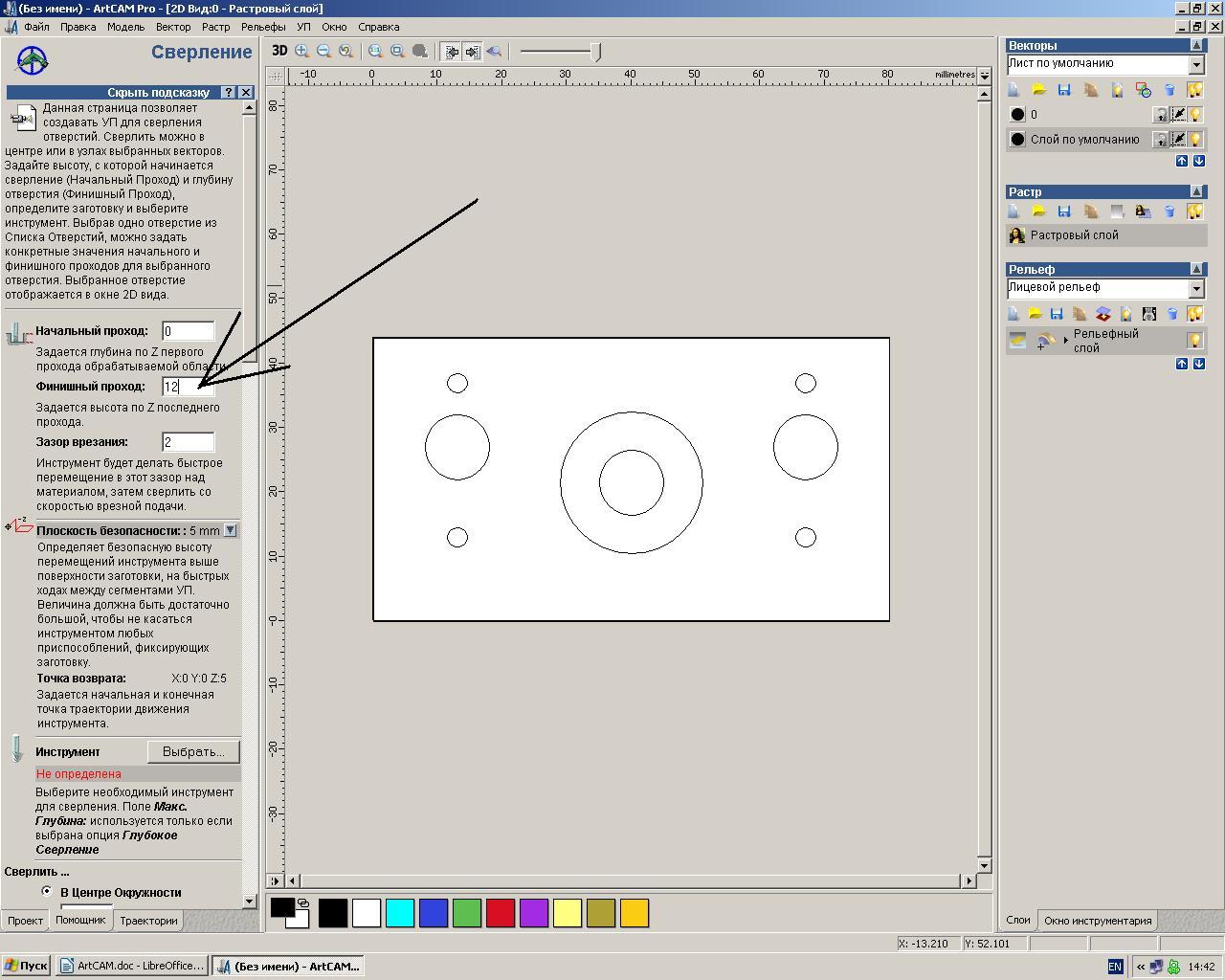
В поле «финишный проход» вводим глубину сверления, рисунок 4.
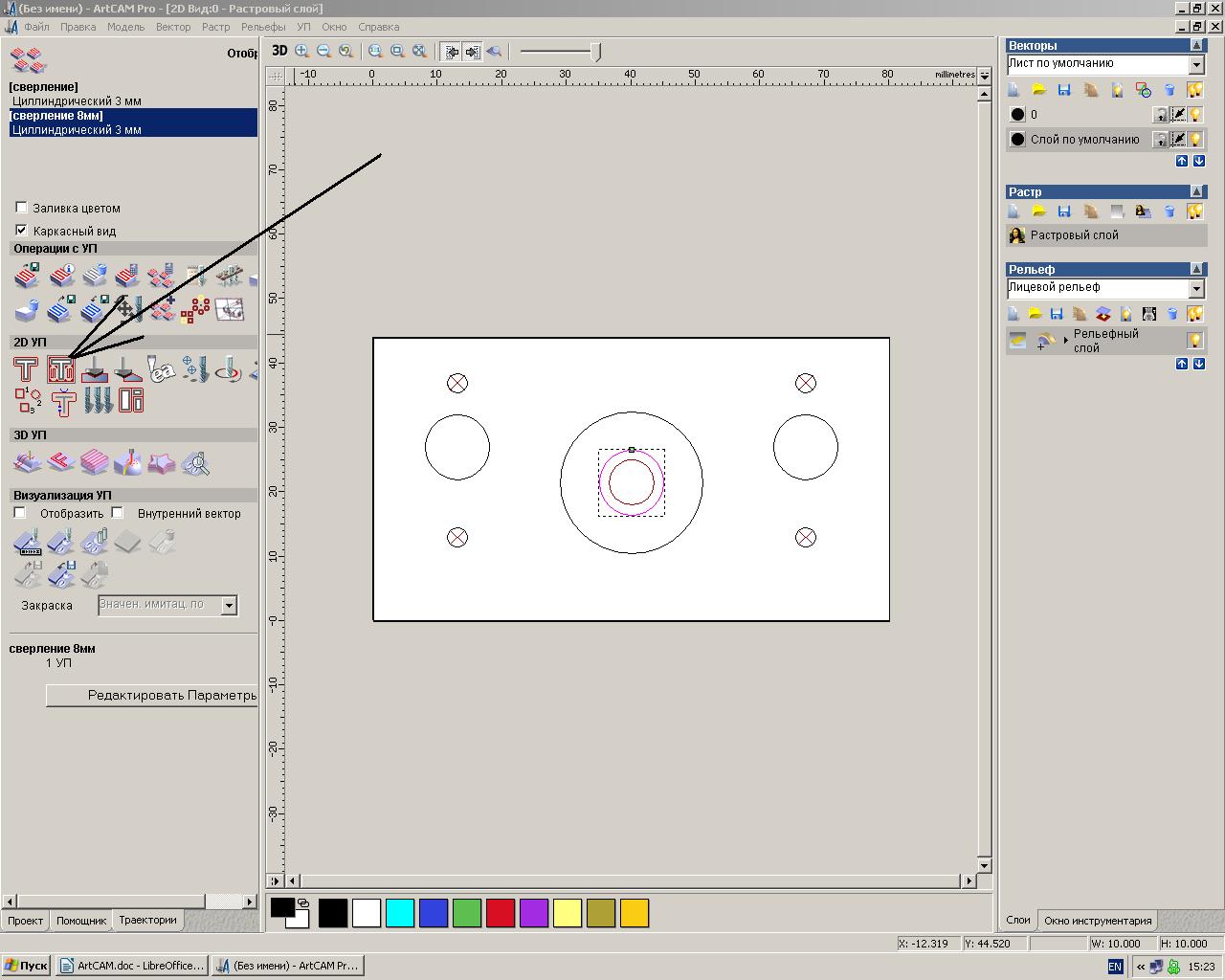
В поле выбора инструмента нажимаем кнопку выбрать, рисунок 5.
