Содержание
Плашка это изделие, которое изготавливается из инструментальной стали, основное назначение которой является нарезание резьбы. Обычно внешний диаметр плашек имеет цилиндрическую форму для установки в отверстие плашкодержателя или оправки, но бывают также и шестигранные поверхности. Поэтому плашку можно сравнить с той же закалённой гайкой, у которой имеются дополнительные отверстия, смещённые от центра для выхода стружки. В местах пересечения этих отверстий с резьбовым отверстием образуются режущие кромки.
До того, как начать выполнение работ связанных с нарезанием резьбы, плашку необходимо установить в специальный держатель и закрепить её с внешних сторон винтами. Деталь, на поверхности которой планируется нарезание резьбы, обычно закрепляется в токарном патроне. На её торце делается фаска не меньше профиля резьбы, для облегчения захода плашки в процессе резания, а обрабатываемый диаметр занижается на одну или две десятые миллиметра от номинального значения.
С помощью пиноли задней бабки осуществляется прижим плашкодержателя, это позволяет задавать правильное направление для самой плашки, которая устанавливается в специальное для нарезания резьбы положение. После этого можно включать вращение шпинделя, причём желательно это делать на минимальных оборотах.
Чтобы деталь соответствовала надлежащему качеству, необходимо отслеживать положение плашки. Во время технологического процесса она должна постоянно находиться перпендикулярно оси цилиндрического изделия, а давление, оказываемое на неё пинолью задней бабки, должно быть равномерным.
Если имеется оснастка и соответствующее оборудование, то плашку можно устанавливать в специальный держатель. Его закрепляют в гнездо револьверной головки или в пиноли задней бабки. При этом плашка будет изначально находиться на оси задней бабки, которая соосна со шпинделем станка.

Предварительно обработанная поверхность перед нарезанием резьбы должна иметь диаметр меньше, чем номинальный диаметр:
- Диаметры под резьбу от Ø 6 до 10 мм занижаются на 0,1 – 0,2мм ;
- Диаметры заготовки от Ø 11 до 18 мм на 0,12 – 0,24 мм ;
- Для диаметров от Ø 20 до 30 мм на 0,14 – 0,28 мм .
Рекомендуемые скорости резания v при нарезании резьбы составляют: для стали от З до 5 м/мин ; для чугуна от 2 до 3 м/мин ; для латуни от 10 до 15 м/мин .
Для того чтобы процесс нарезания резьбы и конечный результат был на высоком качественном уровне необходимо использовать смазочно-охлаждающие жидкости обеспечивающие хорошую чистоту поверхностей обрабатываемым изделиям.
Нарезание резьбы метчиками
Метчик представляет собой изделие, изготовленное из закалённой инструментальной стали, назначением которого является нарезание внутренней резьбы. По форме метчик схож с обычным винтом, но в отличие от последнего он имеет продольные канавки, для выхода стружки, они же, образуют в свою очередь режущие кромки в местах пересечения с резьбовой поверхностью.
В состав этого инструмента входит рабочая часть и хвостовик. Коническая резьбовая часть метчика предназначена для постепенного срезания слоя материала при ввинчивании инструмента в просверленное заранее отверстие, а цилиндрическая часть для окончательной калибровки. Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
При нарезании резьбы, на универсальных токарных станках выполняется такой технологический процесс, при котором происходит постепенное срезание слоя материала, чем обеспечивается надлежащее качество. Для этого применяют два и даже три метчика входящие в комплект для первоначального и окончательного нарезания резьбы. Обычно, их обозначают поперечными рисками. Для первого одна риска, для второго две, а для третьего соответственно три.
На токарном станке нередко применяют и машинные метчики, что позволяет нарезать резьбу за один рабочий ход. В отличие от обычных резьбонарезных инструментов машинные метчики обладают увеличенным режущим коническим участком. Это способствует постепенному срезанию слоя металла. Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Известно, что перед нарезанием внутренней резьбы необходимо просверлить отверстие, причём если оно имеет небольшой диаметр, то для его обработки требуется, только сверло, а при больших диаметрах они подвергаются расточке после сверления. Сами отверстия делаются чуть больше номинального значения на 0,1 – 0,3 миллиметра в зависимости от диаметра резьбы и используемого материала, чтобы избежать смятия и даже срыва ниток резьбы.
