Содержание
Характер установки и закрепления заготовки, обрабатываемой на токарном станке, зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (отношение длины заготовки к диаметру), требуемой точности обработки.
На токарно-винторезных станках для закрепления заготовок используют трехкулачковые самоцентрирующие патроны (рисунок 2.7, а).На корпусе 1 патрона расположены три радиальных паза, по которым перемещаются кулачки 2. Патроны применяют для закрепления заготовок (отношение их длины к диаметру – l/d 4 заготовку устанавливают в центрах. Для установки заготовки в центрах ее необходимо зацентровать, т. е. сделать центровые отверстия с торцов вала. Центровые отверстия делают специальными центровочными сверлами. Центры бывают упорные (рисунок 2.7, б), срезанные (рисунок 2.7, в),шариковые (рисунок 2.7, г). Срезанные центры применяют при подрезании торцов заготовки, когда подрезной резец должен дойти до оси вращения заготовки. Шариковые центры используют при обтачивании конических поверхностей заготовки способом сдвига задней бабки в поперечном направлении, а обратные (рисунок 2.7, д) – при обработке заготовок небольших диаметров. Вращающиеся центры (рисунок 2.7, е) применяют при резании с большими сечениями срезаемого слоя металла, когда возникают большие силы резания или обработка происходит на больших скоростях резания.
При установке заготовки в центрах для передачи на нее крутящего момента от шпинделя станка используют поводковый патрон (рисунок 2.7, ж) и хомутик (рисунок 2.7, з).Поводковый патрон представляет собой корпус, навинчиваемый на шпиндель станка.
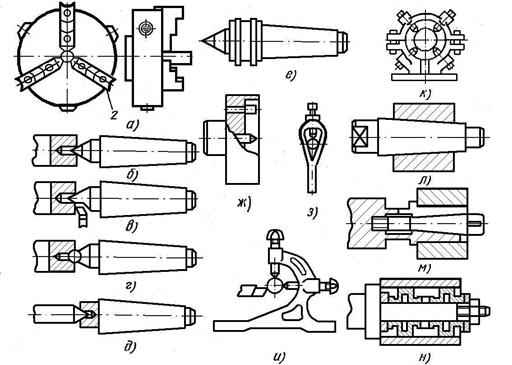
Рисунок 2.7 – Приспособления для закрепления заготовок на токарных станках
На торце патрона запрессован цилиндрический палец, передающий момент на хомутик, который закрепляют на заготовке болтом.
При отношении l/d > 10 для уменьшения деформации заготовки от сил резания применяют люнеты.
Подвижный открытый люнет (рисунок 2.7, и) устанавливают на продольном суппорте станка, неподвижный закрытый люнет (рисунок 2.7, к)закрепляют на станине. Силы резания воспринимают опоры люнетов, что повышает точность обработки.
Вопросы для самопроверки
1 Типы станков токарной группы.
2 Подразделение станков на группы по степени универсальности.
3 Основные части токарно-винторезного станка и их назначение.
4 Основные виды работ, выполняемые на токарных станках.
5 Инструмент, применяемый для обработки внешних цилиндрических поверхностей и плоскостей.
6 Инструмент, применяемый для обработки отверстий.
7 Инструмент, применяемый для нарезания резьбы.
8 Методы обработки конических поверхностей.
9 Методы обработки фасонных поверхностей.
10 Назначение токарно-карусельного станка.
11 Назначение токарно-револьверного станка и его основное отличие от токарно-винторезного станка.
3 Лабораторная работа №3. Обработка деталей на фрезерных станках
Цель: ознакомление с назначением фрезерных станков, устройством и действием их основных узлов.
Оборудование рабочего места:
1) универсальный фрезерный станок модели 676 с тисками;
2) заготовка для фрезерования плоскости;
3) набор необходимого монтажного инструмента;
4) измерительный инструмент.
Общие положения
3.1.1 Типы фрезерных станков.После станков токарной группы фрезерные являются наиболее распространенными металлорежущими станками.
Существует много типов фрезерных станков: 1 – консольно-фрезерные; 2 –продольно-фрезерные; 3 – фрезерные станки непрерывного действия; 4 – шпоночно-фрезерные; 5 – резьбофрезерные; 6 – копировально-фрезерные. 7 – специальные и др.
Консольно-фрезерные станки подразделяют на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные и широкоуниверсальные. Для рассмотрения предлагаются основные из них.
