Содержание
Экструдер – машина для производства длинномерных изделий из пластичных или сыпучих веществ. Аппарат пропускает загруженные материалы сквозь тонкое отверстие под высоким давлением, иногда с предварительным подогревом, что приводит к уплотнению вещества. Подобные машины нашли широкое применение в различных сферах производства.
Где используется экструдер
Экструдеры нашли широкое применение в различных отраслях современной промышленности. Их применяют для производства:
- Кормов для животных.
- Шоколадных батончиков.
- Макаронных изделий.
- Провода для 3D принтеров.
- Пластиковых труб.
- Профиля из поливинилхлорида.
- Полиэтиленовой пленки.
- Топливных брикетов.
Оборудование, работающее по типу экструдера, встречается повсеместно. Без него не обошлось производство гранулированного корма для животных, а также макарон, длинномерных пустотелых изделий из пластика и т.д. Системы, используемые для определенных целей, имеют небольшие отличия в техническом плане, но работает по одинаковому принципу.
Разновидности экструдеров по принципу работы
По принципу работы экструдеры разделяют на 3 вида:
Шнековый экструдер является самым распространенным. Он работает по принципу мясорубки. Внутри устройства имеется вращающийся шнек со спиралью, который захватывает загружаемый материал и продавливает его сквозь тонкое отверстие. В результате масса уплотняется и приобретает твердость. От создаваемого давления поднимается температура сырья, что способствует увеличению эффективности сварки компонентов. Подобные виды являются самыми дешевыми по сравнению с другими. Кроме конструкции с одним шнеком также существуют и двухшнековые экструдеры. Они создают еще более эффективное сжатие, но и стоят дороже. Подобные устройства обычно используют для производства кормов, а также различных изделий пищевой промышленности.

Плунжерные экструдеры в отличие от шнековых проводят точное дозирование материала, перед тем как задать ему определенную форму. Подобные устройства применяют для переработки резины или пластика.

Плоскощелевые экструдеры предназначены для производства рулонных изделий, таких как стрейч-пленка, пленка для теплиц, пластиковые и пропиленовые листы. В них подогретый и тягучий материал выдавливается сквозь плоскую широкую щель и быстро охлаждается, в результате чего тот сохраняет свою форму. Подача материала осуществляется с помощью гидравлического пресса, шнека, или другим механизмом.

Кормовые экструдеры
Кормовые экструдеры обычно представлены оборудованием со шнековой конструкцией. Они предназначены для переработки зерновых культур, а также травянистых растений в комбикорм. Существует две разновидности подобных систем. Первая просто осуществляет экструзию, давая на выходе длинную трубку, а вторая создает готовые гранулы.
Обычные экструдеры
Обычная экструзия позволяет перерабатывать цельное зерно в длинную хрустящую трубку, которая на выходе поддается дроблению в хлопья. Такой корм является более приемлемым, чем сырье загружаемое для переработки. Дело в том, что в результате сдавливания осуществляется прогрев массы. Это способствует уничтожению подавляющего большинства микроорганизмов, которые способны вызывать пищевые расстройства. Кроме этого питательные вещества запекаются как в духовке, что улучшает их усваивание организмом животного.

Фактически, благодаря экструзии можно используя такой же объем корма добиться более высоких показателей роста животных. Подобное оборудование имеет и недостаток. Получаемую в результате трубку зачастую необходимо разламывать на хлопья вручную. Также существует сложность в отмеривании порции. В зависимости от того насколько крупные хлопья, фактическая масса продукта в определенном объеме может отличаться. В связи с этим при отмеривании порции для кормления принято ее взвешивать, а не использовать мерную тару.
Грануляторные экструдеры
Экструдер работающий по принципу гранулятора является менее эффективным в плане обеззараживания загруженной массы. На выходе получаются мелкие гранулы, которые обладают высокой твердостью. Они не столь хрупкие, как пищевые трубки обычного экструдера. С целью повышения качества продукции зачастую осуществляется обработка сразу двумя способами экструзии. Сначала формируются хлопья, которые эффективно прожариваются, после чего применяется грануляторный экструдер.

