Содержание

Существуют следующие виды материалов, из которых изготавливаются ленточные пилы Wikus:
Рассмотрим их подробнее.
Ленточные пилы из инструментальной стали

Данные ленточные пилы изготавливаются из цельной полосы высококачественной легированной и закаленной углеродистой инструментальной стали. Закаленная режущая кромка и в высшей степени гибкая лента-основа являются гарантами высокого качества таких полотен. Твердость режущих кромок зубьев достигает 65-67 HRC.
Такие пилы применяются в основном для пиления простых материалов: нелегированных сталей с низким пределом прочности, для раскроя композиционных материалов, для фрикционного пиления на специальных станках. Они наиболее подходят для применения в условиях ремонтных мастерских.
Производственную программу и область применения каждого из полотен можно посмотреть по ссылке.
Биметаллические ленточные пилы

Полотно-основа такой ленточной пилы изготавливается из упругой рессорно-пружинной стали (аналог – 45ХГНМФА). К полотну-основе методом электроннолучевой сварки приваривается профильная проволока из быстрорежущей стали (HSS), после чего фрезеруется профиль зубьев пилы.
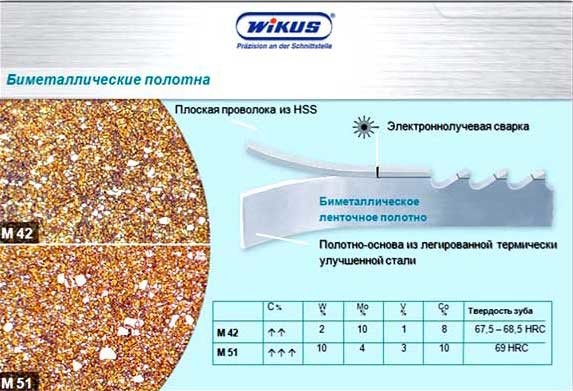
После последующей термообработки режущие кромки зубьев пилы имеют твердость 67,5 – 69 HRC, а также обладают выдающимися износостойкостью и красностойкостью, характерными для быстрорежущих сталей. Это позволяет успешно использовать биметаллические пилы в обработке до 90% сталей и сплавов, применяемых в промышленности.
В зависимости от марки и состава быстрорежущей стали биметаллические пилы практически всех производителей делятся на 2 основных типа – М42 и М51.
Для биметаллических ленточных пил производства Wikus:

Твердость режущих кромок зубьев 67,5–68,5 HRC.
Данный материал пригоден для пиления всех основных марок сталей твердостью до 40-45 HRC.

Это позволяет применять данный инструмент для порезки высокопрочных, нержавеющих и жаропрочных сталей, в том числе и заготовок большого поперечного сечения и твердостью до 45 HRC.
Твердость режущей кромки 69 HRC.
Стойкость такого ленточного полотна, как правило, на 10-20% выше, чем у пил с материалом режущей кромки из М42.
В 2009 году компания Wikus сняла с производства пилы с материалом режущих кромок М51 и представила новое поколение высокотехнологичного материала – Х3000. Данный материал занимает особое положение, поскольку получен из высококачественной быстрорежущей стали методом порошковой металлургии. Это позволило, в отличие от быстрорежущих сталей традиционного производства (М42 и М51), добиться следующих преимуществ:
1. Получить мелкозернистую структуру с более равномерным распределением дисперсных карбидов.
2. Существенно повысить твердость (до 69-70 HRC), износостойкость и теплостойкость и при этом сохранить технологическую пластичность материала.
3. Увеличить надежность работы инструмента вследствие уменьшения вероятности образования дефектов при резании типа прижогов, сколов и микротрещин.
4. Повысить стойкость инструмента до 25-50%.
Пиление аустенитных, нержавеющих, кислотоустойчивых и других экзотических сталей и сплавов больше не представляет собой большой проблемы благодаря сочетанию нового высокопроизводительного материала режущих кромок Х3000 и оптимизированной геометрии биметаллических ленточных пил GIGANT и VECTOR.
Производственную программу и область применения каждого из полотен можно посмотреть по ссылке.
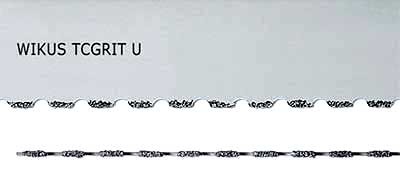
Твердосплавные ленточные пилы

