Содержание
При выполнении любых столярных или слесарных работ нужно знать, как измерять штангенциркулем, а также уметь им пользоваться. Этот распространенный универсальный метрический инструмент применяется для снятия внутренних и внешних линейных размеров с детали. Штангенциркуль позволяет произвести измерение диаметров (внутренних и внешних) и глубину отверстия.
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
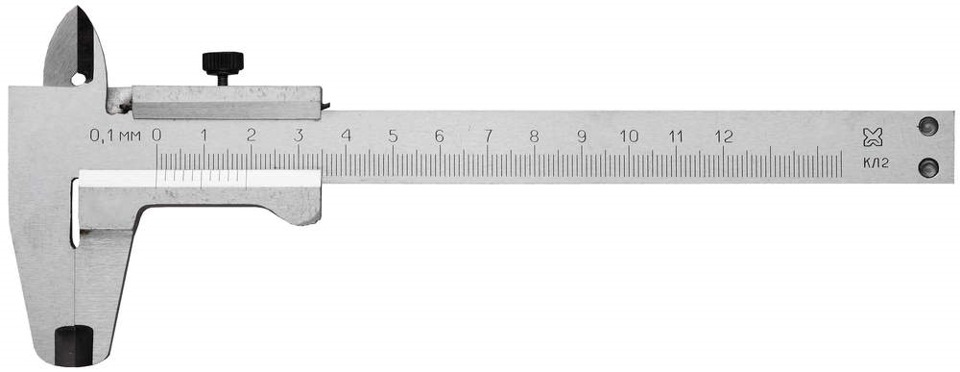
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.

- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.
- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.

- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.

Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Как правильно хранить инструмент
Штангенциркуль считается высокоточным метрическим инструментом, поэтому обращаться с ним нужно бережно. Хранить его необходимо в пластиковом или деревянном футляре. Допускается и мягкий чехол, но следует избегать случайных деформаций. Держать прибор нужно в сухом месте, где исключены случайные падения тяжелых предметов, а также загрязнение пылью, грязью, опилками прочим мусором. При соблюдении этих условий инструмент будет вам исправно служить многие годы.
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Конструкция штангенциркуля
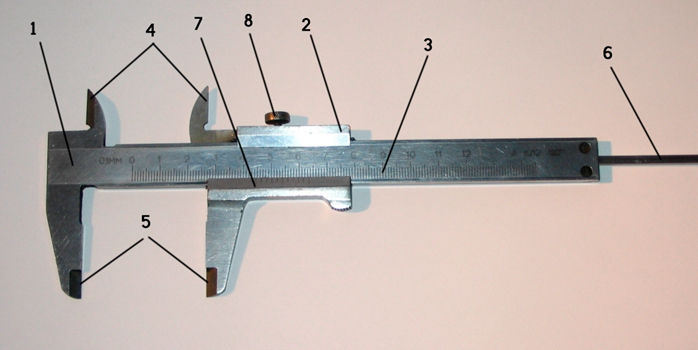
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
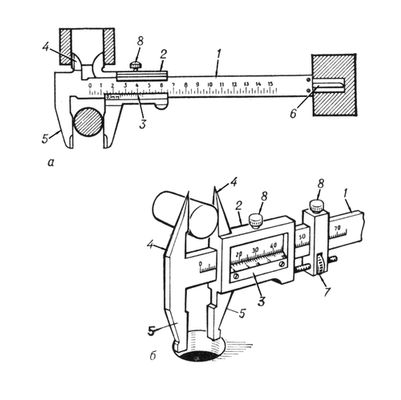
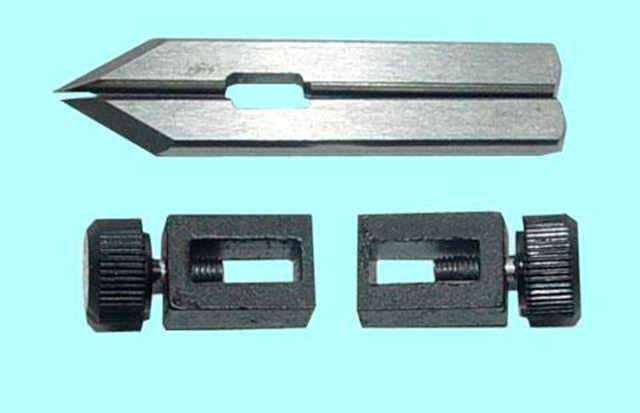
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
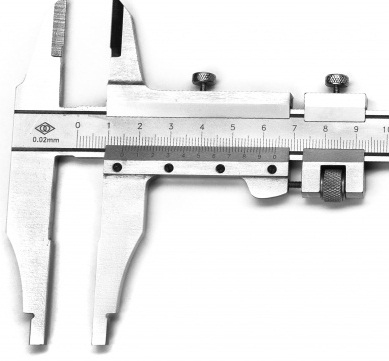
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
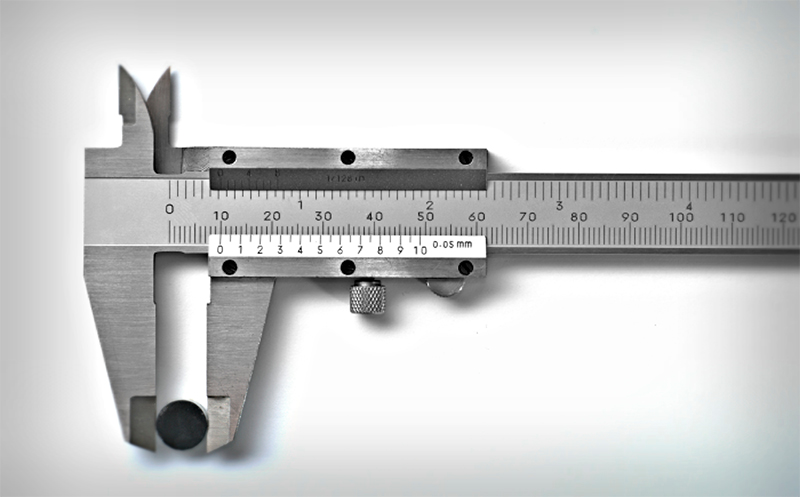
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
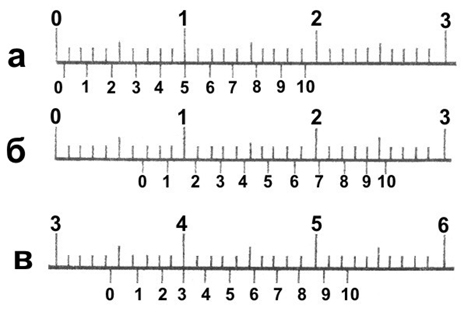
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
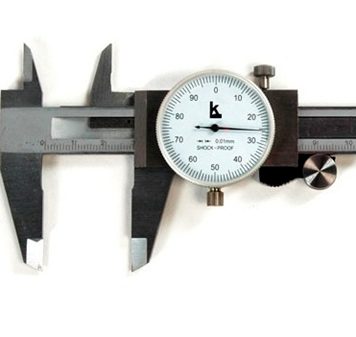
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Вы здесь
Оглавление
Штангенциркуль относится к группе универсальных инструментов, которые широко используются в области машиностроения, а также на предприятиях, которые занимаются ремонтом, не говоря уже о частной сфере. Он применяется для получения внутренних и наружных линейных размеров изделий. Также его используют для получения значения глубины отверстий. В зависимости от модели, максимальный диапазон измерений составляет примерно от 0 до 4000 мм. Штангенциркуль может использоваться для разметки деталей и прочих технических работ.