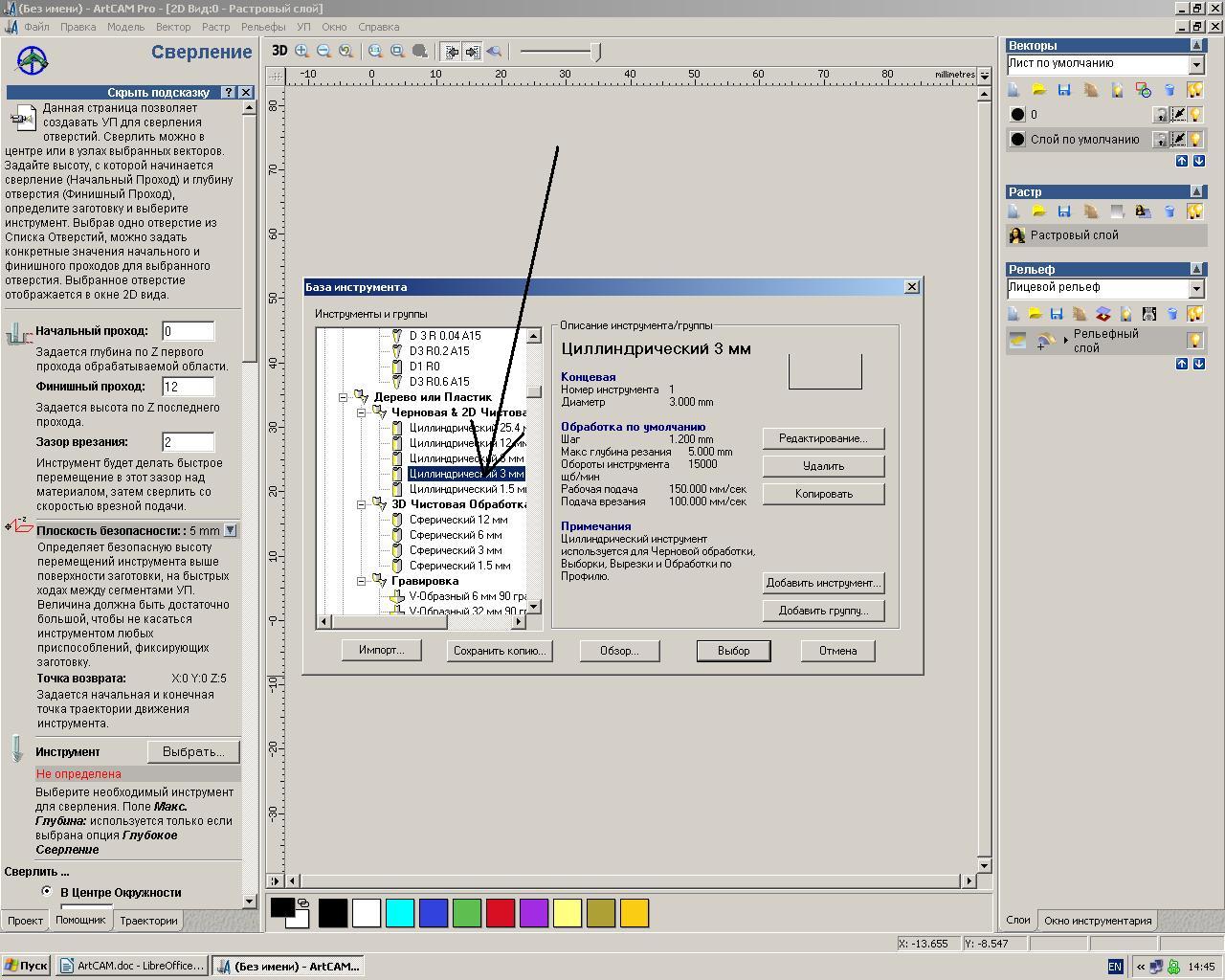
Выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик» , рисунок 6.
Редактируем параметры инструмента, нажав кнопку "Редактирование", рисунок 7
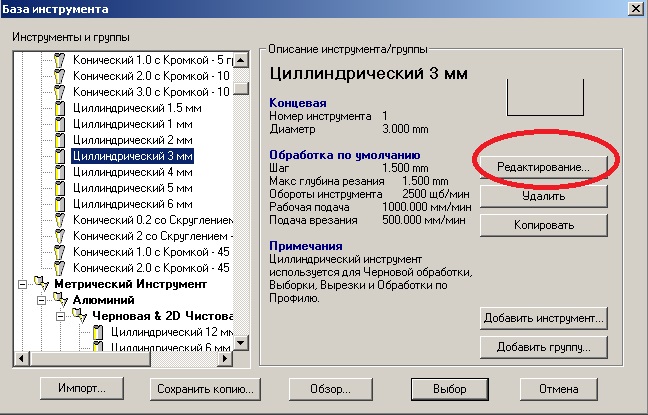
Рисунок 7 редактирование параметров инструмента в ArtCAM
Изменяем единицы измерения на более удобные к восприятию и меняем значения величины "глубина за проход" , "рабочая подача" и "подача врезания", рисунок 8
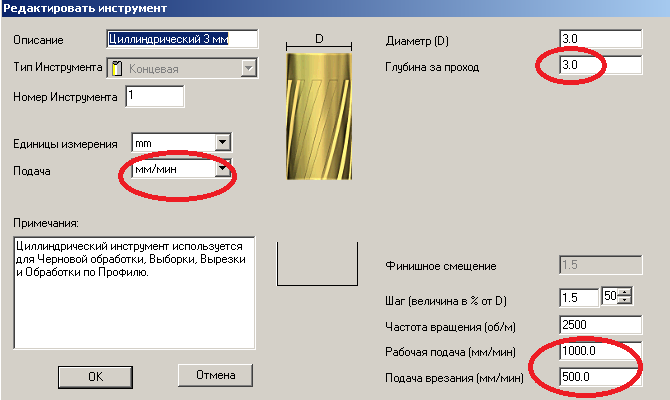
Рисунок 8 редактирование параметров инструмента в ArtCAM
эта операция нужна один раз, в дальнейшем можно использовать этот инструмент с уже сохраненными параметрами скорости подачи и глубины за проход.
При использовании другого нового инструмента, не забываем отслеживать и при необходимости менять эти параметры!
Сохраняем настройки нажатием кнопки "ОК" и подтверждаем выбор инструмента, нажатием кнопки «выбор».
В поле «Материал» нажимаем кнопку определить, рисунок 9.
