Содержание
ГОСТ 16093-2004
В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
| Диаметр стержня под нарезку с полем допуска | ||||||||||||||||||||||||||||
| 6g | 6e | 6e; 6g | Номинальный диаметр | Предельное отклонение | Предельное отклонение | Номинальный диаметр | Предельное отклонение | |||||||||||||||||||||
| 1,0 | 0,25 | 0,97 | 0,95 | – | – | – | ||||||||||||||||||||||
| 1,2 | 0,25 | 1,17 | – | – | – | |||||||||||||||||||||||
| 1,4 | 0,3 | 1,36 | – | – | – | |||||||||||||||||||||||
| 1,6 | 0,35 | 1,55 | – | – | – | |||||||||||||||||||||||
| 0,4* | -0,04 | – | – | 0,25 | -0,03 | – | – | 2,5 | 2,45 | 2,43 | -0,06 | – | ||||||||||||||||
| 0,5* | 2,92 | – | 0,35 | -0,03 | – | – | 4 | 3,94 | 3,92 | -0,08 | – | |||||||||||||||||
| 3,94 | 3,92 | -0,06 | – | |||||||||||||||||||||||||
| 0,8* | -0,07 | 4,88 | 4,92 | 0,5 | -0,04 | 4,89 | – | 6 | 5,92 | 5,89 | -0,10 | -0,20 | ||||||||||||||||
| 5,94 | 5,92 | -0,09 | – | |||||||||||||||||||||||||
| 5,94 | 5,92 | -0,06 | – | |||||||||||||||||||||||||
| 1,25* | -0,08 | 7,84 | 7,87 | 1 | -0,07 | 7,86 | 7,89 | 0,75 | -0,06 | 7,88 | – | 0,5 | -0,04 | 7,89 | – | 10 | 9,88 | 9,85 | -0,12 | -0,26 | ||||||||
| 9,92 | 9,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 9,94 | 9,92 | -0,06 | – | |||||||||||||||||||||||||
| 9,94 | 9,92 | -0,09 | – | |||||||||||||||||||||||||
| 1,75* | -0,10 | 11,80 | 11,83 | 1,5 | -0,09 | 11,81 | 11,85 | 1,25 | -0,08 | 11,84 | 11,87 | 1 | -0,07 | 11,86 | 11,89 | 0,75 | -0,06 | 11,88 | – | 0,5 | -0,04 | 11,89 | – | 14 | 13,84 | 13,80 | -0,13 | -0,29 |
| 13,88 | 13,85 | -0,12 | -0,26 | |||||||||||||||||||||||||
| 13,92 | 13,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 13,94 | 13,92 | -0,09 | – | |||||||||||||||||||||||||
| 13,94 | 13,92 | -0,06 | – | |||||||||||||||||||||||||
| 2* | -0,10 | 15,77 | 15,80 | 1,5 | -0,09 | 15,81 | 15,85 | 1 | -0,07 | 15,86 | 15,89 | 0,75 | -0,06 | 15,88 | – | 0,5 | -0,04 | 15,89 | – | 18 | 17,84 | 17,80 | -0,13 | -0,29 | ||||
| 17,88 | 17,85 | -0,12 | -0,26 | |||||||||||||||||||||||||
| 17,92 | 17,89 | -0,10 | -0,20 | |||||||||||||||||||||||||
| 17,94 | 17,94 | -0,06 | – | |||||||||||||||||||||||||
| 2,5* | -0,13 | 19,76 | 19,80 | 1,5 | -0,09 | 19,81 | 19,85 | 1 | -0,07 | 19,86 | 19,89 | 0,75 | -0,06 | 19,88 | – | 0,5 | 19,94 | -0,04 | 19,89 | -0,06 | – | – |
Стандартный шаг метрической резьбы обозначен (*)
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.

Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Виды плашек для нарезания резьбы
Перечислим основные виды плашек для нарезания резьбы и их особенности.
Метрические
Инструмент адаптирован для изготовления метрической резьбы (измеряется в миллиметрах). Изделия этого класса обозначены маркером М. К примеру, М9 делает резьбу в 9 мм. По размеру плашки бывают от 1 до 60 мм.

