Содержание
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
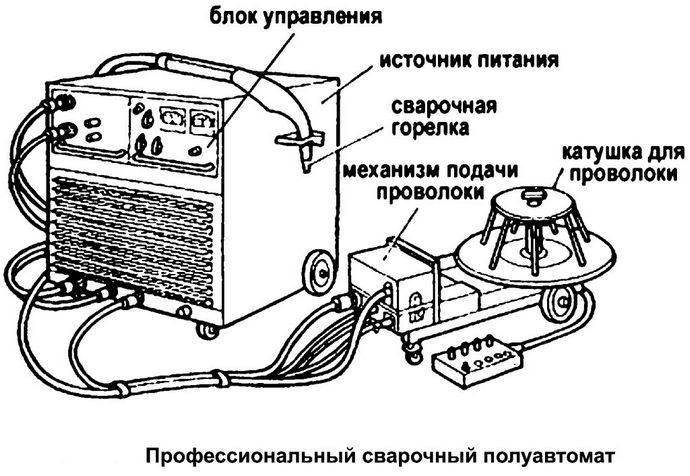
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
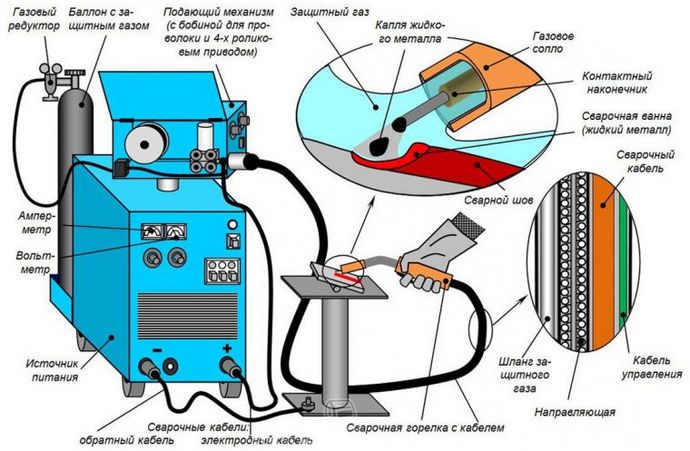
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
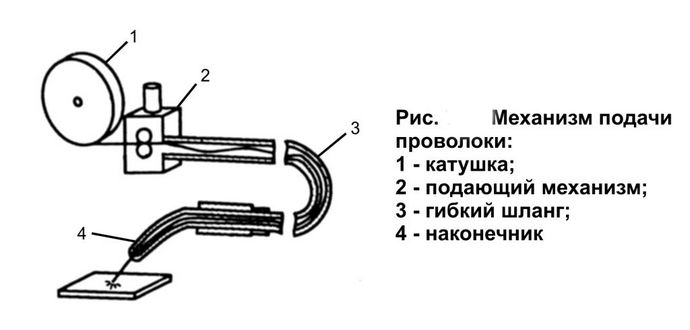
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
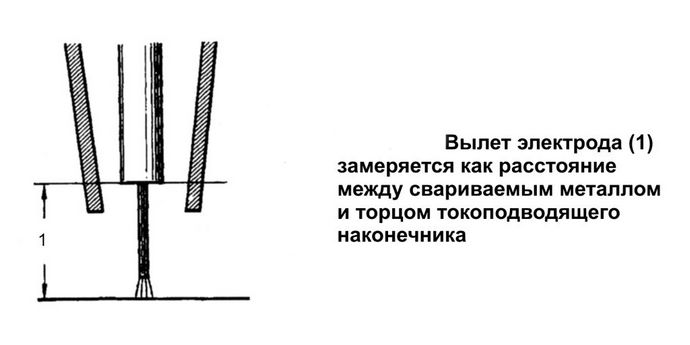
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
 Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Работа сварочным полуавтоматом отличаются от операций с бытовыми инверторами, с чем справится не каждый сварщик-любитель. Тем более, таким пользователям будет интересна настройка сварочного полуавтомата.
Особенности работы полуавтомата
Существенное отличие сварки полуавтоматом от обычной дуговой состоит в том, что процесс ведется не с помощью электродов, а с применением специальной проволоки, которая подается автоматически (с катушки). При этом сама сварка проводится вручную.
Сварочный полуавтомат профессиональный позволяет повысить как скорость процесса, так и эффективность. Кроме этого, данный вид сварки позволяет сваривать самые различные металлы – под разным углом, в разных плоскостях. Помимо черной стали можно варить нержавейку, алюминий, другие металлы.