Диаметры отверстий под метрическую резьбу, нарезаемых метчиками, выбирают по специальным таблицам.
Приёмы нарезания резьбы метчиками
До начала процесса метчик должен быть установлен в исходное положение. Это обеспечивается, если заборную часть инструмента вводят в отверстие, а хвостовую при этом поддерживают с помощью центра задней бабки. Чтобы не допустить проворачивания метчика на его квадрат закрепляется вороток, который своей ручкой упирается на суппорт.
Чтобы нарезать первые нитки резьбы необходимо равномерно и осторожно двигать шпиндель задней бабки с помощью маховика. Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам. Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие. При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Для нарезания резьбы рекомендуемая скорость резания должна составлять v = 5 – 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6 – 22 м/мин – в чугунных, бронзовых и алюминиевых заготовках.
НА НАРЕЗАНИЕ РЕЗЬБЫ
Цель работы
Изучение способов настройки станка и приёмов нарезания резьбы резцом на токарно-винторезном станке (ТВС).
Материалы и оборудование
Цилиндрическая заготовка (сталь марки 50), штангенциркуль, резьбовые резцы, резьбомер, токарно-винторезные станки типа 1А62, 1616.
Основные положения
Резьбовым называется соединение составных частей изделия с использованием деталей, имеющих резьбу. Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии.
В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей. Резьбы являются самым распространенным видом как разъёмных, так и неразъёмных соединений.
Основные достоинства таких соединений: универсальность, высокая надежность, малые габариты и вес крепежных резьбовых деталей, способность создавать и воспринимать большие осевые силы, технологичность и возможность точного изготовления.
У резьбовых соединений есть и недостатки: значительная концентрация напряжений в местах резкого изменения поперечного сечения деталей и низкий КПД подвижных резьбовых соединений.
Резьбы изготовляют либо пластической деформацией (накатка на резьбонакатных станках, выдавливание на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками). На деталях из стекла, пластмассы, металлокерамики, иногда на деталях из чугуна резьбу изготовляют отливкой или прессованием.
Следует отметить, что самый высокопроизводительный способ ‑ накатка резьбы. Это метод формирования наружной или внутренней резьбы в результате холодной пластической деформации заготовки резьбонакатным инструментом. Таким способом изготавливается большинство стандартных крепежных деталей, причем прочность накатанной резьбы выше нарезанной, так как в этом случае не происходит нарушения волокнистой структуры металла заготовки, а поверхность резьбы дополнительно упрочняется (наклепывается).
Классификация резьб. Классифицировать резьбы можно по многим признакам(рис. 1): по форме профиля (треугольная, трапецеидальная, упорная, прямоугольная, круглая и др.); по форме поверхности (цилиндрическая, коническая); по расположению (наружная, внутренняя); по эксплуатационному назначению (крепежная, крепежно-уплотнительная, ходовая, специальная); по направлению заходов (правая, левая); по величине шага (с крупным, с мелким); по числу заходов (однозаходная, многозаходная) (см. рис. 3).

По назначению резьбы можно классифицировать на: крепежные резьбы (метрическая, дюймовая), предназначенные для скрепления деталей; крепежно-уплотнительные (трубные, конические), применяемые в соединениях, требующих не только прочности, но и герметичности; ходовые резьбы (трапецеидальная, упорная, прямоугольная), использующиеся для передачи движения в передачах винт-гайка; специальные резьбы (круглая, окулярная, часовая и др.), имеющие специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
Рис. 1. Виды резьб в зависимости от профиля:
а ‑ цилиндрическая треугольная , б ‑ прямоугольная,
в ‑ трапецеидальная, г – упорная, д – круглая
В машиностроении наиболее широкое применение имеет крепежная резьба. Основные элементы цилиндрической треугольной резьбы с одним заходом представлены на рис. 2.
Шаг резьбы ‑ расстояние между одноимёнными боковыми сторонами профиля двух соседних витков;
глубина резьбы ‑ расстояние от вершины резьбы до ее основания;
угол профиля резьбы ‑ угол, заключенный между боковыми сторонами профиля в плоскости оси резьбы (метрическая ‑ 60°, дюймовая ‑ 55° или 60°);
наружный диаметр ‑ наибольший диаметр резьбы болта, измеряемый по вершинам резьбы перпендикулярно к оси резьбы;
внутренний диаметр ‑ наименьший диаметр резьбы болта, измеряемый по основанию резьбы перпендикулярно к оси резьбы.