Подобное оборудование работает по принципу мясорубки. Сквозь пресс-форму выдавливаются прутики корма, которые обрезаются вращающимся ножом. Благодаря этому получаются полностью идентичные друг другу гранулы. При использовании гранулярного экструдера загружается не цельное зерно, а ранее перемолотые смеси. Зачастую в их состав входят зерновые культуры, витамины, микроэлементы, травяная мука, а также сухое мясо, если речь идет о корме для собак, кошек или других плотоядных животных.
Экструдеры для пищевой промышленности
Особой популярностью экструдеры пользуются в пищевой промышленности. Подобные устройства используются для формирования различных продуктов. Они работают не только с сухими веществами, но и влажными. К примеру, такие изделия как крабовые или рыбные палочки делаются именно с помощью такого оборудования. Загруженная масса уплотняется и выдавливается. Подобные устройства зачастую работают без нагрева, просто уплотняя холодную массу. Множество батончиков и конфет также делаются по данному принципу. Выдавленные заготовки в последствии обливаются горячим шоколадом, благодаря чему грубая формовка экструдером незаметна.

Один из самых старых экструдеров, которые используются в пищевой промышленности, являются формовочные машины для производства макаронных изделий. Они также работают по шнековому принципу. Их конструкция практически ничем не отличается от кормового экструдера. При этом существует одно важное отличие. В них загружается не сухая масса, а готовое тесто из твердых сортов пшеницы. Ранее подготовленное и хорошо раскатанное с помощью валиков до однородной субстанции тесто продавливается сквозь формовочную головку, в результате чего получаются макаронные изделия. Далее вращающийся нож обрезает их на одинаковом расстоянии, после чего на конвейерную ленту падают уже готовые макароны.

Фармакологическое оборудование
Экструдеры нашли свое применение и в фармакологии. Многие таблетки, а также батончики гематогена сделаны именно с помощью подобного оборудования. В фармакологии, где очень важна дозировка, зачастую используется не шнековые, а плунжерные установки. Они позволяют с высокой точностью добиться того, чтобы каждая таблетка полностью соответствовала требуемой массе, поскольку даже сотая доля миллиграмма действующего вещества может иметь огромное значение в лечении.
Экструдеры для производства полимерных изделий
Экструдер стал находкой для промышленных предприятий, которые занимаются производством полимерных изделий. Себестоимость использования этого оборудования максимально выгодная. Оно стоит дешевле, чем установки действующие по другим принципам, а кроме этого обеспечивают вполне качественный результат. Экструдеры нашли свое применение в самых разнообразных сферах переработки полимеров.
Существуют устройства, которые предназначены для переработки вторсырья. Отработанные ПЭТ бутылки, пластиковые пакеты, и прочие изделия из полимеров измельчаются с помощью промышленных шредеров, после чего крошка загружается в экструдер для вторсырья. Он расплавляет массу и формирует из нее мелкие гранулы. Попутно данное оборудование может использовать краску, чтобы выровнять цвет всей массы. Полученные таким способом гранулы продаются на различные предприятия, которые делают из них канализационные трубы, тротуарную плитку, ведра и прочие изделия.
Стоит отметить, что экструдеры, которые используются для обработки полимеров, имеют более сложную конструкцию в сравнении с теми, что работает с пищевыми продуктами для людей или животных. Данные установки имеют дополнительную систему нагрева, которая обеспечивает текучесть пластика, доводя его консистенцию практически до состояния сгущенки. После выхода материала из такого экструдера обеспечивается дополнительное охлаждение. Это позволяет вернуть полимеру его нормальную твердость, что предотвращает нарушение заданной формы полученным изделием.