Горизонтально-фрезерный станок (рисунок 3.1, а) состоит из таких основных частей, как станина с фундаментной плитой 1, консоль 7, поперечные салазки 6 со столом 4, хобот 3, подвеска (одна или две) 5. Внутри станины размещена коробка скоростей 2, а внутри консоли – коробка подач 8.
Главным движением служит вращение шпинделя. По вертикальным направляющим станины может перемещаться консоль, осуществляя вертикальную подачу Sв, а по направляющим консоли – поперечные салазки, осуществляя поперечную подачу Sп. Заготовку с помощью какого-либо устройства устанавливают на столе станка, который, перемещаясь по направляющим поперечных салазок, осуществляет продольную подачу Sпр. Подвеска с подшипником служит для поддержания конца установленной в шпинделе станка длиной оправки с фрезой. В зависимости от длины оправки подвеска может перемещаться по направляющим хобота.
Вертикально-фрезерный станок устроен аналогично горизонтально-фрезерному, но ось шпинделя у него расположена вертикально (рисунок 3.1, б). Фрезерование на этих станках осуществляют торцевыми и концевыми фрезами.
Универсально – фрезерный станокотличается от горизонтально-фрезерного только тем, что между поперечными салазками и столом расположена поворотная часть, благодаря которой стол может быть повернут в горизонтальной плоскости на необходимый угол. Это дает возможность нарезать на таком станке зубчатые колеса с винтовыми зубьями, винтовые зубья в зенкерах, развертках, фрезах и т.п.

Рисунок 3.1 – Общий вид фрезерных станков
3.1.2 Основные типы фрез.В зависимости от способа крепления фрез на станке различают фрезы концевые (рисунок 3.2, д, и-н) с коническим или цилиндрическим хвостовиком и фрезы насадные (рисунок 3.2, а–з, о-с), имеющие отверстие и закрепляемые на оправке.
Концевые фрезы (рисунок 3.2, д, и-н) применяют для обработки пазов, плоскостей, фасонных поверхностей.
Цилиндрические фрезы имеют зубья только на цилиндрической поверхности и используются для обработки поверхностей. На рисунке 3.2, а изображена цилиндрическаясплошная фреза с винтовыми зубьями. Крупные цилиндрические фрезы изготавливают со вставными зубьями из быстрорежущей стали (рисунок 3.2, б, в, ж). Для фрезерования широких плоскостей применяют фрезы с разнонаправленнымивинтовыми зубьями (рисунок 3.2, с).
Торцевые фрезы имеют зубья на торце и боковой поверхности (рисунок 3.2, г, з, с) и только на торце (рисунок 3.2, б, в, ж). Их изготавливают цельными (рисунок 3.2, г, з, с) и со вставными зубьями и применяют для обработки поверхностей.
Дисковые фрезы (рисунок 3.2, е, з, о-р) применяют при фрезеровании прямолинейных пазов, канавок и плоскостей.
Отрезные и шлицевые фрезы – дисковые фрезы малой толщины, предназначенные для разрезания материалов и прорезания узких канавок.
Угловые фрезы (рисунок 3.2, е, л) с зубьями, расположенными на конической и торцевой поверхностях, используют для прорезания канавок углового профиля.
Фасонные фрезы (рисунок 3.2, п, р) находят применение при обработке деталей сложного, чаще криволинейного профиля.
Пальцевой фрезой нарезают зубья крупномодульных зубчатых колес.
3.1.3 Работы, выполняемые на фрезерных станках. Горизонтальные плоскости обрабатывают цилиндрическими фрезами (рисунок 3.2, а) на горизонтально-фрезерных станках либо торцевыми фрезами (рисунок 3.2, б) на вертикально-фрезерных станках.
Вертикальные плоскости обрабатывают на горизонтально-фрезерных станках торцевыми или дисковыми фрезами и на вертикально-фрезерных концевыми фрезами (рисунок 3.2, в-д).
Наклонные плоскости и скосы обрабатывают на горизонтально-фрезерных станках угловыми фрезами (рисунок 3.2, е) или на вертикально-фрезерных станках с поворотной головкой торцевыми фрезами (рисунок 3.2, ж).
Прямоугольные пазы и уступы фрезеруют дисковыми фрезами на горизонтально-фрезерных станках или концевыми на вертикально-фрезерных станках (рисунок 3.2, з, и).