Для измерения здесь используется прямой метод, благодаря которому получается действительное значение размера детали, которая подвергается измерению. Стандартный штангенциркуль имеет три различных контроллера для получения размеров. Сюда можно отнести:
- Губки для определения внешних размеров, которые находятся внизу и позволяют зафиксировать между собой деталь при сдвижении;
- Губки для определения внутренних размеров, которые находятся сверху и разводятся до пределов стенок отверстия, пока они полностью не упрутся в оба их конца;
- Глубиномер который располагается на заднем торце и служит для погружения внутрь измеряемой детали (такие модели сначала называли штангенциркуль Колумбус, по названию фирмы, которая впервые их начала выпускать).
Несмотря на различные виды контролирующих элементов, для всех измерений используется одна и та же шкала, так как все они передвигаются равномерно. Штангенциркуль имеет точность измерения до десятых или сотых долей миллиметра, в зависимости от модели. Для определения этих долей служит шкала нониуса. Штангенциркуль изготавливается согласно ГОСТ 166-89.
Преимущества штангенциркуля
Штангенциркуль механический является компактным и удобным для использования инструментом. Наличие трех видов концевых контролирующих мер помогает ему найти применения в большом количестве областей. Устройство имеет довольно высокий класс точности, что полезно как в частной, так и в производственной сфере. Шкала штангенциркуля выполнена непосредственно на металлическом корпусе, так что не стирается даже при длительном использовании. Прибор имеет только механические части, так что срок службы ни чем не ограничивается и при аккуратном обращении все это может быть достаточно долго. Благодаря широкому разнообразию моделей всегда можно подобрать наиболее подходящую, тем более что стандартные могут использоваться во многих обыкновенных измерительных операциях. Штангенциркуль имеет фиксирующий механизм, позволяющий остановить показания в нужном положении.
Недостатки штангенциркуля
Штангенциркуль имеет ограниченный диапазон измерений, которого порой не хватает для объемных деталей. Любые механические повреждения и деформации приводят к возникновению больших погрешностей и приведению инструмента в негодность. При хранении его нужно оберегать от влажности, попадания пыли, стружки и опилок. Точность измерения чувствительна к температурному воздействию, благодаря свойствам металла, из которого изготовлен штангенциркуль.
Классификация штангенциркулей
Существуют различные виды штангенциркулей, которые отличаются по различным параметрам. Видов этих изделий, согласно современным стандартам, насчитывается три, а вот типы штангенциркулей представлены в количестве восьми. Вид определяется тем, какая именно шкала индикатору у прибора. Таким образом, выделяют:
- (ШЦ) Нониусный – шкала нониуса штангенциркуля в котором является основным показателем определения размеров;
- (ШЦК) Циферблатный – в нем значение показывается на специальном циферблате;
- (ШЦЦ) Цифровой – здесь данные считывает специальное электронное устройство, которое выдает итоговый расчет на цифровое табло прибора.
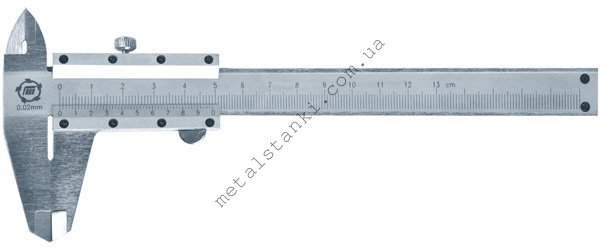
фото:штангенциркуль нониусный ШЦ

фото:штангенциркуль циферблатный ШЦК

фото:штангенциркуль цифровой ШЦЦ
Также стоит отметить следующие разновидности:
- ШЦ-1 – универсальный;
- ШЦТ-1 – универсальный, губки у которого располагаются в одну сторону и изготавливаются из твердосплавных материалов;
- ШЦ-2 -имеет рамку микрометрической подачи.
Восемь различных типоразмеров определяют пределы возможных измерений прибора и зачастую не зависят от типа.
Технические характеристики штангенциркулей
| Модель устройства | Пределы измерений, мм | Выдвижение губок при измерении размеров должен быть не менее, мм: | Отсчета согласно шкале нониуса, мм | Размер допустимой погрешности согласно значению нониуса, мм | Вес,кг | |||
|---|---|---|---|---|---|---|---|---|
| Наружные размеры (нижние губки) | Внутренние размеры (верхние губки) | 0,05 | 1 | 2 | ||||
| ШЦI 125 | 0…125 | 40 | 17 | 0,125 | ||||
| ШЦI 150 | 0…150 | 0,150 | ||||||
| ШЦII 250 | 0…250 | 60 | 40 | 0,415 | ||||
| ШЦIII 400 | 0…400 | 80 | – | 1 | ||||
| ШЦIII 500 | 0…500 | – | 1,1 | |||||
| ШЦIII 630 | 250…630 | 1,3 | ||||||
| ШЦIII 800 | 250…800 | 1,5 | ||||||
| ШЦIII 1000 | 320…1000 | 1,7 | ||||||
| ШЦIII 1600 | 500…1600 | 100 | 0,1 | – | 6,4 | |||
| ШЦIII 2000 | 800…2000 | 7,6 | ||||||
| ШЦIII 3000 | 1600…3000 | 150 | 29,2 | |||||
| ШЦIII 4000 | 2000…4000 | 37,33 | ||||||
Виды штангенциркулей
ШЦ. Сюда относится штангенциркуль ШЦ 125 0 1, штангенциркуль ШЦ 150 0 1 и прочие модели штангенциркуля. Отсчет в этом виде определяется по дополнительной шкале, которой является нониус, что помогает определять максимально точное количество долей деления. Эти устройства выпускаются как в первом, так и во втором классе точности. В первом классе значение одного деления дополнительной шкалы будет составлять 0,05 мм, а во втором – 0,1 мм. Данные изделия используются для измерения линейных размеров и для создания разметки. Первая и вторая модель из этой серии обладает двусторонним расположением губок измерения и являются одними из самых востребованных, благодаря своей простоте и универсальности. Но первую не применяют для создания разметки. Для этого подходят вторая и третья, причем в третьей сделано только одностороннее расположение губок. Эти модели являются прямыми конкурентами для нутромера, но, несмотря на простоту и легкость конструкции, они не могут использоваться в труднодоступных местах.