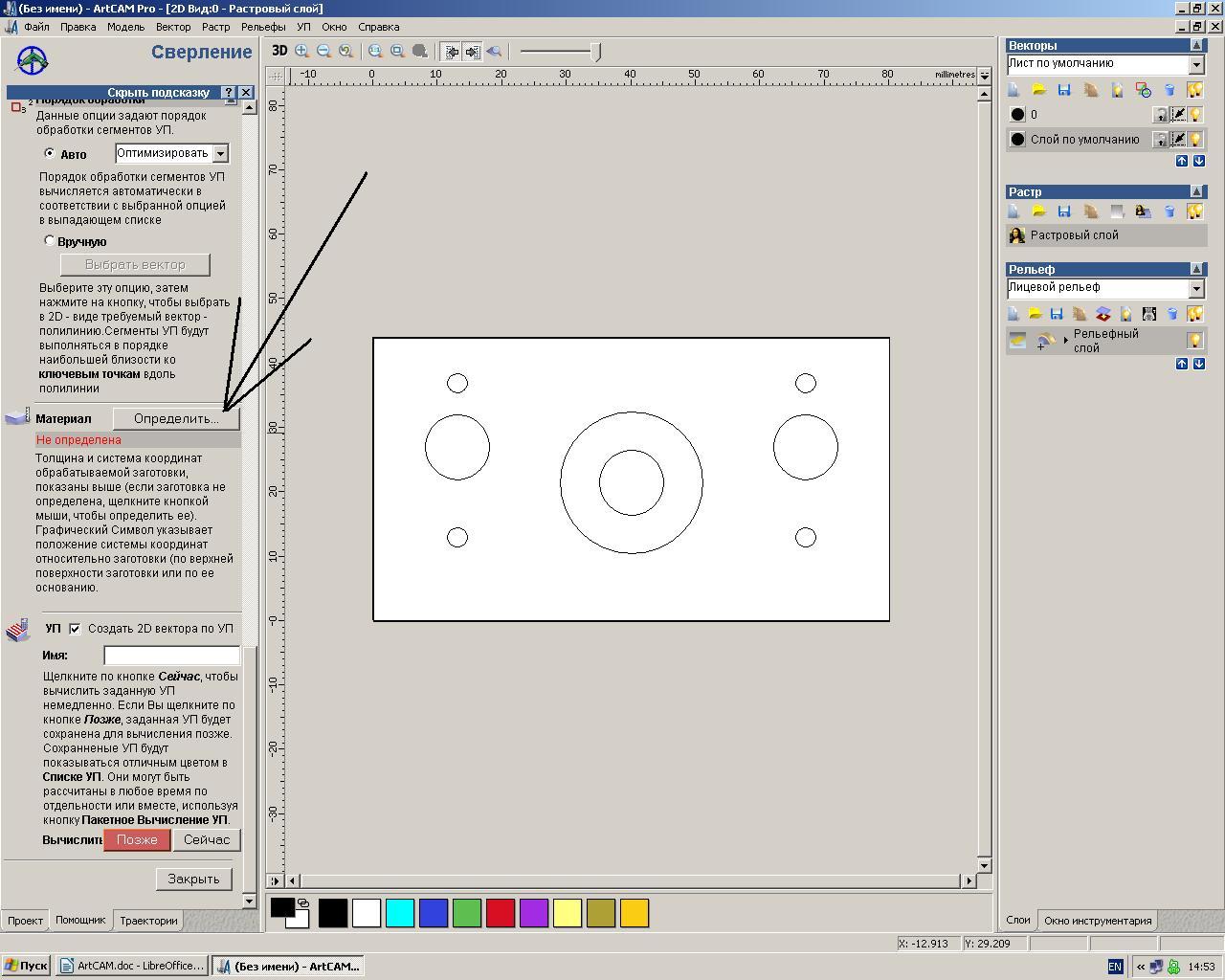
Рисунок 9. Установка параметров материала
Задаем толщину модели, и ноль по Z по верхнему краю заготовки, рисунок 10.
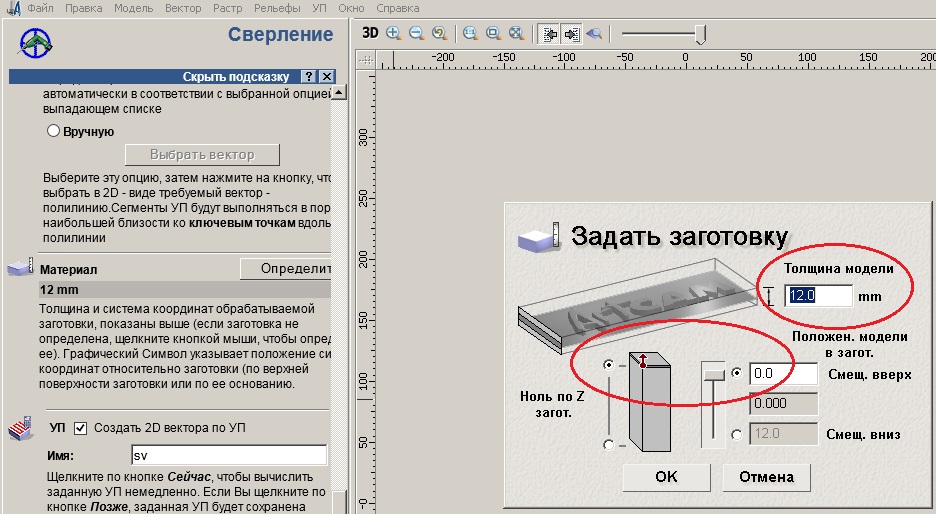
Рисунок 10. Ноль по Z
Выделяем мышкой объекты сверления с зажатой кнопкой «shift» на клавиатуре, рисунок 11,
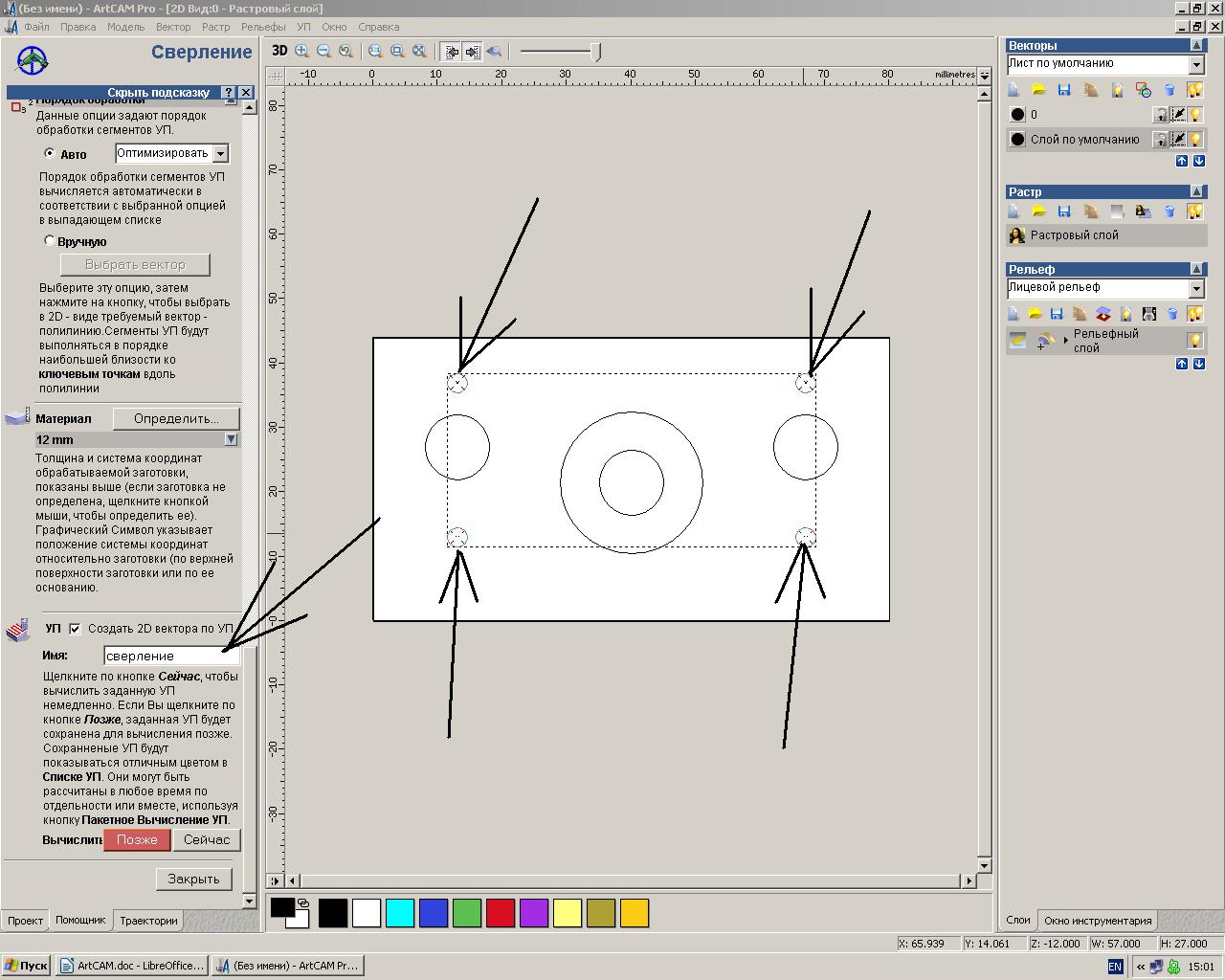
вводим имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
2) вырезание отверстия диаметром 8мм.