Пазы Т-образные и типа «ласточкин хвост» фрезеруют на вертикально-фрезерном станке в два прохода. Сначала прорезают прямоугольный паз цилиндрической концевой фрезой, а затем фрезой соответствующего профиля (рисунок 3.2, к, л).
Шпоночные пазы открытые обрабатывают на горизонтально-фрезерных станках дисковыми фрезами (рисунок 3.2, о), а закрытые – на вертикально-фрезерных станках концевыми (рисунок 3.2 м) или специальными шпоночными фрезами.
Фасонные поверхности обрабатывают фасонными фрезами соответствующего профиля (рисунок 3.2 п, р).
Сложные поверхности часто фрезеруют набором фрез на горизонтально- и продольно-фрезерных станках (рисунок 3.2 с).

Рисунок 3.2 – Примеры работ, выполняемых на фрезерных станках
Описание станка модели 676
3.2.1 Назначение и устройство станка.Широкоуниверсальный фрезерный станок 676 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными фрезами, так и для вертикального фрезерования торцевыми, концевыми и шпоночными фрезами.
Наличие поворотной шпиндельной головки, и ряд прилагаемых к станку принадлежностей (универсальный стол, круглый стол, делительная головка и др.) делают станокширокоуниверсальным и удобным для работы в инструментальных цехах при изготовлении приспособлений, инструментов, рельефных штампов, пресс-форм и других изделий.
Станок 676 состоит из чугунного основания 1 с установленной на нем станиной 2, на верхней части которой на горизонтальных направляющих размещена шпиндельная бабка 5, перемещающаяся по ним вручную с помощью маховика 6.
На торце бабки 5 крепится шпиндельная головка 7, которая может при наладке поворачиваться относительно вертикальной оси на 90º в каждую сторону.
Режущий инструмент – фреза 8 крепится в шпинделе головки 7, а необходимая частота вращения обеспечивается коробкой скоростей 3, расположенной в станине 2.
На вертикальных направляющих станины 2 установлен суппорт 9, снабженный горизонтальными направляющими, на которых размещен стол 10 с установленной на нем заготовкой 11. Вертикальное перемещение суппорта 9 вместе со столом 10 и горизонтальное перемещение стола вдоль направляющих суппорта могут выполняться механически с помощью коробки подач 4, расположенной в станине 2, а также вручную с помощью маховиков.

Рисунок 3.3 – Общий вид фрезерного станка модели 676
3.2.2 Движения в станке. Главное движение – вращение шпинделя с фрезой.
Движение подач – продольное и вертикальное перемещение стола с заготовкой и горизонтальное перемещение шпиндельной бабки.
Вспомогательное движение – перемещения стола, шпиндельной бабки и вращение шпиндельной головки.
Назначение режимов резания
Режим резания (глубина резания, подача и скорость резания) назначаются в зависимости от условий обработки. Назначение режимов резания производится в следующей последовательности:
1 Назначается глубина резания, исходя из припуска на обработку (в данном случаеt задается преподавателем).
2 Назначается подача на зуб фрезы Sz (по таблице 3.1).
Таблица 3.1 – Подача на зуб фрезы при обработке серого чугуна концевыми фрезами из быстрорежущей стали
| Глубина резания t, мм |  при диаметре фрезы D, мм при диаметре фрезы D, мм |
||
| >30 | |||
| до 5 | 0,01 – 0,02 | 0,02 – 0,04 | 0,07 – 0,1 |
| 0,006 – 0,01 | 0,05 – 0,1 | 0,05 – 0,1 |
3 По глубине резания и подаче на зуб выбирается скорость резания по таблице 3.2.
Таблица 3.2 – Скорость резания при обработке серого чугуна концевыми фрезами из быстрорежущей стали
| Глубина резания t, мм | V, м/мин при подаче Sz, мм/зуб | ||
| до 0,02 | 0,04 | 0,06 | 0,1 |
| до 5 |
4 По скорости V рассчитывается число оборотов фрезы n, об/мин, (шпинделя) по формуле
n =  , (3.1)
, (3.1)
где D – диаметр фрезы, мм;
V – табличная скорость резания, м/мин.
5 По найденному (расчетному) числу оборотов принимается число оборотов, имеющееся на станке, которое называется действительным, или фактическим (см. коробку скоростей на станке). Принято выбирать ближайшее меньшее к расчетному числу оборотов n или ближайшее большее, если расчетное число оборотов n отличается от него не более чем на 10 %.
