Содержание
- Трубогиб и его разновидности
- Создание самодельной конструкции
- Для чего используется такое оборудование?
- Разновидности прокатного станка
- Составные детали оборудования
- Изготовление прокатной установки своими руками
- Плюсы самодельного устройства
- Итоги
- Конструкция профилегиба
- Какие нужны материалы и нюансы конструкций
- Хитрости для облегчения гибки труб
- Порядок гибки профильной трубы на самодельных станках
- Видео-материалы
- Как согнуть профильную трубу без станка
 При проведении ремонтных работ часто требуется согнуть трубы под определенным углом. Например, это может потребоваться при прокладке газопровода, сантехники и отопления. Почти всегда этим занимаются профильные специалисты, но их услуги зачастую стоят дорого, и люди задумываются о возможности ремонта своими силами.
При проведении ремонтных работ часто требуется согнуть трубы под определенным углом. Например, это может потребоваться при прокладке газопровода, сантехники и отопления. Почти всегда этим занимаются профильные специалисты, но их услуги зачастую стоят дорого, и люди задумываются о возможности ремонта своими силами.
При отсутствии денег или желания приобретать фирменные трубогибы их можно попытаться изготовить своими руками. Это позволит сэкономить деньги, ведь при отсутствии возможности изогнуть трубу под необходимыми углом и радиусом приходится соединять несколько труб с помощью специальных фитингов, имеющих заранее заданный угол, что также ограничивает возможные варианты монтажа. Соединения на фитингах необходимо выполнять с помощью сварки, что приводит к дополнительным расходам.
Если экономия является одним из решающих факторов в ремонте, то следует задаться вопросом: как сделать трубогиб своими руками? Но перед этим нужно разобраться с тем, что представляет собой устройство для изгибания труб.
Трубогиб и его разновидности
Приспособления для сгибания труб классифицируют по следующим параметрам:
- По возможности перемещения. Существуют стационарные и переносные механизмы.
- По типу привода: ручные, гидравлические, электрогидравлические, электрические.
- По методу сгибания: обкаткой, намоткой, штоком (арбалет), прокаткой.
Рассмотрим подробнее способы воздействия.
- Обкатка. При этом способе работы один конец трубы фиксируется, для придания требуемой формы используют неподвижный шаблон. Для обкатки вокруг шаблона применяются прижимные ролики.
 Намотка. В этом случае заготовка прижимается к подвижному ролику, на который происходит намотка. Труба протягивается между роликом и упором, установленным в начале точки сгибания.
Намотка. В этом случае заготовка прижимается к подвижному ролику, на который происходит намотка. Труба протягивается между роликом и упором, установленным в начале точки сгибания.- Арбалетный способ. В арбалетном устройстве трубы фиксируются на двух неподвижных роликах, а сгибание выполняется шаблоном на подвижном стержне. Шаблон давит на среднюю часть закрепленного отрезка трубы, придавая нужный угол. В арбалетном методе давление сосредоточено в верхней части, что приводит к серьезному растяжению трубы по наружной части изгиба, поэтому не рекомендуется применять его для тонкостенных заготовок.
- Прокатка (вальцовка). В этом способе применяют специальное устройство, имеющее в основе два опорных неподвижных, и подвижный центральный ролики. Воздействие на изгибаемую трубу оказывает именно подвижный ролик, и от его положения зависит угол изгиба. Этот вид трубогиба наиболее универсальный, во всех остальных радиус изгиба зависит от применяемого шаблона.
Создание самодельной конструкции
Перед самостоятельным изготовлением механизма нужно выяснить, какой нужен радиус изгиба. Это поможет правильно выбрать нужное вам устройство. Необходимо помнить, что для работы с любым из них надо знать максимально допустимые угол и радиус сгибания, а также учитывать толщину и общий диаметр изгибаемой трубы.
Изготовление прокатного механизма
Вальцовочный механизм можно изготовить из дерева, причем можно обойтись даже без прижимного ролика, если требуется сгибать тонкостенные трубы. В качестве шаблона можно применять доску, главное — чтобы ее толщина была больше диаметра трубы.
Шаблон в данном трубогибе фиксируют на основании, а с левой стороны от него закрепляют упор. Изгибаемую заготовку помещают между шаблоном и упором и сгибают. Нужно смотреть за тем, чтобы труба не выскочила.
