Содержание
Классы шероховатости поверхности
Факторы, влияющие на качество поверхности
Шероховатость поверхности зависит от метода и режима обработки, качества применяемого режущего инструмента, жесткости технологической системы, физико-механических свойств обрабатываемого материала, вида применяемой смазывающе-охлаждающей жидкости, вибраций технологической системы и др.
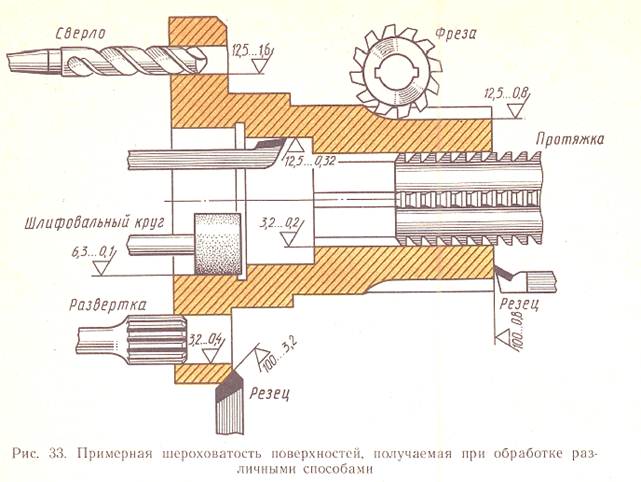
Каждому методу обработки (точение, шлифование и др.) соответствует свой диапазон получаемой шероховатости поверхности. В табл. 3.1 приведена шероховатость поверхности при различных методах обработки стали и серого чугуна и сопоставлены параметры шероховатости с параметрами средней экономической точности. Из сопоставления этих параметров можно увидеть их взаимосвязь: чем выше точность получаемого размера, тем меньше шероховатость поверхности.
Далее, на стр. 7 см. табл. 3.1.
Таблица значений шероховатости
| № | Классы шерохова-тости пов-сти | Параметры шероховатости, мкм | Базовая длина, l, мм | |
| Ra | Rz | |||
| 1. | 2. | 3. | 4. | 5. |
| 1. |  1 1 |
80, 63, 40, 50* | 320, 250, 200, 160 | 8,0 |
| 2. | 2 |
40, 32, 20, 25* | 160, 125, 100, 80 | |
| 3. | 3 |
20, 16, 10, 12,5* | 80, 63, 50, 40 | |
| 4. | 4 |
10, 8, 5, 6,3* | 40, 32, 25, 20 | 2,5 |
| 5. | 5 |
5, 4, 2,5; 3,2* | 20, 16, 12,5; 10,0 | |
| 6. | 6 |
2,5; 2,0; 1,25; 1,6* | 10,0 8,0; 6,3 | 0,8 |
| 7. | 7 |
1,25; 1,00; 0,63; 0,80* | 6,3; 5,0; 4; 3,2 | |
| 8. | 8 |
0,63; 0,50; 0,32; 0,40* | 3,2; 5,2; 2,0; 1,6 | |
| 9. | 9 |
0,32; 0,25; 0,160; 0,20* | 1,6; 1,25; 1,00; 0,80 | 0,25 |
| 10. | 10 |
0,160; 0,125; 0,080; 0,10* | 0,80; 0,63; 0,50; 0,40 | |
| 11. | 11 |
0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 | |
| 12. | 12 |
0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 | |
| 13. | 13 |
0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 | 0,08 |
| 14. | 14 |
0,010; 0,008; 0,012* | 0,050; 0,040; 0,032 |
Примечание: * – предпочтительные значения параметров Ra
Обозначений шероховатости поверхности на чертежах


| Метод обработки | Соотв-щий квали-тет точн. | Шерохов-сть пов-сти Ra, мкм | Метод обработки | Соотв-щий квали-тет точн. | Шерохов-сть пов-сти Ra, мкм |
| Точение: предварительное …………….. чистовое ……………………… тонкое, алмазное ……………. Фрезерование: предварительное ……………. чистовое ……………………… тонкое (торцовыми фрезами).. Сверление: Зенкерование: предварительное……………. чистовое (после чернового)… Протягивание отверстий…… | 12 – 13 10 – 11 6 – 7 11 – 12 8 – 10 6 – 7 11 – 12 7 – 8 | 12,5 2,5 – 1,25 0,63-0,32 12,5 2,5-1,25 0,63-0,32 6,3-2,5 2,5-12,5 6,3-2,5 1,25-0,63 | Прошивание (для коротких отверстий) …………………….. Шлифование: обдирочное*…………. предварительное ……. чистовое ……………… тонкое ………………… Хонингование отверстий диаметром до 80 мм …………. Развертывание: предварительное…………….. чистовое……………………… тонкое ………………………… Притирка (доводка) ………. Полирование **………. | – 8-10 7-8 6-7 6-7 8-9 6-7 5-6 – | 0,63-0,32 2,5-1,25 1,25-0,63 0,63-0,32 0,32-0,08 0,32-0,08 2,5-1,25 1,25-0,63 0,63-0,32 0,1 и меньше 0,032-0,012 |
*Обдирочное шлифование применяют в качестве предварительной обработки поверхностей отливок и поковок, не выдерживая допуска на размер.