Фотография № 2: Метрическая плашка на 18 мм
Кроме того, для метрических инструментов актуален такой параметр, как шаг резьбы (дистанция между витками). Шаг резьбы есть основной и дополнительный (он всегда меньше основного).
Пример. Инструмент с маркером М12 имеет основной шаг резьбы 1,75 мм и несколько дополнительных: М12*1,5, М12*1, М12*0,75, М12*0,5. Чем означенное в маркировке число меньше, тем ближе витки расположены друг к другу.

Таблица № 1: Шаг резьбы для метрических плашек разных размеров
Левые
Подобрать плашку для нарезания резьбы левосторонней обычно требуется при изготовлении вращающихся соединений. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.

Фотография № 3: Метрическая левосторонняя плашка на 14 мм
Трубные
Для простоты отличия от метрических инструментов трубные обозначают маркером G. Подобные изделия нужны для выполнения резьбы на трубах. Витки здесь измеряются в дюймах. Перевести миллиметры в дюймы вам поможет таблица соответствия.

Таблица № 2: Метрическая левосторонняя плашка на 14 мм
Пример. Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Трубные конические
Применяются для выполнения резьбы под конус. Нашли применение в производстве систем отопления и станков. В маркировке изделия есть буква К.

Фотография № 4: Трубная коническая плашка
Как делать резьбу с помощью плашки
Плашка для нарезания резьбы на трубу, вороток и трубный зажим — инструменты, которые требуются в работе с системами трубопровода. Для выбора левосторонней/правосторонней плашки оценивайте маркировку. При наличии буквенного обозначения LH перед вами инструмент для левой резьбы.