Как работает сварочный полуавтомат? Видео ясно демонстрирует, что сварка полуавтоматом производится при помощи горелки – в среде защитных газов. Ток подается на горелку через выпрямитель; при этом масса классически идет на свариваемую деталь.
Функция защитных газов – аргона, углекислого газа или смеси инертных – заключается в том, чтобы вытеснить воздух и содержащиеся в нем азот и водяной пар из зоны сварки, исключая, таким образом, загрязнение сварочного шва.
Также сварка полуавтоматом, видео которого вы найдете внизу, может осуществляться без защитного газа — порошковой или флюсовой проволокой, т.н. прямым током, когда плюс подается на проволоку.

Полуавтомат дает пользователю следующие преимущества перед ручной дуговой сваркой:
возможность работать с тонкими – от 0,5 мм;
внешнее покрытие или коррозия не являются препятствием для сварки;
более низкая стоимость по сравнению с другим сварочным оборудованием.
При этом полуавтомат имеет и свои недостатки. Во-первых, это излучение дуги, степень которого выше, чем при обычной сварке. Кроме того, при сварке без защитного газа капли металла могут разбрызгиваться на большей площади. Минимизировать такие недостатки поможет настройка сварочного полуавтомата.
Настройка полуавтомата
Сварочный полуавтомат — профессиональный инструмент, поэтому нуждается в точной настройке. Более того, именно от правильной настройки и зависит результат. Для начала, конечно, стоит внимательно изучить инструкцию, а также знать ряд параметров и характеристик процесса. Необходимо учесть такие данные как:
- характеристики и толщина свариваемых материалов;
- характер шва (горизонтальный, вертикальный);
- особенности конструкции;
- интенсивность использования аппарата;
- нагрузка сети.
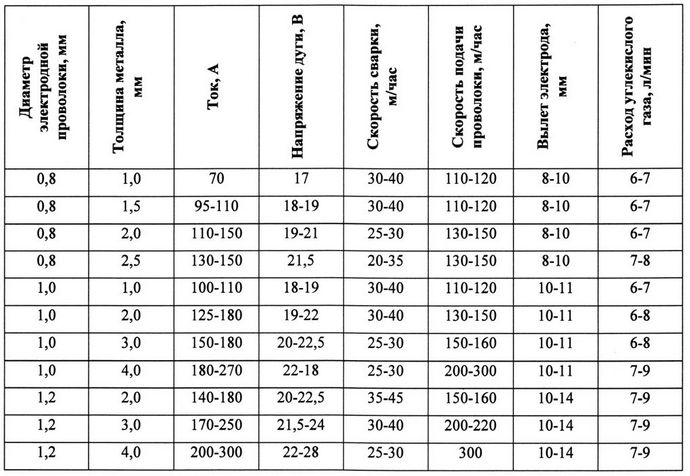
Настройка полуавтомата проводится в точном соблюдении всех параметров, указанных в специальных таблицах. Так, надо учитывать силу тока, потому что слишком низкая может существенно повлиять на качество шва или сделает сварку невозможной.