**Этот метод не повышает точности размера, полученного на предшествующей обработке.
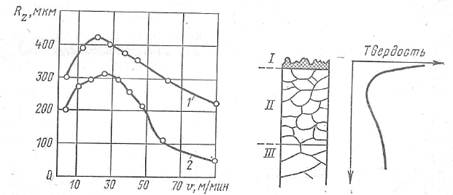
При обработке заготовок лезвийным инструментом шероховатость поверхности в значительной мере зависит от скорости резания и подачи. На рис. 3,5, а показано влияние скорости резания на шероховатость поверхности при точении стали (кривая 1) и чугуна (кривая 2). После обтачивания стальной заготовки со скоростью резания около 20 м/мин (кривая 1) наблюдается наибольшая шероховатость, что связано с явлением активного образования нароста на режущей части резца. При скорости резания свыше 80 м/мин образование нароста практически прекращается. Кроме того, при высоких скоростях резания значительно уменьшается глубина пластически деформированного слоя, что также снижает шероховатость поверхности.
На рис. 3.5, б показана зависимость шероховатости поверхности от подачи при точении заготовки из стали 45 резцом с радиусом закругления вершины 2,5 мм. Из рисунка видно, что изменение малых подач (до 0,2 мм/об) незначительно влияет на изменение шероховатости поверхности. Но при переходе в область подач свыше 0,2 мм/об микронеровности обработанной поверхности возрастают более интенсивно.
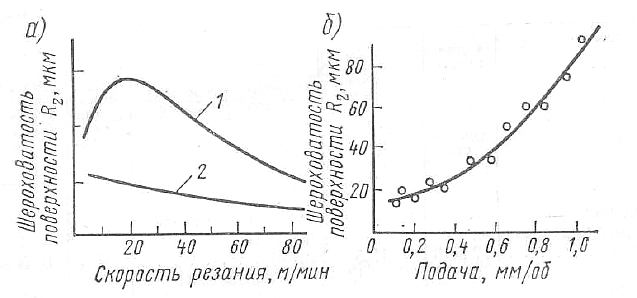
Рис. 3.5. Графики зависимостей шероховатости поверхности от скоростей резания и подач
С увеличением глубины резания шероховатость поверхности возрастает незначительно и практически ее можно не учитывать.
Значительное влияние па шероховатость поверхности оказывает состояние режущей части инструмента: микронеровности режущей кромки инструмента ухудшают шероховатость обработанной поверхности; это особенно заметно при обработке протяжками, развертками или широкими резцами. Затупление режущего инструмента приводит к увеличению шероховатости обработанной поверхности.
При обработке заготовок абразивным инструментом шероховатость поверхности снижается с уменьшением зернистости и повышением твердости шлифовального круга, повышением скорости резания, уменьшением продольной и поперечной подач.
При обработке стали с высоким содержанием углерода (С > 0 5%) получается более чистая поверхность, чем при обработке низкоуглеродистой стали.
Применение смазывающе-охлаждающей жидкости улучшает шероховатость обработанной поверхности. Одновременно повышается стойкость инструмента. На рис. 3.6 показано (по данным К. С. Колева) влияние охлаждения на микрогеометрию поверхности при точении стали Х4Н быстрорежущим резцом при подаче S = 0,67 мм/об: 1 — точение без применения охлаждения; 2 — охлаждение водной эмульсией (0,5 % соды и 0,1 % мыла).