Применение в данном механизме ручной лебедки поможет расширить возможности трубогиба за счет большего тягового усилия.
Делаем трубогиб с прижимным роликом
 При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
Изготовление намоточного устройства
Для работы с мягкими материалами пригоден ручной намоточный трубогиб. В основе этого приспособления находятся 2 колеса, рама с прижимным валиком, рычаг и прочная станина. Сгибание при помощи этого устройства происходит по принципу оборота зажатой хомутом заготовки вокруг шаблона с помощью рычага и неподвижного ролика.
Существует намоточный трубогиб гидравлического типа. Он состоит из фрикционного колеса, к которому крепится трубка в точке изгиба. Колесо фиксируется на станине. В ее основании находится шток, приводимый в работу домкратом. На стержень подается серьезное усилие, которое передается рычагу, оборачивающему трубу вокруг шкива.
На приспособления намоточного типа нужно прикладывать много физических усилий, поэтому подвижный вращающийся ролик значительно уменьшит силу требуемого усилия.
Как создать трубогиб арбалетного типа
 Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Самыми популярными и технологичными являются прокаточные трубогибы. Эти устройства просты в применении и позволяют регулировать радиус изгиба. Зачастую они оснащены электроприводом, который также позволяет уменьшить физические усилия. Помимо этого существует множество вариантов конструктивного изготовления данных устройств.
Любой трубогиб является относительно простым механизмом, и при желании можно создать устройство любого вида воздействия. Можно найти довольно много чертежей и фото самодельных устройств, которые легко повторить самостоятельно.
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

Конструкция трубогиба для профильной трубы с подвижным средним роликом
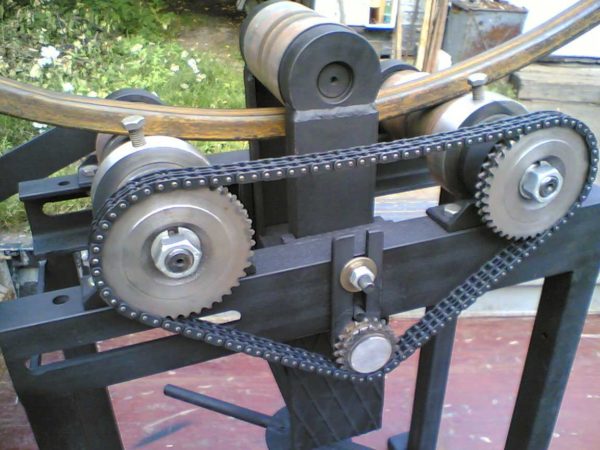
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
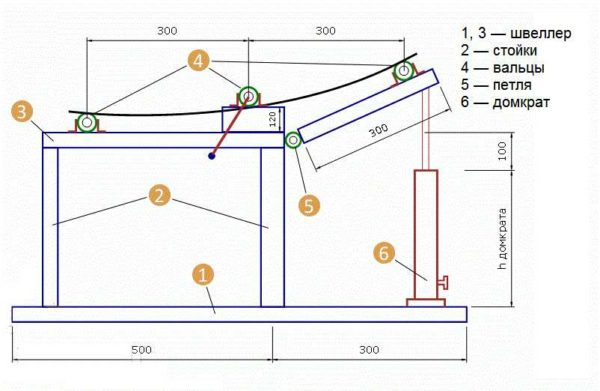
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.

Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.
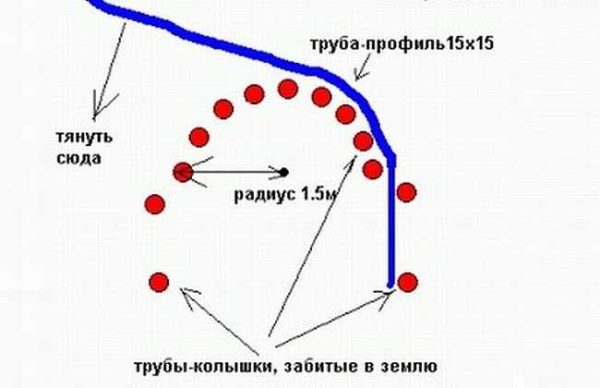
Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