Рис. 2 Элементы резьбы (треугольная цилиндрическая резьба)
Наиболее распространена классификация резьб по способу измерения шага резьбы.
Метрическая резьба – шаг и основные параметры резьбы выражаются в долях метра.
Дюймовая резьба – все параметры резьбы выражены в дюймах, а шаг резьбы ‑ или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм – это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например, 18 ниток на дюйм).
Модульная резьба – шаг резьбы измеряется модулем m. Чтобы получить размер в миллиметрах, достаточно модуль умножить на число π.
Питчевая резьба – шаг резьбы измеряется в питчах p". Для получения числового значения в миллиметрах достаточно питч умножить на число π.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Модульная и питчевая резьба применяется при нарезании червячных валов для одноимённых редукторов.
Для нарезания стандартных резьб и профилей небольших диаметров используются специальные инструменты (плашки и метчики). Для нарезания нестандартных резьб и крупноразмерных профилей используются токарно-винторезные станки.
Для нарезания однозаходной резьбы требуемого шага, которая образована одной непрерывной ниткой резьбы, токарный станок настраивается таким образом, чтобы при повороте шпинделя с заготовкой на один оборот, резец переместился на шаг нарезаемой резьбы.
В отличие от однозаходной резьбы, многозаходная состоит из нескольких ниток, эквидистантно (равноудалённо) расположенных на поверхности детали. Поэтому в многозаходной резьбе, кроме шага резьбы t, различают ещё и ход резьбы P (рис. 3).

Рис. 3 Элементы многозаходной резьбы (двух и трёхзаходная резьбы)
Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов или число ниток резьбы n.
Число ниток легко определить на торце детали, там, где начинается резьбовая поверхность (рис. 3).
Поэтому для нарезания многозаходной резьбы требуемого шага токарный станок настраивается таким образом, чтобы при повороте шпинделя с заготовкой на один оборот, резец переместился на ход нарезаемой резьбы.
Необходимое количество ниток многозаходной резьбы нарезают следующими способами:
1. Последовательным нарезанием каждой нитки за счёт смещения резца на шаг резьбы:
а) с помощью ходового винта верхнего суппорта;
б) за счёт поворота патрона вместе с заготовкой относительно резца на требуемый угол (для двухзаходной резьбы – 180°, для трёхзаходной – 120°).
2. Одновременным нарезанием всех ниток с использованием нескольких резцов со смещением их относительно друг друга в осевом направлении на величину шага нарезаемой резьбы.
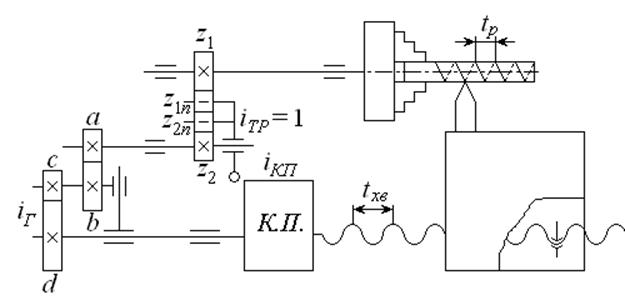
Рассмотрим кинематическую цепь передачи движения с оси шпинделя до резца (см. рис. 4). Связь начального и конечного движений кинематической цепи представляет собой баланс кинематической цепи (или просто баланс). Уравнение баланса кинематической цепи имеет вид:
 , (1)
, (1)
где 1 об. шп. – один оборот шпинделя;
iТР – передаточное отношение трензеля (трензель, или реверс – механизм изменения направления вращения ходового винта);
Передаточное отношение i – одна из важных характеристик механизмов передачи вращательного движения. Находится эта характеристика как отношение частоты вращения ведомого элемента n1 механической передачи к частоте вращения ведущего элемента n2 или как отношение числа зубьев ведомой шестерни  к числу зубьев ведущей
к числу зубьев ведущей  :
:

Характеристика «передаточное отношение» применима как к механической передаче с одной ступенью (с одной кинематической парой шестерён), так и к механической передаче с множеством ступеней. Во втором случае передаточное отношение всей механической передачи будет равно произведению передаточных отношений всех ступеней.