Жесткость технологической системы значительно влияет на шероховатость и волнистость поверхности. Так, например, при точении нежесткого вала с установкой на центры наибольшая шероховатость поверхности получается примерно в средней части по длине вала. Недостаточная жесткость системы может быть причиной появления вибрации при резании и, как следствие, образования волнистой поверхности.
Физико-механические свойства поверхностного слоя деталей и заготовок в значительной мере зависят от воздействия тепловых и силовых факторов в процессе обработки. Поверхностный слой обработанной стальной заготовки состоит из трех зон (рис. 3.7): I – зоны резко выраженной деформации, характеризуемой искажением кристаллической решетки, дроблением зерен и повышенной твердостью; II – зоны деформации, характеризуемой вытянутыми зернами и снижением твердости по сравнению с первой зоной; III — переходной зоны (зоны постепенного перехода к структуре основного металла).
Исходные заготовки из стали, полученные ковкой, литьем или прокатом, имеют поверхностный слой, состоящий из обезуглероженной зоны и переходной зоны, т. е. зоны с частичным обезуглероживанием. Например, заготовки, полученные горячей штамповкой, имеют обезуглероженный слой в пределах 150—300 мкм, а полученные свободной ковкой — от 500 до 1000 мкм.
При обработке стальных заготовок резанием глубина деформации распространяется до 100—300 мкм. У чугунных заготовок глубина распространения деформации незначительна (до 15 мкм).
При механической обработке металлов деформация поверхностного слоя сопровождается упрочнением (наклепом) этого слоя. С увеличением глубины резания и подачи глубина наклепанного слоя возрастает. Так, например, при черновом точении глубина наклепа составляет 200—500 мкм, при чистовом точении 25—30 мкм, при шлифовании 15—20 мкм и при очень тонкой обработке 1—2 мкм.
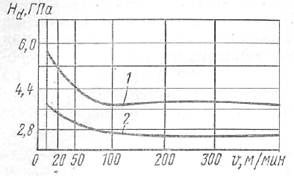
С увеличением скорости резания глубина наклепа уменьшается. Это объясняется уменьшением продолжительности воздействия сил резания на деформируемый металл. На рис. 3.8 показано (по данным К. С. Колева) влияние скорости резанияvпри точении стали ЗОХГС (кривая 1) и стали 20 (кривая 2) на наклеп Нd.
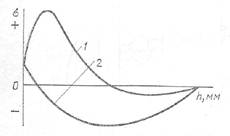
При шлифовании деталей доминирующим фактором является тепловой, служащий причиной появления в поверхностном слое обрабатываемого металла растягивающих напряжений. На рис. 3.9 показана схема распределения остаточных напряжений σ после шлифования на глубину h поверхностного слоя (кривая 1). Появление растягивающих напряжений связано с быстрым нагреванием поверхностного слоя в зоне контакта металла детали с шлифовальным кругом. После прохождения шлифовального круга поверхностный слой, охлаждаясь, стремится сжаться, вызывая растягивающие напряжения. При шлифовании с выхаживанием (т. е. с последующим выключением продольной подачи) значительно уменьшаются напряжения растяжения и увеличиваются напряжения сжатия (кривая 2).
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Как то на паре, один преподаватель сказал, когда лекция заканчивалась – это был конец пары: "Что-то тут концом пахнет". 8191 –  | 7876 –
| 7876 –  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Не тот параметр шероховатость, о котором стоит забывать при проектировании изделий. Прочность, электропроводность, точность сопряжения – это неполный список как шероховатость Ra и Rz может повлиять на эксплуатационные свойства деталей. Ее значение сильно зависит от способа обработки, а измерение связано с острым чувством осязания. И это не тот параметр, о котором стоит забывать при проектировании изделий.
Что такое шероховатость
Любые типы поверхностей, какие бы они не были ровными на первый взгляд, имеют в своей структуре череду подъемов и впадин. На вид это близко к форме горных массивов. Высоту этих «гор» и характеризует шероховатость.
Шероховатость представляет собой совокупность неровностей поверхности.
Параметры, средства измерения и обозначение шероховатости в конструкторской документации полностью стандартизированы. Они описываются тремя государственными стандартами: ГОСТ 2789-73, ГОСТ 25142-82 и ГОСТ 2.309-73.