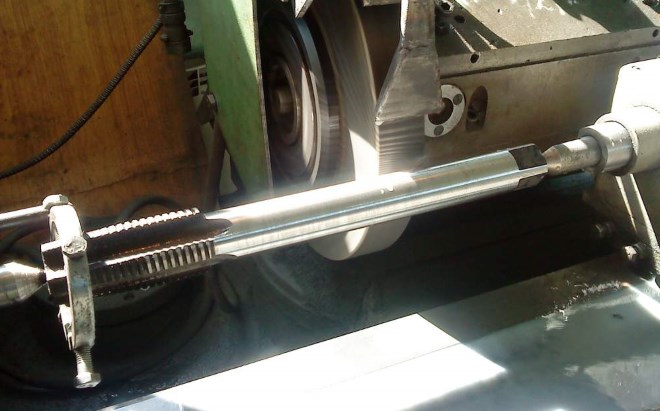
Фотография № 5: Процесс нарезания резьбы на заготовке
После того как подготовительные вопросы решены, приступайте к обработке заготовки. Для этого пройдитесь по детали напильником и смажьте место соединения маслом. Далее вставьте инструмент в вороток, а заготовку в зажим. Наденьте плашку на изделие и выполните несколько оборотов из расчета 2–3 в нужную сторону, пол-оборота в обратную. В процессе работы инструмент должен располагаться перпендикулярно заготовке.
Чтобы добиться максимальной точности резьбы, используйте плашку разрезного типа. Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания.
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
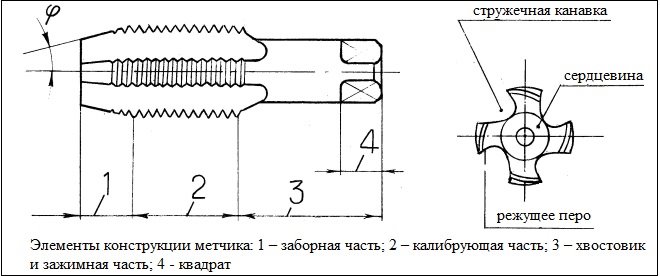
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
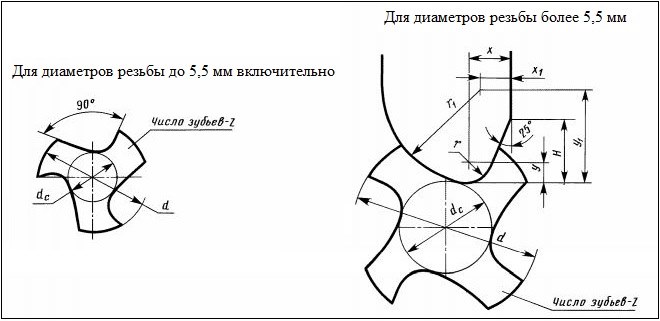
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
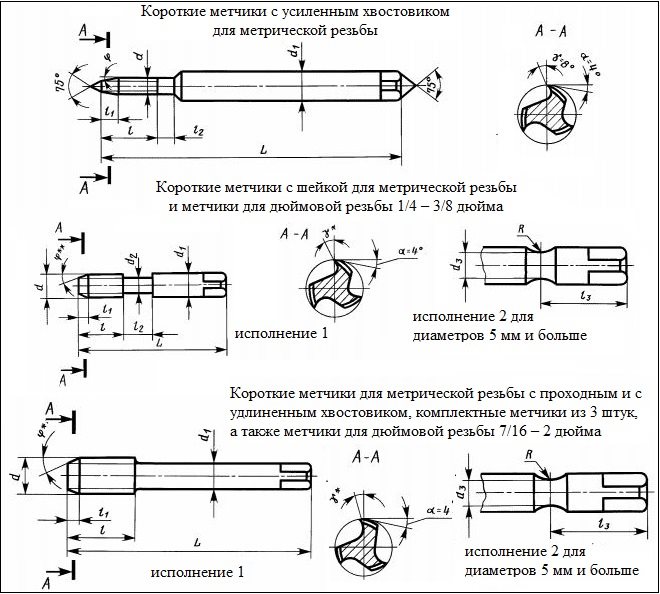
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
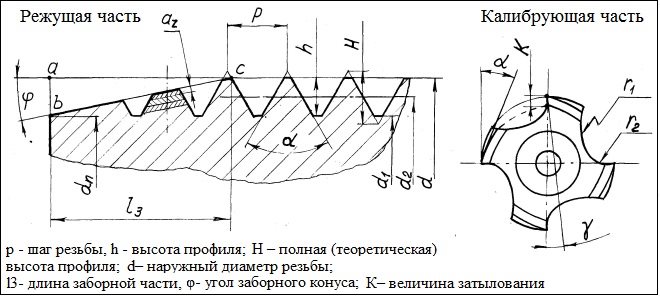
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
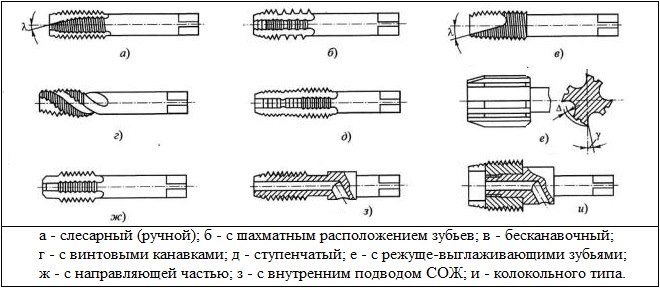
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
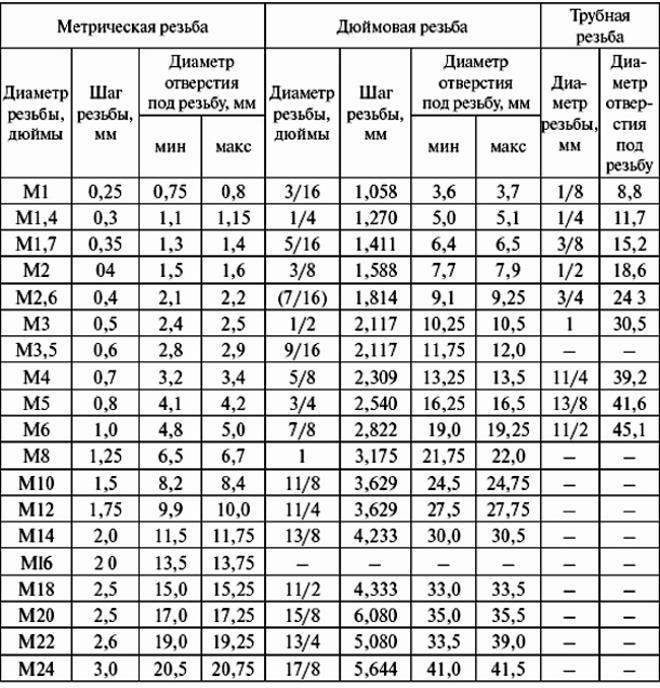
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