На вкладке траектории выбираем «обработка по профилю», рисунок 12.
Выделяем отверстие на модели и в поле «сторона обработки» выбираем «внутрь», рисунок 13.
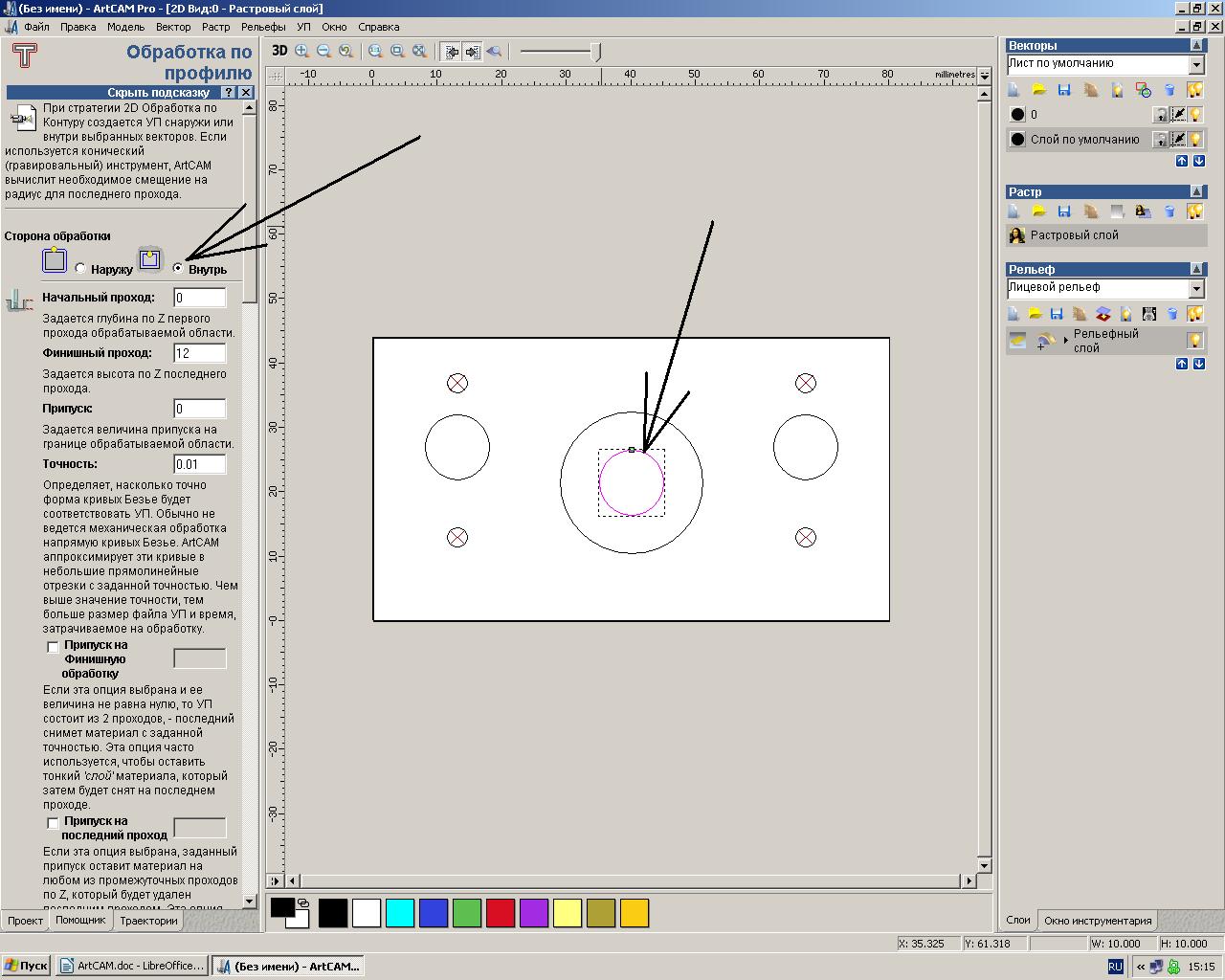
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущем пункте сверления, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
3) Фрезеровка выборки(делаем понижение)
На вкладке траектории выбираем «2D выборка», рисунок 14.
Выделяем объекты на модели для выполнения понижения(2D выборки) и вводим глубину понижения в поле «финишный проход», рисунок 15.
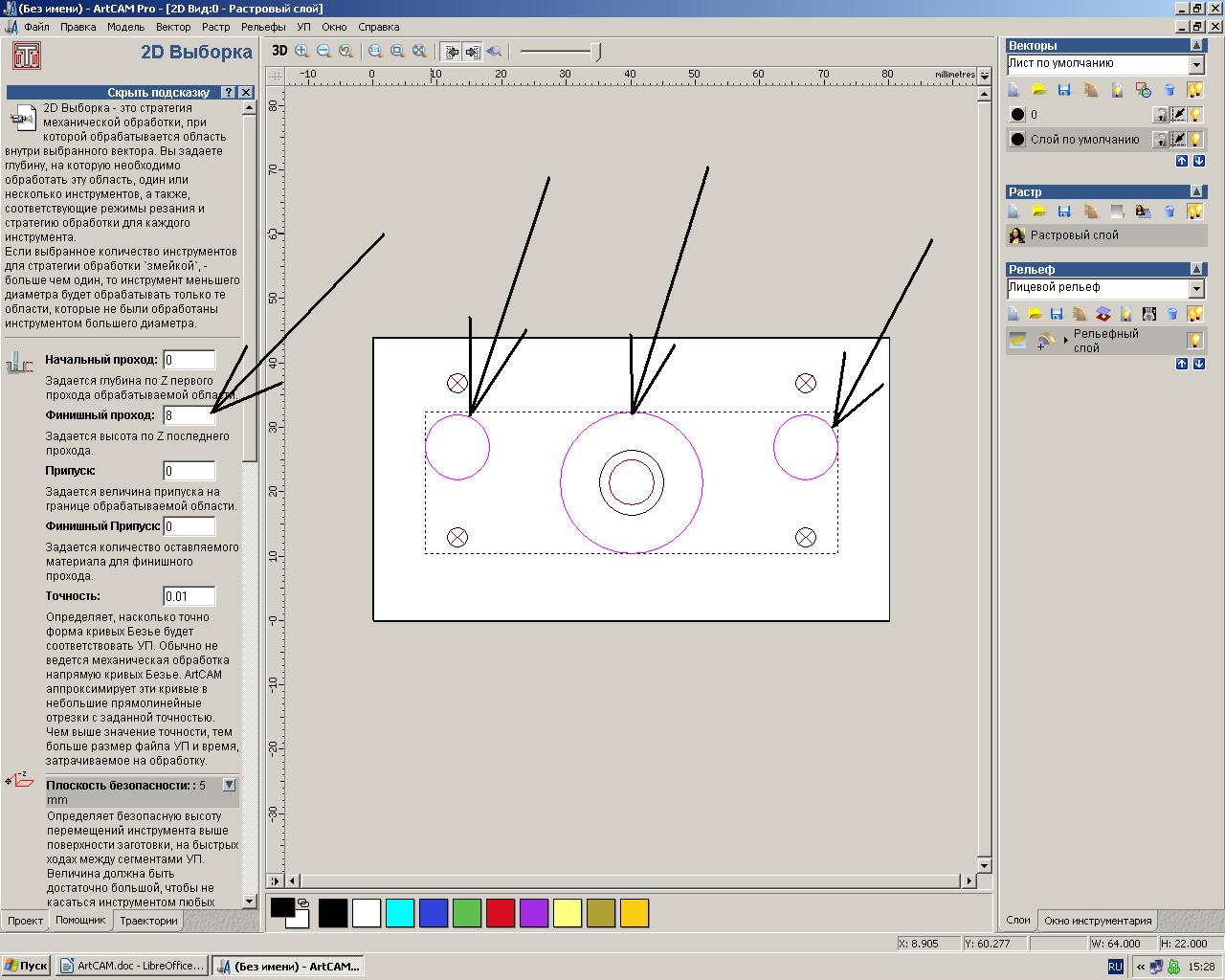
В поле «список инструмента» нажимаем кнопку добавить и выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть». Объекты с понижением будут заштрихованы.