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
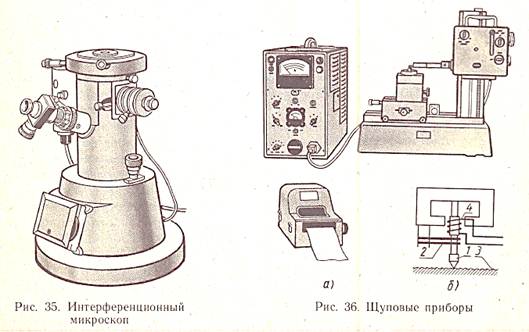
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.

Обозначения отклонения неровности поверхностей
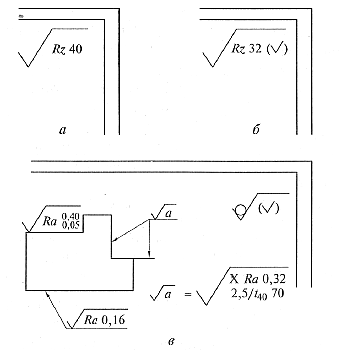
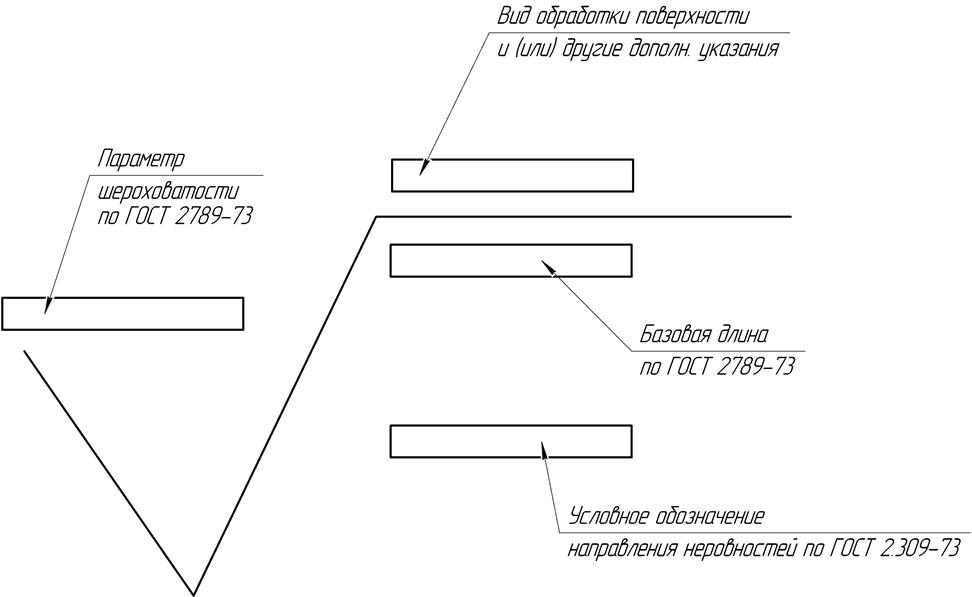
На чертеже шероховатость указывается согласно приведённой ниже схеме.

Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
Существует три разновидности формы этого математического корня:
- Треугольник без верхнего основания указывает, что способ получения шероховатости не задан конструктором. Есть требования к качеству поверхности, а каким способом оно будет достигнуто (шабрение, полировка и прочее) неважно.
- С кругом в вершине. Поверхность не нуждается в дополнительном улучшении.
- С верхним подчеркиванием. Этот знак говорит, что шероховатость должна достигаться обязательным снятием слоя металла.
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.
В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр. В некоторых случаях это не важно, а некоторых имеет решающее значение.
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Источник: ГОСТ 2789-73, ОСТ 92-0080-78
Номинальная поверхность – поверхность, заданная в технической документации без учета допускаемых отклонений.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Нормальное сечение – сечение, перпендикулярное базовой поверхности.
Ra – среднее арифметическое отклонение профиля.
Rz – высота неровностей профиля по десяти точкам.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Рис. 1. Структура обозначения шероховатости поверхности
 – обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
– обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
 – обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда конструктору необходимо указать конкретный вид обработки поверхности.
Например: 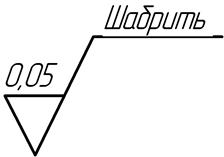
 – обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
– обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
 – обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
– обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