В некоторых моделях регулируется только напряжение. Принцип настройки следующий: толще металл – выше рабочее напряжение (и сила тока).
Следующий шаг – настройка подачи проволоки; она также должна соответствовать показателям в таблице. Проволока поступает в мундштук с катушки по специальному шлангу. Есть модели, оснащенные коробками переключения передач.
Для этой же цели используются сменные шестерни (они идут в комплекте с аппаратом).
Настройка скорости подачи учитывает толщину металла, а также диаметра проволоки. При слишком быстрой подаче велика опасность того, что электрод будет не успевать плавиться. Слишком низкая подача означает быстрое сгорание проволоки; металл при этом расплавляться не будет.
В любом случае собственный опыт будет просто неоценим. Вот так в общих чертах настраивается сварочный полуавтомат, видео ниже.
Сварка полуавтоматом
Строго соблюдайте все рекомендации в соответствие с инструкциями. Здесь много разных нюансов, которые нужно учитывать.
Если используется защитный газ, необходимо проверить баллон и настроить на редукторе нужное рабочее давление. Выбор самого газа зависит от типа металла и задачи. Ну и закрепите баллон должным образом.
Чтобы начать сварку, выставляем рычаг в положение «Вперед». После того, как воронка наполнится флюсом, устанавливаем держатель таким образом, чтобы наконечник мундштука был в зоне сварки.

Открываем заслонку флюсовой воронки и нажимаем кнопку «Пуск». Чтобы загорелась дуга, достаточно просто чиркнуть держателем по металлу. Не забывайте про защитную маску и другие меры безопасности.
Нужно учитывать, что полуавтомат нельзя перегружать и варить долгое время в непрерывном режиме. Перед тем, как начать работу, посмотрите, что такое сварка полуавтоматом — видео прилагается.
Еще по этой теме на нашем сайте:
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –.
Сварка трубопроводов — соблюдаем ГОСТ при сварке труб
Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во.
Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ.
Схема сварочного аппарата постоянного тока для сборки
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой.
#1 ivn12
Здравствуйте, знаю что мой вопрос для многих банален и у многих вызовет смех, но убил целый день так и не смог добится нормального вара, просмотрел кучу видео и форумов, статей, но все-равно что-то не так настроил, это мой первый полуавтомат очень хочется получить красивый шов, а на деле пока получается хуже чем обычным электродом
аппарат aurora overman, проволока 1.0мм, газ Co2
варю контейнер из металла 3мм, вот такой ужас получается:

Вот настройки аппарата:


1) Когда баллон был новый заправленный из магазина, давление на правой шкале было чуть больше 5, щас стрелка на середине, я так понял газ кончается? как определить более точно заполненность баллона? сам баллон на 10литров
2) Какое давление надо выставить на редукторе, везде пишут от 0.4 – 0.8 Mpa, но точного значения нигде не написано, я ставлю 0.4 (на фото видно). Это нормально ?
хочется научится делать шов хоть чуть-чуть похожий на этот:
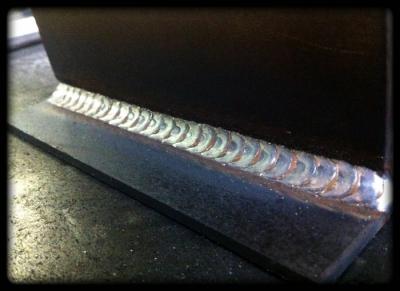
заранее благодарю всех за помощь!
#2 Юнат
#3 штурман 001
Своих не бросаем. Пленных не берем.