Данный инструмент рекомендуется применять для высокопроизводительного пиления экзотических, труднообрабатываемых, жаропрочных и нержавеющих сталей и сплавов, титана, никеля и т.п. твердостью до 62 HRC. Геометрия зубьев, полученная специальным шлифованием с твердостью режущих кромок до 1600–3800 HV, делают программу твердосплавных пил Wikus пригодной для самых требовательных запросов.
Данные пилы бывают двух типов:
– с твердосплавными напайными пластинами:
– с твердосплавной крошкой:
Производственную программу и область применения каждого из полотен можно посмотреть по ссылке.
Алмазные ленточные пилы
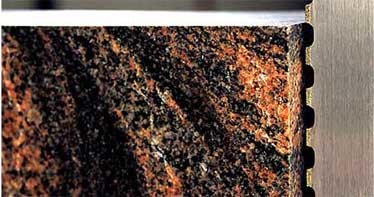
Так как алмаз является самым твердым материалом в природе (твердость до 9000 HV), то он в состоянии пилить практические любые материалы, металлы и сплавы. Это и алюминий с вкраплением твердых частиц, и закаленные и хромированные валы, твердые сплавы, ферродо, закаленное стекло, мрамор, гранит, кварц, графит и т.д.

Ленточнопильное оборудование это одна из основных составляющих металлообрабатывающего производства и изготовления металлоконструкций, один из наиболее быстрых, точных и экономных способов реза значительного количества проката сплошного и переменного сечения. Важную роль при этом играет характеристика ленточной пилы, её шаг, разводка, стойкость и др. параметры.
Основные виды ленточных пил, используемых в современном производстве – это пилы из углеродистых марок стали и биметаллические изделия, пилы с основой из обычных марок сталей с высокими показателями упругости и режущей частью из других марок сталей – твердых или быстрорежущих.
Виды ленточных пил
Все современные полотна для ленточнопильного станка по металлу в зависимости от материала можно условно разделить на три основных категории:
- Пилы изготовленные из углеродистых инструментальных марок стали. Широко используемый вид ленточных пил для экономной резки многих марок сталей как не легированных, так и легированных. Прочность на разрыв данного типа пил достигает 80 кПа/мм2.
- Биметаллические полотна для ленточнопильного станка по металлу с рабочей частью из быстрорежущей стали – обладают более высокими показателями при эксплуатации, чем изделия из однородного материала. Чаще всего используется быстрорежущая марка стали М42 (11Р2М10К8) с добавками кобальта и молибдена обеспечивающими твердостью до 950 НV и красностойкость. С пружинной частью пилы зуб соединяется электронно-лучевой сваркой.
- Биметаллические пилы с твердосплавным зубом. Применяются при тяжелых условиях реза, для работы с чугунным литьём и др. особо твердыми материалами. Используются для резки сплошных заготовок диаметром более 60 мм.
Основные характеристики ленточных пил
Получение качественного реза и длительность эксплуатации изделий зависят от точности подбора таких параметров как шаг, разводка и форма зуба. Важной характеристикой ленточной пилы является шаг зуба, определяемый количеством зубьев пилы на один дюйм (TPI). Шаг зуба может быть постоянным или переменным. Постоянный используется при работе с заготовками сплошного сечения в промышленных объёмах, переменный обеспечивает минимальную вибрацию и высокую чистоту среза.
Для изделий с постоянным шагом его значение составляет от 1 до 32, с переменным шагом – 10/14 – 0,75/1,25. Ниже приведены таблицы рекомендуемых размеров шага пилы для резки проката со сплошным сечением:

И рекомендуемые размеры шага для работы с профилем и трубами:

Однако производители пил часто предлагают собственные рекомендации для работы с цельными заготовками, профилями и трубами. Ими и следует руководствоваться при подборе пил для решения тех или иных задач.
Следующий важный параметр – угол разворота или наклон зуба относительно плоскости полотна или, более упрощенное название, разводка. От этого зависит свободный ход полотна, вибрация, шум, сечение заготовок и возможность работы с тонкими материалами. Существуют следующие основные варианты наклона зубьев:
- Стандартный – зуб с левым наклоном, затем зуб с правым наклоном и прямой зуб. Наиболее часто используемая разводка для реза заготовок из всех марок стали.
- Переменная – левый, правый и зачистной зуб. Обеспечивает минимальный шум и вибрацию, применяется для работы с мягкими материалами.
- Волновая разводка – для реза тонкостенного проката.
- Комбинированная – для труб, профильного проката с переменным сечением и пакетов.
Возможности полотна для ленточнопильного станка по металлу зависят и от формы зуба. Существуют следующие основные формы:
- NORMAL (N) с передним углом 0°. Рассчитан на работу с высокоуглеродистыми сплавами, для тонкого профиля и проката с переменным сечением.
- HOOK (H) с передним углом 10° – для толстостенных труб и сплошных заготовок.
- RP с передним углом 16° – работа с твердыми и особо твердыми заготовками сплошного сечения.
- MASTER – угол 10° и 16°, наличие шлифованной фаски расположенной в продольном направлении.
Режимы реза и стойкость
Качественный рез и длительность эксплуатации пилы зависят и от оптимального подбора режима реза – скорости и подачи. Режим зависит от материала заготовки, её размера и профиля. Скорость подбирается по таблицам производителей и на основании практических показателей типа и толщины стружки. При тонкой увеличивается подача или уменьшается скорость, при толстой стружке или наличии голубого отлива снижается скорость подачи или увеличивается скорость реза. Оптимальный вариант – слабо вьющаяся стружка.
Что же касается стойкости пил, то она зависит от стойкости материала к износу и многих других факторов, в т. ч. стойкости к цикличным переменным нагрузкам и правильной эксплуатации. Как правило, полотна ведущих производителей рассчитаны на 140 – 160 часов работы. Этот показатель можно увеличить путём снятия полотен на релаксацию и, конечно, правильным подбором параметров реза.

Биметалл (Bimetal) – режущая часть полотна, которая напаивается лазером к основе сделанной из пружинной стали, является сложным сплавом нескольких металлов, полученных различными способами. Bimetal HSS М42 (аналог 10Р2М10К8) и HSS М51 (аналог 12Р10М4К10) могут изготавливаться способом взаимного одновременного литья, синхронного прессования либо гальванического нанесения. В случае с ленточными пилами по металлу, разные производители применяют отличные способы их изготовления, от этого и зависит качество полотна, его прочность и срок эксплуатации.
Описание ГОСТ Р 53924-2010
ГОСТ Р 53924-2010 подготовлен ОАО "ВНИИИНСТРУМЕНТ", внесен Техническим комитетом по стандартизации ТК 95 "Инструмент", утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 399-ст. ГОСТ распространяется на бесконечные ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, а также неметаллических материалов на ленточнопильных станках.
ГОСТ Р 53924-2010 включает в себя модифицированные основные нормативные положения следующих международных стандартов:
– ИСО 4875-1:2006 "Полотна ленточных пил по металлу. Часть 1. Словарь" (ISO 4875-1:2006 "Metal-cutting band saw blades – Part 1: Vocabulary");
– ИСО 4875-2:2006 "Полотна ленточных пил по металлу. Часть 2. Характеристики и размеры" (ISO 4875-2:2006 "Metal-cutting band saw blades – Part 2: Characteristics and dimensions").
В настоящем стандарте использованы следующие нормативы:
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 "Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения", MOD).
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия.
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.
Варианты изготовления ленточных полотен:
1 – полотна из инструментальной легированной стали по ГОСТ 5950;
2 – полотна биметаллические (материал режущей части – быстрорежущая сталь по ГОСТ 19265);
3 – полотна из инструментальной легированной стали с зубьями, оснащенными твердым сплавом по ГОСТ 3882;
4 – полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
Типы разводки зубьев:
1. Стандартная разводка: Поперечная разводка каждого зуба попеременно вправо и влево.
Примечание – не применяется для полотен, предназначенных для работ по черным металлам. 
Рисунок – Разводка двух смежных зубьев через один неразведенный.
2. Разводка двух смежных зубьев через один неразведенный: Разводка одного зуба вправо, одного влево, одного – без разводки.