7 По действительному числу оборотов nд определяется действительная скорость резания Vд, м/мин:
Vд =  . (3.2)
. (3.2)
7 Определяется минутная подачаSм, мм/мин, по формуле
где z – число зубьев фрезы;
 – подача на зуб, мм;
– подача на зуб, мм;
n – число оборотов фрезы.
8 По рассчитанной минутной подаче Sм выбирается действительная минутная подача Sмд (см. коробку подач на станке). Эта подача выбирается так, как и число оборотов.
9 Определяется машинное время Тм по формуле
Tм =  (3.4)
(3.4)
где L – длина перемещения заготовки с учетом врезания и перебега,
i– число проходов (в данном случае число проходов равно 1).
Длина перемещения заготовки определяется по формуле
где l – длина обрабатываемой плоскости, мм
l1 – длина врезания, принимаем ее равной половине диаметра фрезы, мм
l2 – длина перебега (выхода) фрезы, l2=2–3 мм.
Содержание отчета по лабораторной работе № 3
2 Оборудование рабочего места (станок).
3 Характеристика детали:
марка материала __________________СЧ18
длина обрабатываемой плоскости, мм _______
ширина обрабатываемой плоскости, мм ______
4 Характеристика режущего инструмента:
тип фрезы _______________________концевая
материал фрезы__________________ Р6М5
диаметр фрезы, мм _______________
число зубьев _____________________
5 Схема станка (рисунок 3.3)
7 Расчет машинного времени Tм.
Вопросы для самопроверки
1 Назначение фрезерных станков и их виды.
2 Основное отличие универсальных фрезерных станков (горизонтальных и вертикальных) от неуниверсальных станков.
3 Основные типы фрез.
4 Главное движение резания при фрезеровании.
5 Виды работ, выполняемых на фрезерных станках.
6 Основные узлы и принцип работы фрезерного станка модели 676.
7 Выбор режимов резания.
8 Величины, из которых складывается длина рабочего хода.
4 Лабораторная работа №4. Обработка цилиндрических зубчатых колес
Цель: изучение методов нарезания зубчатых колес и ознакомление с устройством и принципом работы зубофрезерного станка 5310.
Оборудование рабочего места
1) зубофрезерный станок модели 5310 с набором сменных колес для гитар;
2) червячная модульная фреза;
3) оправка на столе станка для крепления заготовки и оправка в шпинделе для крепления червячной фрезы;
4) набор монтажного и измерительного инструмента;
5) заготовка нарезаемого колеса.
Последнее изменение этой страницы: 2017-02-06; Нарушение авторского права страницы

Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.

На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.

На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.

Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.

Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Токарная обработка является наиболее распространенным методом обработки резанием и применяется при изготовлении осе-симметричных деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.). Основные виды токарных работ показаны на рис. 4.6.
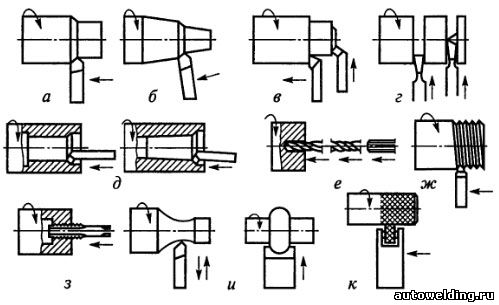
Рис. 4.6. Основные виды токарных работ (стрелками показаны направления перемещения инструмента и вращения заготовки):
а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание пазов и канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений
В машиностроении большинство деталей получает окончательные формы и габаритные размеры в результате механической обработки заготовки резанием, которое осуществляется путем последовательного удаления режущим инструментом с поверхности заготовки тонких слоев материала в виде стружки.
Режущий инструмент. При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки, фасонный инструмент и др.
Токарные резцы являются наиболее распространенным инструментом и применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т.д. (рис. 4.7).