4) Обработка по контуру(Вырезаем деталь)
На вкладке траектории выбираем «обработка по профилю». Выделяем контур детали и в поле «сторона обработки» выбираем «наружу», рисунок 16.
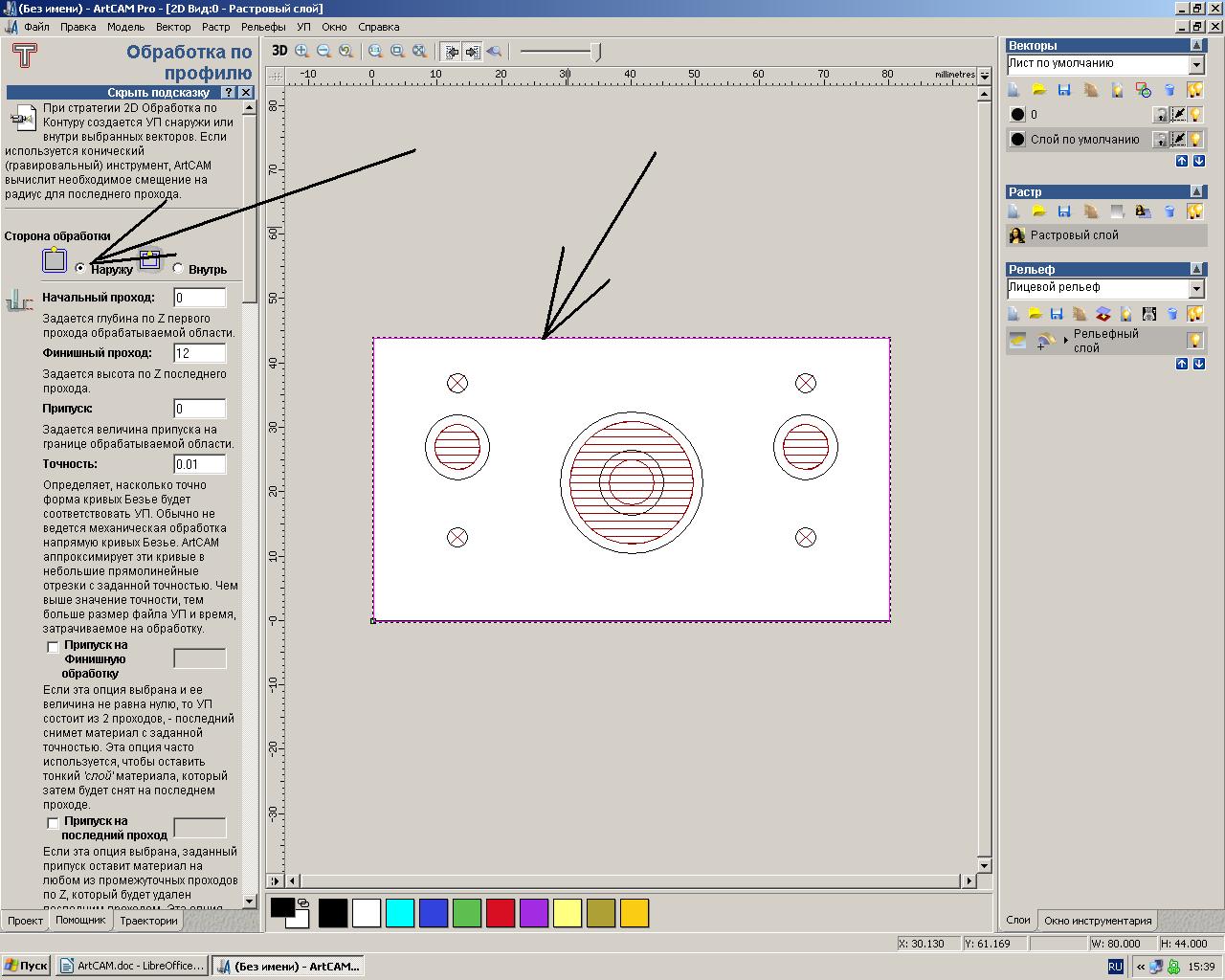
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
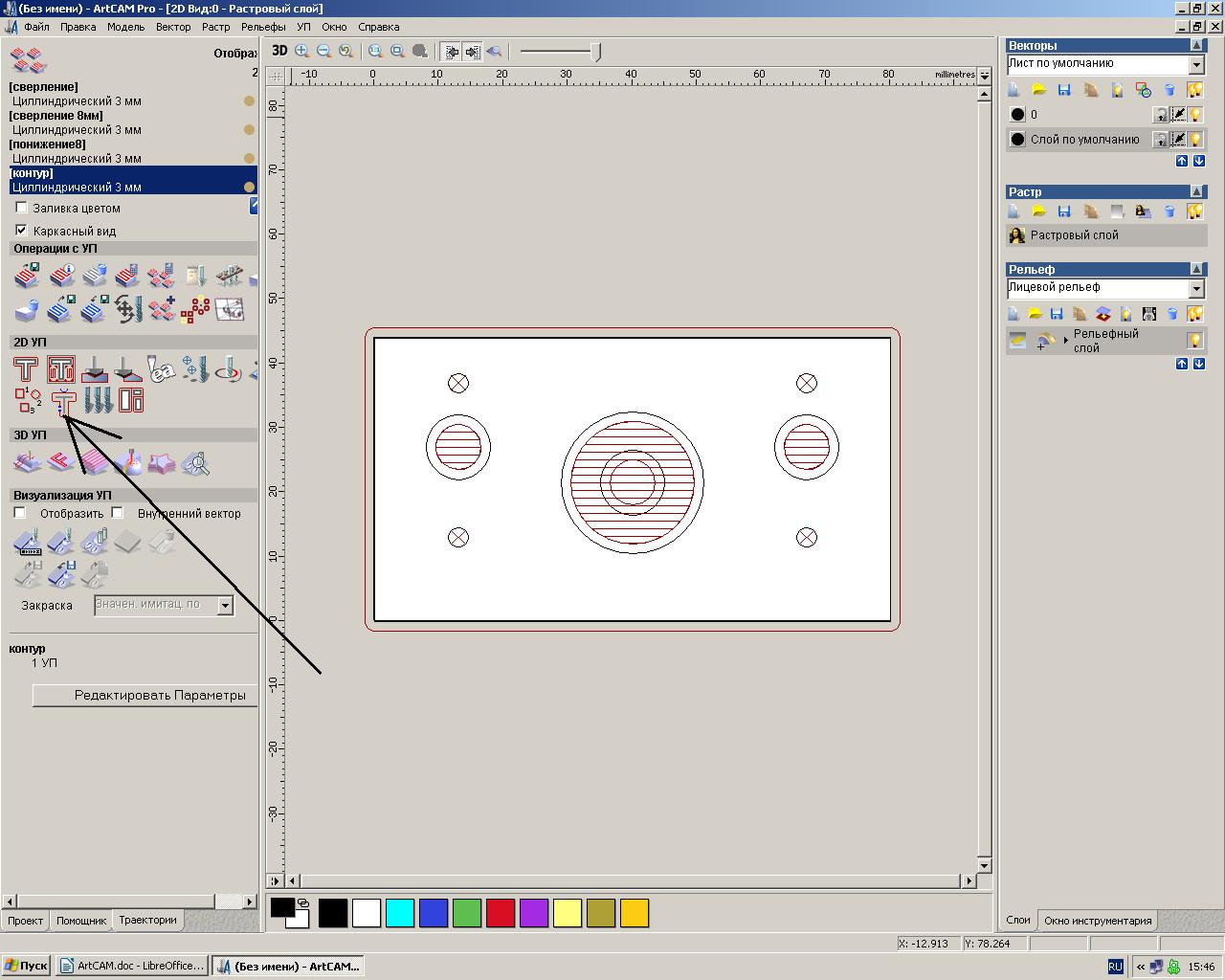
5) Устанавливаем переходы для предотвращения отрывания детали.