Рисунок – Разводка двух смежных зубьев через один неразведенный
3. Волнообразная разводка: Поперечная разводка групп зубьев с регулярной переменой направления разводки вправо и влево. 
Рисунок – Волнообразная разводка
4. Групповая разводка: Поперечная разводка нескольких зубьев попеременно вправо и влево, за ними один, как минимум, неразведенный. 
Рисунок – Групповая разводка
Общая разводка зубьев ленточных пил всех исполнений – по усмотрению изготовителя.
Разводка зубьев с боковых сторон полотна должна быть равной.
Предельные отклонения разводки – ±0,05 мм.
Допуск прямолинейности боковых сторон полотна в поперечном направлении по всей ширине не разведенной части должен быть не более 2 мкм/мм.
Основные размеры полотен должны соответствовать указанным в таблице
Длина бесконечных ленточных пил определяется в соответствии с типом используемого станка.
Маркировка и обозначение ленточных полотен
Пример расшифровки из маркировки нанесенной на ленточное полотно Honsberg BI/М42 S 20х0.9х2362 мм, 10/14TPI:
Honsberg – немецкий производитель ленточного полотна;
BI/М42 – материал режущей части зубьев биметалл М42;
S – профиль зуба Spectra с передним углом 0°;
20 – ширина полотна в мм;
0.9 – толщина полотна в мм;
2362 – длинна "бесконечного", сваренного в кольцо полотна в мм;
10/14 – переменный шаг зубьев, указывает, что на первый дюйм ленточного полотна придется 10 зубьев, на второй 14 зубьев, которые в дальнейшем будут чередоваться по всей длине через каждые 2.54 сантиметра (Дюйм=2.54 см);
TPI – аббревиатура от Teeth Per Inch, переводится, как количество зубьев на дюйм.