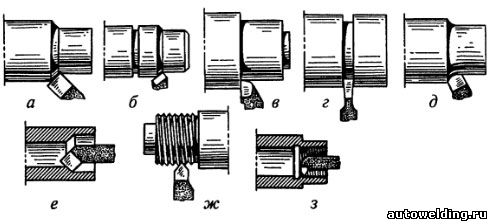
Рис. 4.7. Токарные резцы для различных видов обработки:
а — наружное обтачивание проходным отогнутым резцом; б — наружное обтачивание прямым проходным резцом; в — обтачивание с подрезанием уступа под прямым углом; г — прорезание канавки; д — обтачивание радиусной галтели; е — растачивание отверстия; ж и з — нарезание резьбы наружной и внутренней соответственно
Сверление является одним из распространенных методов обработки на токарных станках и осуществляется для предварительной обработки отверстий. Предварительно обработать резанием отверстие в сплошном материале можно только с помощью сверла. В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные, эжекторные и др. Наибольшее распространение при токарной обработке получили спиральные сверла.
Перемещение режущего инструмента во время токарной обработки и его крепление на токарно-винторезном станке обеспечивают несколько узлов (сборочных единиц). Ниже приведено краткое описание работы некоторых из них.
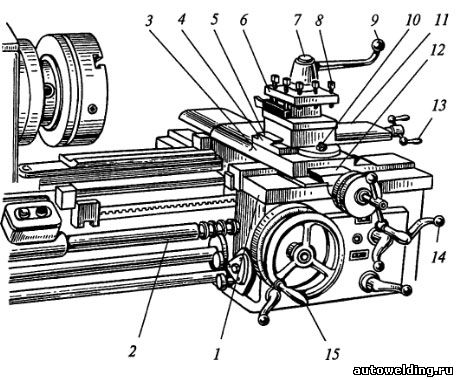
Рис. 4.8. Суппорт:
1 — нижние салазки (продольного суппорта); 2 — ходовой винт; 3 — поперечные салазки суппорта; 4 — поворотная плита; 5 — направляющие; 6 — резцедержатель; 7 — поворотная головка резцедержателя: 8 — винт для крепления резцов; 9 — рукоятка поворота резцедержателя; 10 — гайка; 11 — верхние салазки (продольного суппорта); 12 — направляющие; 13 и 14 — рукоятки; 15 — рукоятка продольного перемещения суппорта
Суппорт (рис. 4.8) состоит из нижних салазок (продольного суппорта) 7, которые перемещаются по направляющим станины с помощью рукоятки 75 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно к оси вращения заготовки. По направляющим 5 поворотной плиты перемещаются (с помощью рукоятки 13) верхние салазки 77, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок 3 и обеспечивать перемещение резца под углом к оси вращения заготовки. Резцедержатель (он же — четырехпозиционная резцовая головка) крепится к верхним салазкам 77 с помощью рукоятки 9 и позволяет вводить резец в работу с минимальной затратой времени.
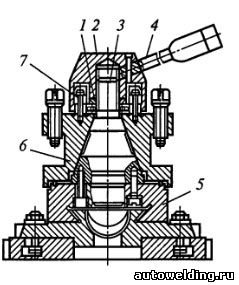
Рис. 4.9. Резцедержатель:
1 — шайба; 2 — головка; 3 — коническая оправка; 4 — рукоятка; 5 — верхние салазки; 6 — четырехсторонняя резцовая головка; 7 — винт
Устройство резцедержателя показано на рис. 4.9. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 5. Шайба 7 и упорный подшипник обеспечивают жесткую посадку резцовой головки 6 на конической поверхности оправки 3. Головка 2 крепится к резцовой головке 6 винтами 7. Резцовая головка удерживается от поворота при закреплении шариком, который заклинивается между поверхностями, образованными пазом в основании конической оправки 3 и отверстием в резцовой головке 6.
Задняя бабка токарно-винторезного станка предназначена главным образом для поддержания длинных заготовок во время обработки. Она используется также для закрепления инструментов, предназначенных для обработки отверстий (сверл, зенкеров, разверток) и для нарезания резьбы (метчиков, плашек, резьбонарезных головок).