Механизмы с передаточным отношением больше единицы называют редукторами (или понижающими редукторами), меньше единицы – мультипликаторами (или повышающими редукторами).
iГ – передаточное отношение гитары, состоящей из двух пар сменных шестерён (  ); где a, b, c, d ‑ числа зубьев этих шестерён;
); где a, b, c, d ‑ числа зубьев этих шестерён;
iКП – передаточное отношение коробки подач;
tхв – шаг ходового винта;
При нарезании точных резьб нужный шаг получают только за счёт подбора зубчатых колёс на гитаре сменных шестерён, без подключения трензеля и коробки подач. Поэтому можно принять передаточные отношения трензеля и коробки подач равными единице (  ;
;  ), тогда формула (1) примет вид:
), тогда формула (1) примет вид:
 . (2)
. (2)
Для подбора передаточного отношения гитары используются следующие наборы сменных зубчатых колёс:
1. «чётный» набор, содержащий зубчатые колёса с числом зубьев, кратным двум: 20, 22, 24, …, 118, 120;
2. «пятковый» набор, содержащий зубчатые колёса с числом зубьев, кратным пяти: 20, 25, 30, …, 115, 120.
Для нарезания дюймовых резьб в каждом из наборов присутствует дополнительная шестерня со 127 зубьями.
Линейные перемещения суппорта при нарезании резьб осуществляются с помощью ходового винта, потому что ходовой валик, обеспечивающий такие же продольные перемещения, не гарантируют точного перемещения резца. Объясняется это тем, что в цепь передачи движения ходового валика включены фрикционные муфты, а передача движения от ходового винта к суппорту производится с помощью разъёмной маточной гайки, состоящей из двух половин (см. рис. 4).
Настройка станка для нарезания резьбы с использованиемгитары
сменных шестерён
Для расчета необходимо выполнить преобразование передаточного отношения гитары в равное ему, но с числами, соответствующими числам зубьев колёс, с помощью следующих математических приёмов:
1) разложение числителя и знаменателя на простые кратные множители;
2) группировка произведения двух независимых дробей.
Далее обязательно выполняется проверка выбранных пар шестерен на сцепляемость зубьев.
Условия сцепляемости сменных шестерен, во избежание задевания промежуточными зубчатыми колёсами соседних валов:
15 зубьев в неравенствах добавляется, чтобы учесть радиус посадочного вала, на котором находится шестерня.
Распространённые в машиностроении токарно-винторезные станки средней мощности имеют шаг ходового винта, равный 12 мм.
 |
 |
Рис. 4. Кинематическая цепь ТВС при нарезании резьбы
Пример: Нарезать резьбу tр = 6 мм, если tхв = 12 мм.
Подобрать сменные зубчатые колёса гитары и проверить их на сцепляемость.
По формуле (2) находим передаточное отношение колес гитары:
 .
.
Разложим числитель и знаменатель на простые сомножители:
 .
.
Умножим сомножители числителя и знаменателя на одно и то же число:
 .
.
Сгруппируем произведения двух независимых дробей:
 .
.
Тогда уравнение передаточного отношения гитары состоящей из двух пар сменных шестерен можно записать как:
 .
.
Значит, нам подойдут шестерни с числом зубьев  ;
;  ;
;  ;
;  .
.
Найденные числа зубьев колёс не должны повторяться, так как в наборе все шестерни только водном экземпляре.
Проверим, выполняются ли условия сцепляемости:
 ;
;
 .
.
 ;
;
 .
.
Первое условие не соблюдается, поэтому собрать гитару невозможно.
Исправить это можно следующим образом:
Если переставить местами сомножители, то дробь не изменится, поэтому запишем полученное уравнение, переставив местами сомножители:
 ,
,
затем снова проверим выполнение условий сцепляемости:
 ;
;
 ;
;
 ;
;
 .
.
Условия выполняются, значит, подбор двух пар шестерен проведён правильно.
Современные станки имеют коробки подач с большой разрешающей способностью, что даёт возможность нарезать резьбу с шагом от десятых долей до нескольких миллиметров. Настройка на нарезание резьбы сводится к установке рукояток коробки подач (КП) в определённое положение согласно настроечной таблице, прилагаемой к каждому станку.