На вкладке траектории выбираем «параметры переходов», рисунок 17.
Выделяем контур детали, вводим количество, длину и высоту переходов в соответствующие поля, рисунок 18.
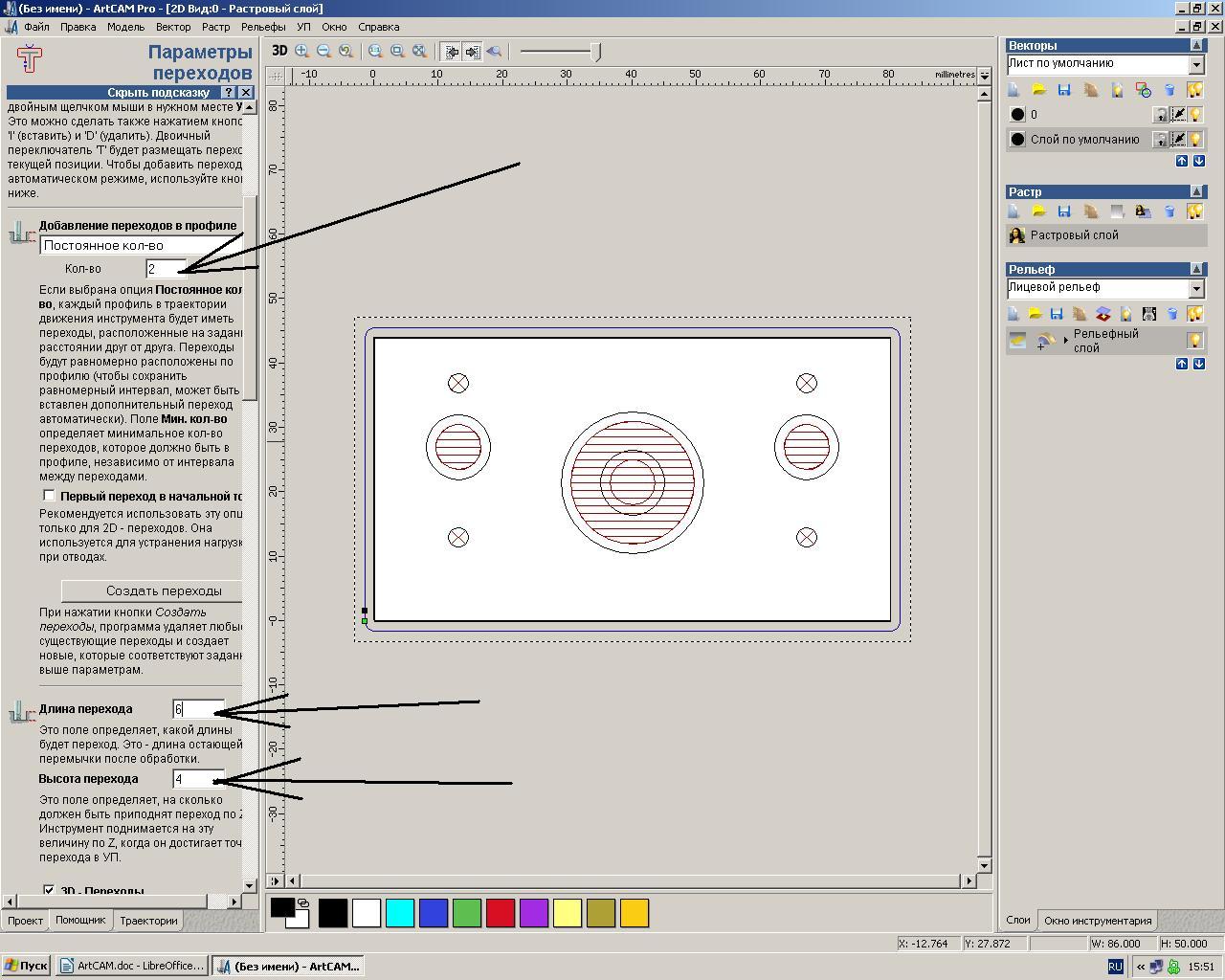
Нажимаем кнопку «создать переходы». При необходимости, мышкой перетаскиваем переходы на нужные места. Нажимаем кнопки «применить» , «закрыть».
6) сохраняем проект.
В меню «файл» выбираем «сохранить» и задаем имя проекта.