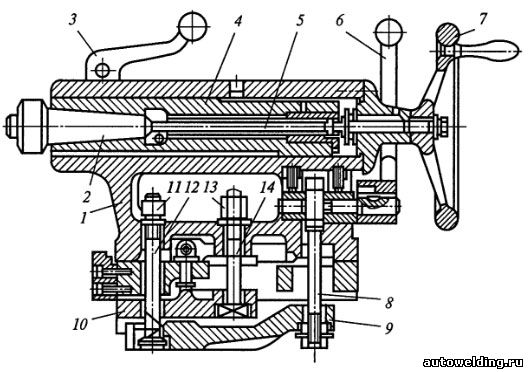
Рис. 4.10. Задняя бабка:
1 — корпус; 2 — центр; 3, 6 — рукоятки; 4 — пиноль; 5, 12 и 14 — винты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 11, 13 — гайки
Устройство задней бабки показано на рис. 4.10. В корпусе 7 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливают центр 2 с коническим хвостовиком (или инструмент). Заднюю бабку перемещают по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении заднюю бабку фиксируют рукояткой 6, которая соединена с тягой 8 и рычагом 9. Силу прижима рычага 9 тягой 8 к станине регулируют гайкой 77 и винтом 72 Более жесткое крепление задней бабки производят с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
На токарно-винторезных станках, предназначенных для обработки заготовок деталей сложной конфигурации в серийном производстве, закрепление различных инструментов производят в многопозиционной поворотной револьверной головк е. При поворотах (индексировании) револьверной головки последовательно вводят в действие заранее настроенные на размер инструменты.
В зависимости от назначения приспособления для токарных станков можно разделить на три группы:
- приспособления для закрепления обрабатываемых заготовок;
- вспомогательный инструмент для закрепления режущего инструмента;
- приспособления, расширяющие технологические возможности станков, т.е. позволяющие производить не свойственные этим станкам работы (фрезерование, одновременное сверление нескольких отверстий и т.д.).
Приспособления для закрепления заготовок. Для крепления заготовок на токарных станках применяют двух-, трех- и четырех-кулачковые патроны с ручным и механизированным приводом зажима.
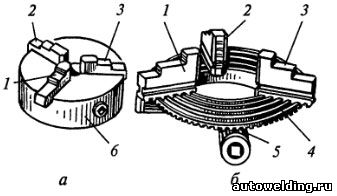
Рис. 4.11. Трехкулачковый самоцентрирующий патрон:
1, 2 и 3 — кулачки; 4 — диск; 5 — зубчатое колесо; 6 — корпус патрона
Наиболее широко распространен трехкулачковый самоцентрирующий патрон (рис. 4.11). Кулачки 7, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали.
В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы.
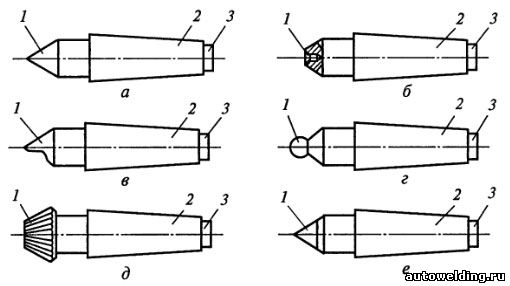
Рис. 4.12. Типы центров:
а — упорный; б — обратный; в — полуцентр упорный; г — со сферической рабочей частью; д — с рифленой поверхностью рабочего конуса; е — с твердосплавным наконечником; 1 — рабочая часть; 2 — хвостовая часть; 3 — опорная часть
В зависимости от формы и размеров обрабатываемых деталей применяют различные центры (рис. 4.12). Угол при вершине рабочей части центра (рис. 4.12, а) обычно равен 60°. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, так как это приводит к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выбивать центр из гнезда без повреждения конической поверхности хвостовой части.
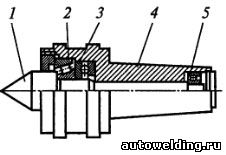
Рис. 4.13. Вращающийся центр:
1 — рабочая часть; 2, 3 и 5 — опоры качения; 4 — хвостовая часть
При обработке с большими скоростями резания и нагрузками применяют задние вращающиеся центры (рис. 4.13). В хвостовой части 4 центра на опорах качения 2, 3 и 5 смонтирована ось, на конце которой выполнена рабочая часть 1 центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.
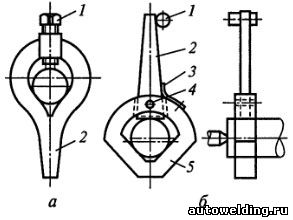
Рис. 4.14. Токарные хомутики:
а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
Хомутики (рис. 4.14) служат для передачи вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка. Хомутик надевают на заготовку и закрепляют винтом 1 (рис. 4.14, а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона.
При обработке заготовки в центрах передачу движения ей может осуществлять поводковый патрон через палец-поводок и хомутик, который крепится на детали винтом. Для сокращения вспомогательного времени при черновой обработке в центрах валов диаметром 15. 90 мм применяют самозажимные поводковые патроны.
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования.
