Содержание
- § 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
- Как работает ручной заклепочник?
- Расходные материалы
- Как правильно ставить заклепки
- Применение заклепочника
- Как выбирать ручные заклепочники
- Содержание
- Виды заклёпочных соединений [ править | править код ]
- Способ соединения [ править | править код ]
- Недостатки заклёпочных соединений [ править | править код ]
- Преимущества заклёпочных соединений [ править | править код ]
- Инструменты и приспособления для клёпки [ править | править код ]




§ 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.
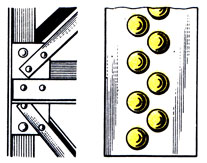
Рис. 285. Внешний вид заклепочных швов
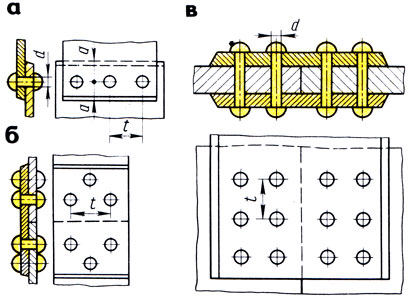
Рис. 286. Заклепочные швы: а – нахпесточный, б – стыковой, в – с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 – 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.

Многие видели это приспособление в магазинах, торгующих инструментом – но не все знают, как им пользоваться. Те, кто ни разу не держал вытяжной заклепочник в руках – просто не смогут оценить удобство и универсальность его применения.

Заклепочные соединения были и остаются универсальным и недорогим способом сращивания различных деталей. В судостроении и самолетостроении – это вообще единственный способ крепления обшивки к каркасу.
Классическая клепка выглядит следующим образом:

Именно так клепали корпус «Титаника» и ручку к вашей сковородке.
Современные технологии коснулись и этого древнего способа. В быту мало кто пользуется молотком и обжимной насадкой. Существуют полуавтоматические инструменты, позволяющие приклепывать детали друг к другу практически одной рукой. Правда и заклепки выглядят несколько иначе.

Как работает ручной заклепочник?
Для понимания процесса, необходимо увидеть заклепку в работе. На схеме обозначены основные ее элементы:

В подготовленное отверстие помещается втулка заклепки. Инструмент надевается на сердечник и упирается в буртик заклепки. Зафиксированный стержень вытягивается из втулки, расклепывая ее верхнюю часть.
Когда клепка завершена, и головка сердечника прочно засела в расклепанной втулке – стержень отрывается. Склепанные материалы соединены лишь втулкой.
Принцип работы самого инструмента и его устройство так же рассмотрим на схеме.

- головка (1) одевается на сердечник установленной в отверстие заклепки;
- корпус (2) выполняет функции нижней рукоятки и упорной станины;
- верхняя рукоятка (3), опираясь на станину при помощи оси (9), является силовым рычагом;
- при сжимании рукояток рабочая втулка (4) сжимает цанговые кулачки (5), плотно фиксируя стержень заклепки;
- продолжая движение, цанговый механизм вытягивает стержень из втулки заклепки, формируя расклепанное кольцо;
- при разжимании рукояток, конусная втулка (6) под действием пружины (7) разжимает кулачки, позволяя цанговому механизму занять исходное нижнее положение;
- крышка (8) является упором для пружины, снимается для обслуживания цангового механизма;
- для удобства оператора, в корпусе хранятся сменные головки (10), для различных диаметров заклепок.
Мы рассмотрели, как работает заклепочник. При этом надо понимать, как правильно подобрать соединительные элементы.
Расходные материалы

Металл, из которого изготавливаются заклепки – зависит от материала соединяемых заготовок. Это может быть сталь, нержавейка, медь, алюминий. Речь идет о материале втулки. Вытяжной стержень изготавливается из стали. Чаще всего применяются алюминиевые втулки. Легкий металл легко деформируется при установке, и не подвержен коррозии.
Размеры клепок для заклепочника следует тщательно подбирать под толщину материала и прочностные требования к соединению.
Как правило, вытяжные заклепки не подвергаются силовому воздействию, то есть они предназначены для соединения деталей, которые не будут находиться под нагрузкой. Поэтому диаметр подбирается минимально возможный, для обеспечения прочности.
На иллюстрации видны основные размеры, которые необходимо учитывать перед покупкой.

К тому же проверьте, подходит ли набор головок вашего инструмента под диаметр клепок. От диаметра тела заклепки зависит прочность соединения. Однако злоупотреблять его величиной не стоит. Слишком крупные отверстия снижают прочность самой заготовки, да и выглядят не эстетично.
Следующий важный размер – длина тела заклепки. Слишком много металла, торчащего над соединяемыми заготовками – не только занимают место, но и снижают прочность соединения. Согласно установившейся практике – длина расклепываемой части не должна превышать 1-1,5 диаметра заклепки. Тогда соединение получается прочным и красивым.

Размер и длина сердечника в принципе не имеют значения. Главное – совместимость с головками инструмента. Общая длина тела заклепки, может быть какой угодно. Возможно, вам понадобится соединить достаточно толстые половинки.
Как правильно ставить заклепки
- Необходимо надежно зафиксировать соединяемые заготовки. Иногда полезно воспользоваться магнитом;
- Просверлить отверстие, немного превышающее диаметр тела заклепки. Например, для клепки 4,8 мм – достаточно отверстия 5 мм;
Применение заклепочника
- Вытяжной заклепочник применяется для соединения любых материалов, не требующего высокой надежности;
- При соединении мягких заготовок – например пластика, под втулку подкладывают металлические шайбы;
- Если соединение будет шарнирным – в отверстие устанавливается втулка, по обе стороны ставятся шайбы, затем крепится заклепка;
- Можно производить работы в случаях, когда тыльная сторона соединения недоступна в принципе. Например, если необходимо приклепать деталь к профилированной трубе.

Как выбирать ручные заклепочники
Особых премудростей нет. Просто возьмите в руки инструмент, и попросите продавца дать возможность проверить его в работе. Вам должно быть удобно – не более того. Размер для бытового использования значения не имеет. Единственная опция, на которую следует обратить внимание – поворотная головка.
Видео работы заклепочника. Подробный рассказ о том как подготовить отверстие под клепку и демонстрация процесса соединения двух деталей.
Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На Руси клёпаные изделия встречаются при археологических раскопках городищ и датируются IX-X веками. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиастроении- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Содержание
Виды заклёпочных соединений [ править | править код ]
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные [1] .
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками [1] .
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения [ править | править код ]
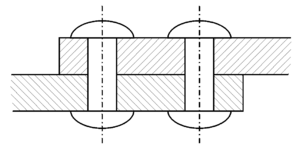
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
где dз — диаметр устанавливаемой заклепки.
Недостатки заклёпочных соединений [ править | править код ]
.jpg/228px-thumbnail.jpg)
- Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
- Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
- Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
- Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений [ править | править код ]
- Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
- Позволяет соединять неподдающиеся сварке материалы.
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки [ править | править код ]
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием — пневмоклещами и клепальным прессом. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