ШЦК. Приборы данного вида выпускаются во всех возможных четырех исполнениях, не считая разнообразных пределов измерения в каждом из них. Эти устройства актуальны в применении тогда, когда отсчет при помощи нониуса является затруднительным, или же требуется получить более точные результаты. Основным показателем данных здесь является устройство индикаторного типа. Оно обеспечивает совмещения стрелки с нулевым делением, которое отмечено на круговой шкале.

ШЦЦ. Эти устройства отлично подходят для тех условий работы, когда требуется автоматизировать процесс измерения, так как они обеспечивают максимально быстрое получение данных и моментальный вывод значения на цифровой дисплей, без необходимости расчета дополнительных шкал. Одной из отличительных черт является наличие дополнительных функций, которые имеются не во всех моделях, к примеру, такие как:
- Запоминание тех результатов, которые были получены при последнем измерении;
- Отображение полученных данных на цифровом табло в режиме метрической и дюймовой системы;
- Установка нуля в необходимом положении;
- Подсветка;
- Подключение прибора к внешним устройствам для записи полученных данных, сохранения и протоколирования результатов.

Также стоит выделить особые современные разновидности, которые выделяются из общей стандартной массы:
- Штангенциркуль, у которого имеется система контроля, отвечающая за измерительные усилия. В этом приборе имеется электронный блок контроля, который следит за прилагаемым усилием, которое совершается во время измерения. Предел показаний достигает 15 Н, а цена деления составляет 5 микрон.
- Штангенциркуль, который обладает беспроводной системой для передачи данных. Это достигается благодаря встроенному модулю Блютуз, который может находить устройства для соединённые на расстоянии до 70 метров. Это могут быть как персональные компьютеры, так и современные гаджеты, работающие на операционной системе Андроид.
- Штангенциркуль компьютерный обладает сенсорным дисплеем, а также многофункциональной системой индикации и управления. Этот прибор может компенсировать погрешность, в том числе и температурную, что достаточно актуально при работе в различных температурных режимах. Также здесь автоматически обрабатываются результаты измерения, данные могут без проблем экспортироваться на другие устройства, можно совершать программную калибровку прибора, а также программировать автоматический процесс измерения. Тут встречаются такие дополнительные режимы как «геометрия», «формула» и прочие.

Обозначение и его расшифровка штангенциркулей
Устройство и назначение штангенциркуля можно определить по его маркировке, так как за каждым из них скрывается набор данных, требуемых для быстрого определения особенностей приборов. К примеру, первыми буквами маркировки всегда идут «ШЦ», что и обозначает название самого измерительного прибора – штангенциркуль. Далее идет какая-либо дополнительная буква, или просто отсутствует, как в простых моделях. Это может быть «Ц» в индикаторных моделях, а также «Ц» – в цифровых. Далее, как правило, следуют цифры. Первая из них, которая представлена однозначным числом, определяет номер модели «1», «2», «3» и так далее. Второй набор представлен многозначным числом и обозначает максимальный предел измерений, на который способно устройство «0-125», «0-150», «0-1000» и прочие.
На примере ШЦ1 0-150 можно определить, что это штангенциркуль с нониусом первой модели, предел измерения которого составляет от 0 до 150 мм.
Фирмы производители
- Микротех (Украина);
- Came To (Южная Корея);
- Digital (Южная Корея);
- Miol (Китай);
- Wenzhou Sanhe Measuring Instrument (Китай);
- Vemer (Китай);
- UKC (Китай);
- Intertool (Китай).
Если вам нужны канаты и альпинистские веревки по доступной цене, заказывайте у нас.
