Содержание
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 1 0,25 0,774 0,75 1,1 0,25 0,874 0,85 1,2 0,25 0,974 0,95 1,4 0,3 1,128 1,1 1,6 0,35 1,321 1,25 1,8 0,35 1,521 1,45 2 0,4 1,679 1,6 2,2 0,45 1,838 1,75 2,5 0,45 2,138 2,05 3 0,5 2,599 2,5 3,5 0,6 3,010 2,9 4 0,7 3,422 3,3 4,5 0,75 3,878 3,7 5 0,8 4,334 4,2 6 1 5,153 5 7 1 6,153 6 8 1,25 6,912 6,8 9 1,25 7,912 7,8 10 1,5 8,676 8,5 11 1,5 9,676 9,5 12 1,75 10,441 10,2 14 2 12,210 12 16 2 14,210 14 18 2,5 15,744 15,5 20 2,5 17,744 17,5 22 2,5 19,744 19,5 24 3 21,252 21 27 3 24,252 24 30 3,5 26,771 26,5 33 3,5 29,771 29,5 36 4 32,270 32 39 4 35,270 35 42 4,5 37,799 37,5 45 4,5 40,799 40,5 48 5 43,297 43 52 5 47,297 47 56 5,5 50,796 50,5 60 5,5 54,796 54,5 64 6 58,305 58 68 6 62,305 62 ) Поле допукса ISO1 (4H) (старый профиль DIN, средний допуск) 1,7 0,35 1,346 1,3 2,3 0,4 1,920 1,9 2,6 0,45 2,176 2,1 MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 ( 0 отверстия под резьбу по DIN 336 I 2×0,25 1,774 1,75 2,2×0,25 1,974 1,95 2,3×0,25 2,071 2,05 2,5×0,35 2,184 2,15 2,6×0,35 2,252 2,2 3×0,35 2,684 2,65 3,5×0,35 3,184 3,15 4×0,35 3,684 3,65 4×0,5 3,599 3,5 5×0,5 4,599 4,5 6×0,5 5,599 5,5 6×0,75 5,378 5,2 7×0,75 6,378 6,2 8×0,5 7,599 7,5 8×0,75 7,378 7,2 8×1 7,153 7 9×0,75 8,378 8,2 9×1 8,153 8 10×0,5 9,599 9,5 10×0,75 9,378 9,2 10×1 9,153 9 10×1,25 8,912 8,8 11×1 10,153 10 12×0,75 11,378 11,2 12×1 11,153 11 12×1,25 10,912 10,8 12×1,5 10,676 10,5 13×1 12,153 12 14×1 13,153 13 14×1,25 12,912 12,8 14×1,5 12,676 12,5 15×1 14,153 14 15×1,5 13,676 13,5 16×1 15,153 15 16×1,5 14,676 14,5 18×1 17,153 17 18×1,5 16,676 16,5 18×2 16,210 16 20×1 19,153 19 20×1,5 18,676 18,5 20×2 18,210 18 22×1 21,153 21 22×1,5 20,676 20,5 22×2 20,210 20 ) Поле допукса ISO1 (4H) MF M Шаг Внутренний 0 резьбы гайки Доп. по ISO2 0 отверстия под резьбу по DIN 336 I 24×1 23,153 23 24×1,5 22,676 22,5 24×2 22,210 22 25×1 24,153 24 25×1,5 23,676 23,5 26×1,5 24,676 24,5 27×1,5 25,676 25,5 27×2 25,210 25 28×1,5 26,676 26,5 28×2 26,210 26 30×1 29,153 29 30×1,5 28,676 28,5 30×2 28,210 28 32×1,5 30,676 30,5 33×1,5 31,676 31,5 33×2 31,210 31 34×1,5 32,676 32,5 35×1,5 33,676 33,5 36×1,5 34,676 34,5 36×2 34,210 34 36×3 33,252 33 38×1,5 36,676 36,5 39×1,5 37,676 37,5 39×2 37,210 37 39×3 36,252 36 40×1,5 38,676 38,5 40×2 38,210 38 40×3 37,252 37 42×1,5 40,676 40,5 42×2 40,210 40 42×3 39,252 39 45×1,5 43,676 43,5 45×2 43,210 43 45×3 42,252 42 48×1,5 46,676 46,5 48×2 46,210 46 48×3 45,252 45 50×1,5 48,676 48,5 50×2 48,210 48 50×3 47,252 47 52×1,5 50,676 50,5 52×2 50,210 50 52×3 49,252 49 63×1,5 61,676 61,5 324 GARANT Справочник по обработке резанием Нарезание резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
Основные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
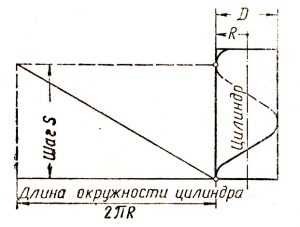
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73).
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиков
По назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.
Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.

С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.

С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.

По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
Таблицей диаметров сверл для нарезания метрической резьбы

Таблица отверстий под дюймовые резьбы

Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8.5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| Мб | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42.8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.
При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