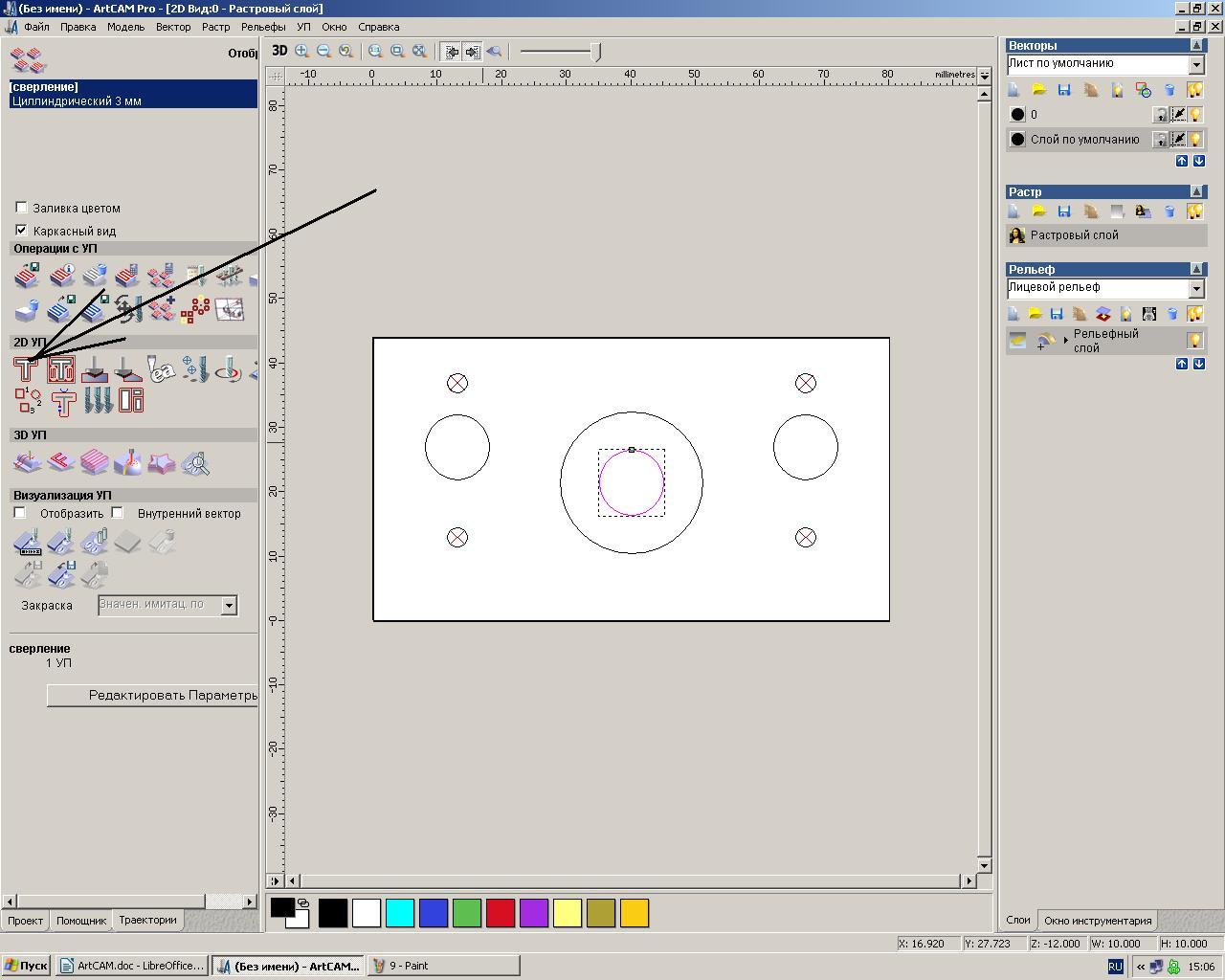
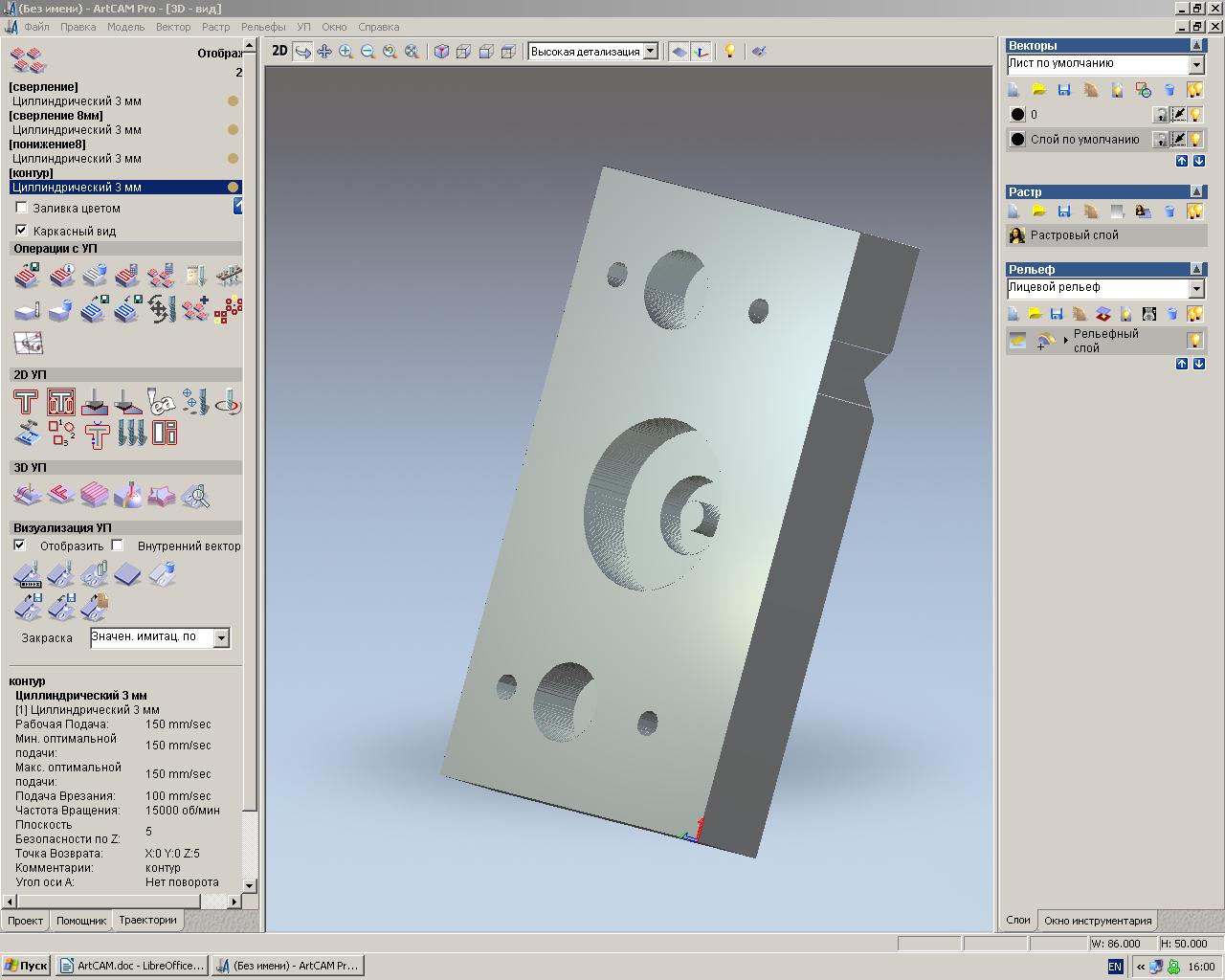
7) присматриваем визуализацию УП, рисунок 19.
В меню «УП» выбираем «визуализация всех УП» и смотрим что получилось.
9) сохраняем УП код
В меню «УП» выбираем «сохранить УП как. ». Выбираем формат выходного файла постпроцессор Mach2 mm(*.cnc). Последовательно переносим вычисленные УП из окна вычисленные в окно сохраняемые, нажимая стрелку вправо, выбираем формат выходного файла Mach2 mm(*.cnc) , нажимаем кнопку «Сохранить» рисунок 20.