- Город: Рязанская область
#4 pavel83
ivn12, Город укажите. Позовем Константин Краев, прояснит в чем проблема.
#5 Lohus
2) Какое давление надо выставить на редукторе, везде пишут от 0.4 – 0.8 Mpa, но точного значения нигде не написано, я ставлю 0.4 (на фото видно)
пишут 0.4 мРа или 0.4 кгссм ?
Если я правильно понял в той теме, у вас мягко сказать "много" (раз в десять больше).
Как-то так (если ни ветра ни сквозняков нет):

+ ПА ржавчину не любит.
Причина редактирования: подправил картинку немного, сначала слишком мало нарисовал.
Сообщение отредактировал Lohus: 22 Декабрь 2015 16:56
#6 Kurt1
ivn12 , Простая проверка работоспособности аппарата – все ручки вправо до упора и на толстом металле кладем шов, показываем в "студию", что получилось и отсюда начинаем "танцы".
Сообщение отредактировал Kurt1: 22 Декабрь 2015 17:01
#7 валера1963
Сообщение отредактировал валера1963: 22 Декабрь 2015 17:54
#8 ММАстер
#9 Юнат
#10 Hlorofos

- Город: Донецк РФ
#11 tehsvar
#12 PecToPaH
Сразу видно что дело не в газе или ржавчине.А в настройках . Мало тока для такого вольтажа CURRENT 160, VOLTAGE 21-24. Индуктивность в ноль.
Сообщение отредактировал PecToPaH: 22 Декабрь 2015 20:15
#13 Kurt1
больших амперах большая индуктивность?
В моем аппарате положение индуктивности более ощутимо на малых токах (добиваюсь капельного переноса) на больших токах можно сказать почти и не заметно, и в данном случае значения никакого не имеет а более подробное объяснение какая ручка и для чего в данном аппарате для меня темный лес и предполагаю что для ТС тем более.
Мой ФЕБ что то подобное изображал, когда релюха не срабатывала при любом расположении ручек. Алексей похоже ближе всех к разгадки таких швов.
Сообщение отредактировал Kurt1: 22 Декабрь 2015 19:42
#14 Миротворец

- Город: г. Иркутск. Александр, можно на ты
#15 ММАстер
Сразу видно что дело не в газе или ржавчине.А в настройках . Мало тока для такого вольтажа.
#16 Сусанин
ivn12 , этот походу импульсным варен, а по вашему аппарату думаю Сусанин скоро подтянется, поищите через форумный поисковик, словосочетение-Аврора оверман.
#17 Hlorofos
- Город: Донецк РФ
Видео сними, с того как заряжаешь катушку и подключаешь газ, ло сварки. Косяки как обычно нелепые!
#18 ivn12
спасибо друзья за ответы, теперь я хотябы понял про настройку давления газа на выходе!
Расстояние от сопла горелки до изделия?
У меня одни кадры примерно такой шов клали пытаясь варить как электродом. Проволока сантиметров на 30 вылезет и они ею пытаются варить что то.
Это было что-то!
Я смотрел обучающие видео по полуавтоматам, там расстояние примерно сантиметр (8-15мм на глаз), угол 45 градусов. Варил так же
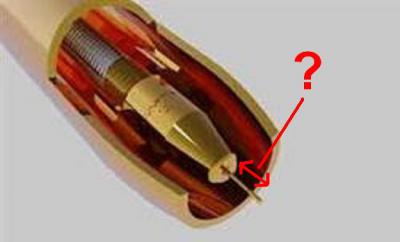
Единственное что меня еще сильно интересует – насколько глубоко должен быть утоплен медный наконечник внутри сопла? или быть на равне с ним? я купил новый 1.0мм наконечник, так вот он на равне с соплом горелки хорошо это или плохо я незнаю
Если бы еще кто-то скинул сюда конкретные настройки ТОКА, НАПРЯЖЕНИЯ и ИНДУКТИВНОСТИ для сварки 3мм металла для аппарата аврора оверман, то было бы замечательно. ну имею ввиду настройки от которых уже можно начинать вносить коррективы до получения хорошего шва
проволока ER-70S-6 (СВ082ГС) 1.0мм . Устанавливал катушку и протягивал ее согласно видео и разным статьям в интернете, здесь все нормально сделано и прижимной ролик тоже повернул канавкой под 1.0мм проволоку, поэтому в механизме подачи проволоки я уверен 100%