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При соотношении l/D 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом (рис. 4.16).
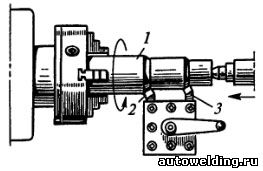
Рис. 4.15. Установка заготовок в патроне с поджимом задним центром:
1 — заготовка; 2 и 3 — резцы
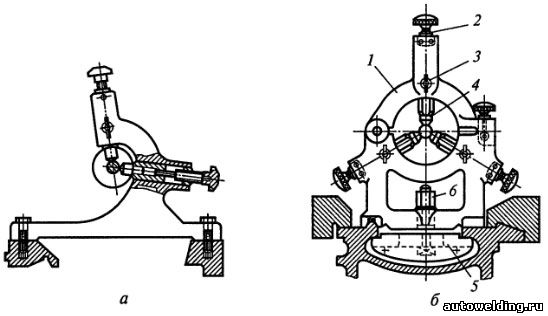
Рис. 4.16. Люнеты:
а — подвижный; б — неподвижный: 1 — верхняя (откидная) часть; 2 — винты; 3 — болты; 4 — кулачки или ролики; 5 — планка; 6 — болт с гайкой
Самой распространенной является установка обрабатываемой заготовки в центрах станка.
Заготовку обрабатывают в центрах в случае необходимости обеспечения концентричности обрабатываемых поверхностей при переустановке заготовки на станке, если последующую обработку выполняют на шлифовальном станке тоже в центрах и если это предусмотрено технологией обработки.
Заготовки с отверстием устанавливают в центрах с помощью токарных оправок (рис. 4.17).
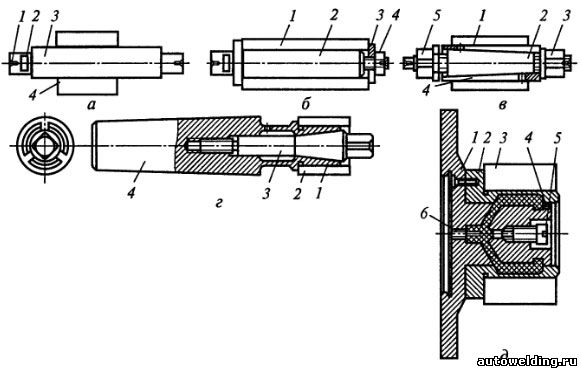
Рис. 4.17. Токарные оправки:
а — оправка с малой конусностью (обычно 1:2000): 1 — центровое отверстие; 2 — хомутик; 3 — оправка; 4 — заготовка; б — цилиндрическая оправка: 1 — заготовка; 2 — оправка; 3 — прижимная шайба; 4 — шайба; в — разжимная (цанговая) оправка: 1 — заготовка; 2 — коническая оправка; 3, 5 — гайки; 4 — полая оправка; г — шпиндельная оправка: 1 — цанга; 2 — заготовка; 3 — разжимная оправка; 4 — патрон; д — оправка с упругой оболочкой: 1 — план-шайба; 2 — втулка; 3 — заготовка; 4 — отверстие для ввода гидропласта; 5, 6 — винт
Для облегчения условий труда рабочих при закреплении заготовок на станки устанавливают механизированные приводы: пневматические, гидравлические, электрические и магнитные.
Вспомогательный инструмент. Для установки и закрепления режущего инструмента на станке применяют вспомогательный инструмент, который во многом определяет точность и производительность токарной обработки.
В качестве примера рассмотрим вспомогательный инструмент к токарно-револьверным станкам. Принцип работы этого инструмента общий для всех токарных станков; изменяется только хвостовая часть, с помощью которой инструмент устанавливается на станке. На токарно-револьверных станках применяют цилиндрические державки, призматические державки с цилиндрическими хвостовиками и державки сложных форм с цилиндрическими хвостовиками, а также байонетные державки.
Упоры, применяемые на токарно-револьверных станках для ограничения подачи прутка или поворота револьверной головки с горизонтальной осью вращения, бывают жесткие, регулируемые и откидные.
Операции контроля изделия и необходимый для этого измерительный инструмент будут рассмотрены при описании технологии обработки конкретных элементов деталей (например, цилиндрической наружной поверхности, отверстий, конических наружных и внутренних поверхностей). Там же будет приведена технологическая оснастка для обработки этих поверхностей, расширяющая технологические возможности станков этой группы.