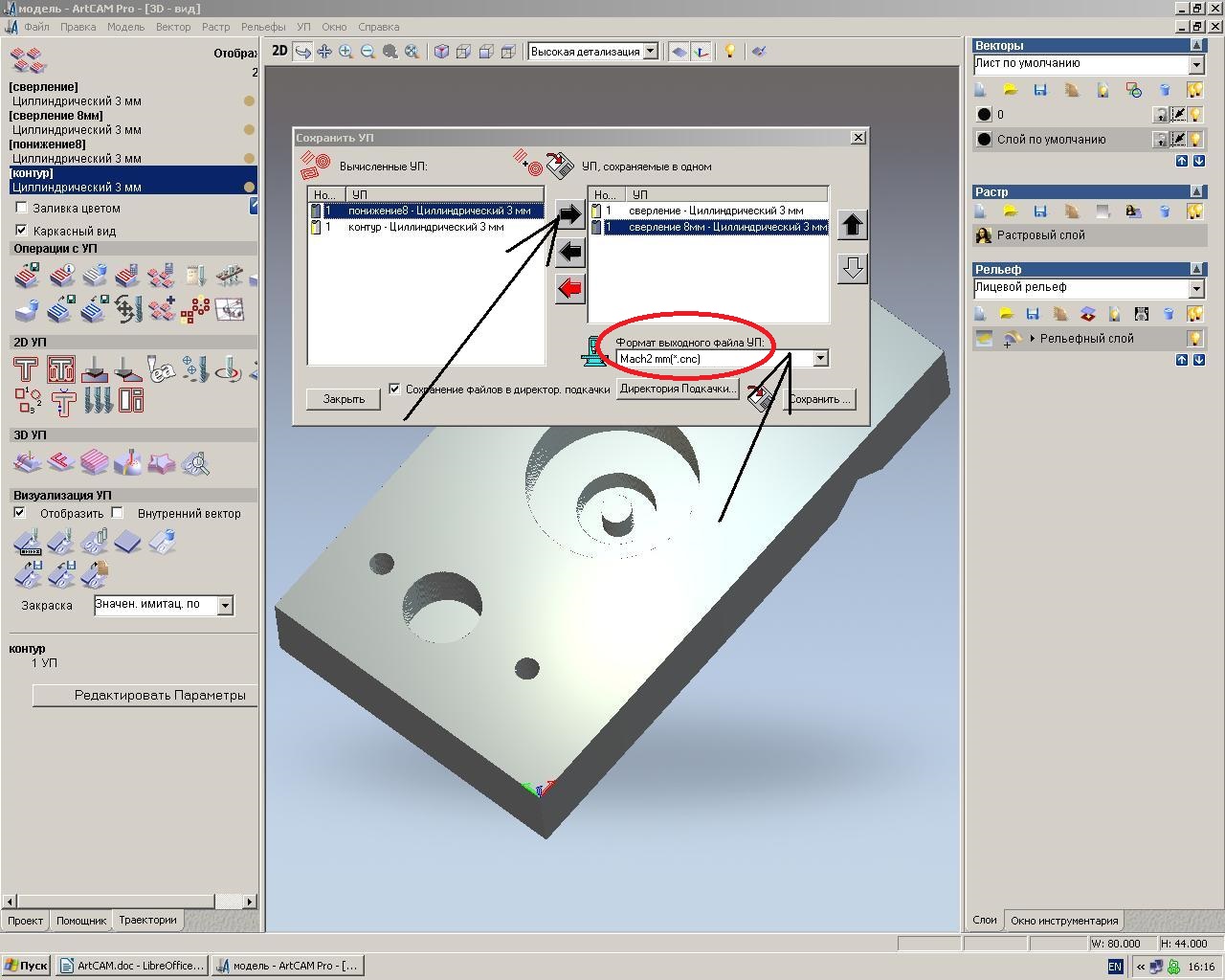
Выполнение программы будет в том порядке как УП расположены в окне сохранения, при необходимости можно изменить стрелками вверх, вниз.
Загружаем сохраненный файл резки в MACH3 или KCAM и режем.
Видео работы станка. Процесс вырезания крепления шпинделя. Обрабатываемый материал -фанера 8мм. Фреза 3мм. Резка в два прохода, снимается по 4мм за проход. При последнем проходе оставляются отводы, предотвращающие отрывание детали.

Вы можете воспользоваться одним из предложенных ниже способов:
 info@sprut.ru
info@sprut.ru spruttechnology
spruttechnology
Вы можете авторизоваться на сайте через:
Автоматизировать
Заказать бесплатно
Также вы можете.
Техническая поддержка
Можно писать управляющие программы на компьютере в блокноте, особенно если с математикой хорошо и много свободного времени. Или можно сразу на станке, и пусть весь цех подождет, да и заготовку лишнюю не жалко. Есть еще третий способ написания – лучше еще не придумали.
Станок с ЧПУ обрабатывает заготовку по программе в G-кодах. G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь. Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми. Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
Текст программы
Описание
Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения
Вызов инструмента с номером 1
Включение шпинделя – 8000 об/мин
Ускоренное перемещение в точку X-19 Y-19
Ускоренное перемещение на высоту
по Z 3 мм
Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин
Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3
Есть три метода программирования станков с ЧПУ:
- Вручную.
- На станке, на стойке с ЧПУ.
- В CAM-системе.
Вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой. Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы.
Проблемы
Вот с какими проблемами сталкиваются, когда программу на станок пишут вручную:
— Долго. Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования.
— Брак. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы.
— Поломка оборудования или инструмента. Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
У деталей, для которых программы пишут вручную, очень высокая себестоимость.
На стойке с ЧПУ
На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Проблемы
Вот с какими проблемами сталкиваются, когда программу пишут на стойке:
— Время. Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную.
— Брак. Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку.
— Не подходит для сложнопрофильных деталей. На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
Пока идет создание программы на стойке, станок не приносит деньги производству.
В SprutCAM
SprutCAM – это CAM-система. CAM – сокращение от Computer-Aided Manufacturing. Это переводят как «изготовление при помощи компьютера». В SprutCAM загружают 3D-модель детали или 2D-контур, затем выбирают последовательность изготовления детали. SprutCAM рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды SprutCAM на команды G-кода для станка с ЧПУ. Это похоже
на перевод с иностранного языка.
Принцип работы в SprutCAM представлен в этом видео:
Преимущества
Вот какие плюсы при работе со SprutCAM:
— Быстро. Сокращает время на создание программ для станков с ЧПУ на 70 %.
— Внедрение без лишней заготовки. Программа проверяется до запуска на станке.
— Исключает брак. По отзывам наших пользователей, SprutCAM сокращает появление брака на 60 %.
— Контроль столкновений. SprutCAM контролирует соударения с деталью или рабочими узлами станка, врезания на ускоренной подаче.
— Обработка сложнопрофильных деталей. В SprutCAM для многоосевых операций используют 13 стратегий перемещения инструмента по поверхности детали и 9 стратегий управления осью инструмента. SprutCAM автоматически контролирует угол наклона и рассчитывает безопасную траекторию обработки, чтобы не было соударений державки или режущего инструмента с заготовкой.
Составление управляющей программы для своего станка с ЧПУ возможно в полнофункциональной версии SprutCAM. Ее нужно скачать и запустить. После установки необходимо будет пройти регистрацию. Сразу после регистрации SprutCAM начнет работать.
Для тех кто только начал пробовать, мы предоставляем 30 дневную полнофункциональную бесплатную версию программы!
SprutCAM – это 15 конфигураций, в том числе две спецверсии: SprutCAM Практик и SprutCAM Robot. Чтобы узнать, какая конфигурация подходит для вашего оборудования и сколько она стоит, звоните по телефону 8-800-302-96-90 или пишите на адрес info@sprut.ru.
Почтовый адрес: 423816, г. Набережные Челны, а/я 16108, ООО "СПРУТ-Технология"