Приёмы нарезания треугольной резьбы
При нарезании резьбы происходит изменение внешних размеров резьбы (подъём резьбы) за счёт деформации и течения металла по направлению к свободному краю профиля. Поэтому номинальный наружный размер валов под резьбу следует несколько уменьшать, а внутренний диаметр отверстий – увеличивать, в зависимости от пластических свойств материала и размеров профиля резьбы.
На выходе резьбы делается канавка шириной до трёх шагов резьбы и глубиной больше высоты её профиля или предусматривается на такой же длине уменьшение высоты её профиля – «сбег» резьбы.
Установка резца должна производиться точно по высоте центров станка во избежание искажения профиля резьбы, а ориентирование его по отношению к заготовке делается по шаблону (рис. 5, а). По этому же шаблону проверяется точность углов заточки профиля резца.
 |
Резьба нарезается за несколько проходов, число которых зависит от размеров резьбы. Например, для резьбы с шагом 2-3 мм делается 7-10 проходов. Последние три прохода – чистовые, при минимальной глубине врезания.
Рис. 5. Схема установки резьбового резца по шаблону
и способы врезания резца при нарезании резьбы
Врезание резца может производиться двумя способами:
1. Радиальное врезание (рис. 5, б), при котором возникают более тяжелые условия работы сразу двумя сходящимися лезвиями резца, но этот способ обеспечивает более высокое качество резьбы.
2. Боковое врезание (рис. 5, в) выполняется подачей верхних салазок, повернутых под углом, равным ½ угла профиля резьбы с тем, чтобы основная работа резания выполнялась одним лезвием резца.
Порядок выполнения работы
1. Ознакомиться с теорией нарезания резьб.
2. Выполнить расчет шестерен по варианту, заданному преподавателем.
3. С помощью учебного мастера произвести настройку гитары шестерен и станка для одного из расчётных заданий и изготовить резьбу.
4. С помощью учебного мастера ознакомиться с настройкой станка на изготовление разных видов резьб.
2. Материалы и оборудование.
3. Краткие сведения о резьбах и настройке оборудования.
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие сведения
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
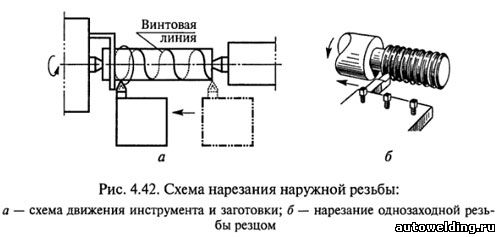
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
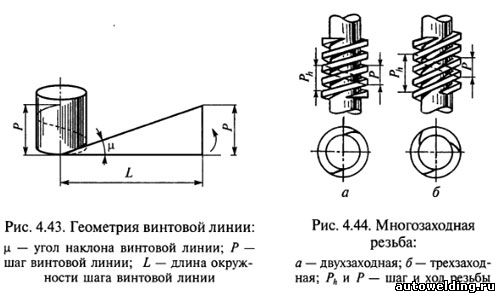
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14. 0,28 мм, диаметром до 48 мм — 0,17. 0,34 мм, диаметром до 80 мм — 0,2. 0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2. 0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1. 0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 . 0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2. 3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05. 0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1. 0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3. 6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6. 10 мм эта разница составляет 0,1. 0,2 мм, диаметром 11. 18 мм — 0,12. 0,24 мм, диаметром 20. 30 мм — 0,14. 0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3. 4 м/мин, для чугунных — 2. 3 м/мин и для латунных — 10. 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5. 12 м/мин, для чугунных, бронзовых и алюминиевых — 6. 22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.

Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
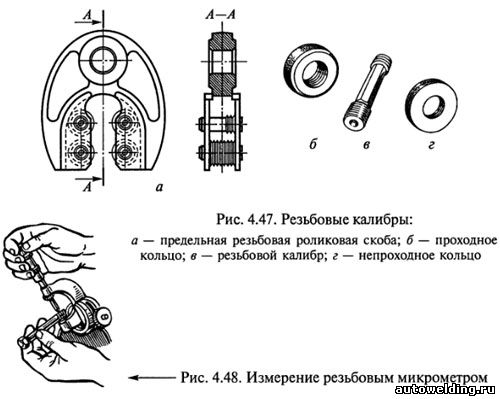
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