Постоянный шаг зубьев ленточного полотна – все зубья одинаковые и расположены на одинаковом расстоянии. 
Переменный шаг зубьев ленточного полотна – "маленькие" и "большие" зубья чередуются через каждый дюйм и получается, что на один дюйм приходится один постоянный шаг зубьев, на второй – другой. Ленточные полотна с переменным шагом зуба наиболее предпочтительны при резке металла, так как имеют более широкий, по сравнению с постоянным шагом, рабочий диапазон, а также снижают вибрацию и шум ленточного полотна. 
Отличие ленточных полотен М42 и М51.
Режущая кромка полотна М51 чуть тверже, чем у полотен М42, но и более хрупкая. Из-за хрупкости, полотна М51 имеет смысл использовать при пилении сплошных заготовок не склонных к вибрациям, например, оно отлично подойдет для пропила кругляка из нержавейки, который не сможет распилить полотно М42. Стойкость ленточного полотна М51, как правило, на 10-20% выше, чем у пил с материалом режущей кромки из М42. Еще один важный момент, полотна М51 не могут быть шириной менее 27 мм, а самый мелкий шаг зубьев будет 4/6 TPI (первый дюйм – 4 зуба, второй дюйм – 6 зубьев). Для сравнения, у ленточных полотен М42 и шириной 27 мм, самый мелкий шаг зубьев может быть 14 TPI (14 штук на дюйм).
Преимущества пиления на ленточнопильных станках
Технология пиления на ленточнопильных станках находит все большую востребованность в современных производствах. К основным преимуществам использования ленточных полотен можно отнести:
- наименьшая величина стружки и отходов от резки;
- высокая точность изготовления торцов деталей;
- идеально ровная поверхность среза детали;
- отличная производительность и скорость работы оборудования;
- малошумность и отсутствие вибраций.
Используя ленточнопильные полотна взамен базовых способов резки дисками и ножами, в итоге мы получаем возможность сэкономить. Металл расходуется более расчетливо, значительно сокращается степень образования отходов производства. Кроме того, качество производимых изделий значительно превышает аналоги дисковой или резки на ножовочном станке.
Рекомендации в эксплуатации ленточных полотен
1. Подготовка к работе – обкатка ленточного полотна:
Очень важный пункт, так как ресурс ленточного полотна главным образом зависит от управляемой процедуры его "обкатки". Острозаточенный карандаш сломается сразу, в отличие от острого, но слегка притупленного, тот же принцип и при подготовке полотна. Сначала надо дать полотну приработаться к шкивам станка, погоняв его в холостую по воздуху около пяти минут. Затем, на меньшей скорости вращения полотна, примерно 70% от рекомендуемой и 50% от рекомендуемой скорости подачи, пропилить заготовки около пятнадцати минут, и только после этого довести скорость вращения и подачи до нормальной.
2. Натяжение полотна:
Степень натяжения ленточного полотна указана в инструкции по эксплуатации станка. Профессиональные и промышленные модели ленточнопильных станков оснащены встроенными тензометрами, при помощи которых можно контролировать степень натяжения. Важно не перетянуть полотно, так как из-за перетяжки существенно снижается стойкость, что приводит к разрыву ленточного полотна по сварному шву или образующимся трещинам. Если полотно недостаточно натянуть, то будет отклонение от перпендикулярной плоски пиления и извилистый пропил.
3. Эксплуатация полотна:
Основным показателем правильного выбор режимов резания служит отсутствие сильных вибраций при резании и вид стружки. Для оптимальной резки нужно, чтобы каждый зуб ленточного полотна срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или меньшей, чем необходимо, скорости резания. Так же важно – не перегреть режущий материал полотна, отсюда следует, что требуется интенсивный полив полотна СОЖ, зоны резания и распиливаемой заготовки. При возникновении вибраций уменьшать подачу. Следить за качеством поверхности среза, задиры и каверны могут являться следствием неправильного подбора шага, режимов обработки или износа полотна.
4. Отдых полотна:
Отдых полотна позволяет перераспределить усталостные напряжения, возникающие в процессе работы, сохранить свойства инструментального материала и увеличить срок службы. При интенсивной работе в течение всего рабочего дня лучше работать двумя полотнами, одним до обеда, другим после. В конце рабочего дня обязательно ослаблять натяжение полотна, а еще лучше снимать полотно со станка, и вывернув его наизнанку, вешать на крюк.
5. Примерный ресурс ленточных полотен:
Стойкость ленточного полотна зависит от множества факторов, среди которых:
– тип станка;
– режимы работы;
– обрабатываемый материал;
– поперечное сечение материала;
– материал полотна;
– подготовка полотна;
– соблюдение правил эксплуатации;
– наконец, настроение рабочего.
В среднем, при правильно подобранном шаге зубьев, ресурса одного погонного метра полотна хватает распилить 1.5-2.5 м² черного металла сплошного сечения.

Для распиловки тонкостенных заготовок, таких как трубы, листовой прокат и подобных, требуются ленточные полотна с мелким шагом зуба, иначе существует опасность повредить или сломать зуб биметаллического полотна.
Заготовки большого размера должны разрезаться ленточными полотнами с крупным шагом зубьев. Крупный шаг увеличивает производительность и оставляет много места для свободного образования стружки.
Для распиловки мягких и вязких материалов, таких как алюминий и бронза, требуется много свободного места для образования стружки, здесь тоже используют полотна с крупными зубьями, так как они не дают стружке скапливаться и застревать между зубьями.
Выбор шага зубьев ленточной пилы
Наибольшее распространение полотна получили для резки профиля и труб на предприятиях машиностроения в заготовительных и серийных производствах. В зависимости от толщины обрабатываемой детали рассчитывается шаг зубьев ленточной пилы. Ниже приведены специальные таблицы расчета, которые смогут помочь сделать оптимальный выбор шага зубьев того или иного полотна.
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 – 30 | 10 | 15 – 40 | 8/12 |
| 30 – 50 | 8 | 25 – 55 | 6/10 |
| 50 – 80 | 6 | 40 – 80 | 5/8 |
| 80 – 120 | 4 | 55 – 120 | 4/6 |
| 120 – 200 | 3 | 80 – 150 | 3/4 |
| 200 – 400 | 2 | 120 – 350 | 2/3 |
| 300 – 700 | 1,25 | 250 – 500 | 1,4/2 |
| > 600 | 0,75 | > 500 | 0,75/1,25 |
Размер шага ленточной пилы для резки профиля и труб
| Стенка S, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 | ||||||
* при распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки.