Самыми технически сложными являются экструдеры, которые занимаются изготовлением профиля для пластиковых окон, а также труб. После того как материал проходит сквозь пресс-форму, он обладает еще повышенной мягкостью, поэтому с помощью системы валиков пропускается через ванну для охлаждения. Также на подобной экструдерной линии устанавливается ультразвуковое оборудование для тестирования стенок изделий. В случае выявления пустот или тонких участков осуществляется предупреждение оператора о необходимости наладки.
Особого внимания заслуживают экструдеры предназначенные для производства пленок. Они имеют плоскую щелевую пресс-форму, сквозь которую выдавливается полиэтилен или другой материал. После прохождения сквозь формовочный пресс, масса приобретает плоскую форму и сразу же охлаждается вентиляторами. Она накручивается на валик до его заполнения. После этого пленка обрезается, и процесс начинается заново.

Подобные экструдеры особенно требовательные к загружаемому сырью. Оно не должно иметь никаких примесей. Если оборудование, которое занимается производством труб, может стерпеть мелкий сор, то на пленке это будет заметно. В связи с этим используя такой экструдер необходимо позаботиться о соблюдение чистоты на производстве.
 Развитие технического прогресса привело к появлению различных технологий, которые позволяют производить изделия, отличающиеся улучшенными эксплуатационными характеристиками. Одной из востребованных в настоящий момент является экструзия. Собой она представляет технологический процесс переработки пластмасс, из которых изготавливают разнообразные детали, а также производят различную профильную продукцию.
Развитие технического прогресса привело к появлению различных технологий, которые позволяют производить изделия, отличающиеся улучшенными эксплуатационными характеристиками. Одной из востребованных в настоящий момент является экструзия. Собой она представляет технологический процесс переработки пластмасс, из которых изготавливают разнообразные детали, а также производят различную профильную продукцию.
Сама технология состоит в приготовлении сплава из полимерных материалов с последующим его продавливанием через специальные насадки, которые придают ему определенную форму. Основным элементом линии по производству изделий из пластика является экструдер.
Принцип действия и конструкция
 Следует сказать, что экструзия является далеко не новой технологией. Ее история насчитывает более шести десятилетий. За это время было создано большое количество конструкций машин, с помощью которых обеспечивается ее реализация. Принцип действия этого прибора базируется на сути самого технологического процесса.
Следует сказать, что экструзия является далеко не новой технологией. Ее история насчитывает более шести десятилетий. За это время было создано большое количество конструкций машин, с помощью которых обеспечивается ее реализация. Принцип действия этого прибора базируется на сути самого технологического процесса.
Технологический процесс экструзии является сложным физико-химическим процессом, на который оказывают воздействие механические усилия в условиях высокой температуры и влаги. Нагрев продуктов переработки происходит благодаря тому, что возникающая при борьбе с внутренним трением, а также при пластических деформациях механическая энергия превращается в тепло.
В процессе экструзионной обработки существует несколько сменных параметров. К числу наиболее важных следует отнести:
При протекании экструзионного технологического процесса может происходить изменение:
- температуры материала;
- давления;
- интенсивности и длительности воздействия на исходное сырье.
Принцип работы экструдера
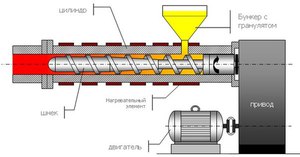
 Само по себе такое оборудование представляет электромеханическое устройство, основным предназначением которого является осуществление процесса формовки профильных деталей из пластика или его полуфабрикатов. В своем составе общее устройство экструдера для пластика содержит следующие компоненты:
Само по себе такое оборудование представляет электромеханическое устройство, основным предназначением которого является осуществление процесса формовки профильных деталей из пластика или его полуфабрикатов. В своем составе общее устройство экструдера для пластика содержит следующие компоненты:
- корпус системы нагрева полимерных материалов. В качестве основного источника тепловой энергии при осуществлении этого технологического процесса могут выступать обычные резистивные или индукционные системы. При использовании последних возникновение высоких температур происходит за счёт наведения на корпус высокочастотных индукционных токов Фуко;
- узел нагрузки. Через этот элемент в полость корпуса различными способами поступает исходное сырье;
- рабочий орган. Он создает в оборудовании необходимое давление, благодаря которому обеспечивается перемещение сырья непосредственно от узла загрузки до насадок, которые формуют из полимерных материалов готовые изделия. При использовании экструдера применяются разнообразные физические принципы, поскольку это устройство может иметь разные варианты исполнения — шнековый, дисковый, поршневый. В настоящий момент чаще других применяются шнековые экструдеры;
- экструзионная головка. По-другому специалисты называют ее фильерой. Именно она обеспечивает форму изделий, которая получается по завершении технологического процесса;
- механический привод. В этом оборудовании он представлен двигателем и редукторной системой. Благодаря ему обеспечивается создание и передача необходимого усилия на рабочий орган;
- система контроля и управления. Благодаря ей обеспечивается поддержание необходимого технологического режима.
В качестве исходного материала обычно выступают гранулы и порошок. Они загружаются в оборудование, а далее под действием рабочего органа происходит их перемещение в рабочую зону корпуса. Там под воздействием давления, силы трения и температуры подаваемое извне исходное сырье нагревается, а в процессе его плавления возникает состояние, которое требуется по условиям технологического процесса.
Во время движения исходного сырья в полости корпуса происходит его тщательное перемешивание до состояния однородной гомогенизированной массы.
В условиях высокого давления происходит продавливание расплава при помощи формующих головок и сетчатых фильтров. В результате обеспечивается окончательная гомогенизация и придание материалу заданного профиля.
После этого материал естественным образом охлаждается или же применяется принудительный способ с последующей полимеризацией. В конечном итоге получаются изделия, имеющие необходимую конфигурацию и обладающие заданными механическими и физическими свойствами.
Виды экструдеров
Современные модели экструзионных установок могут различаться между собой как конструкцией рабочего органа, так и назначением.
Одношнековый
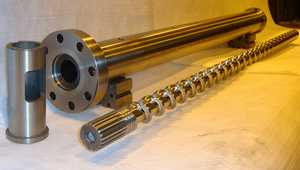 Среди всех разновидностей экструзионного оборудования наиболее распространенным является шнековое. Такие машины удовлетворяют всем требованиям экструзионного процесса. В этих агрегатах в качестве основного рабочего органа применяется шнек. Специалисты называют его винтом Архимеда. Многие прекрасно знают этот рабочий элемент по домашним мясорубкам.
Среди всех разновидностей экструзионного оборудования наиболее распространенным является шнековое. Такие машины удовлетворяют всем требованиям экструзионного процесса. В этих агрегатах в качестве основного рабочего органа применяется шнек. Специалисты называют его винтом Архимеда. Многие прекрасно знают этот рабочий элемент по домашним мясорубкам.
При использовании экструдера для производства изделий из пластмассы лопасть шнека захватывает сырье в зоне загрузки, а далее происходит его последовательное перемещение по всей длине цилиндра корпуса, начиная от зоны нагрева через участок гомогенизации и формовки. В зависимости от особенностей технологической карты, которую имеет оборудование, а также вида используемого для производства изделий исходного сырья шнеки могут предусматривать несколько вариантов исполнения — конические, цилиндрические и нормальные быстроходные.
Также могут использоваться шнеки, которые сужаются к выходу. Для этого оборудования в качестве главного параметра специалисты рассматривают соотношение рабочего диаметра шнека и его длины. Также различаются шнеки по шагу витков и их глубине.
Главный недостаток одношнекового экструдера заключается в том, что не всегда имеется возможность для их применения. Например, если в качестве исходного сырья выступают порошковые полуфабрикаты, то наличие одного винта в составе оборудования не позволяет справиться с перемешиванием массы в процессе ее расплавления и последующей гомогенизации. В таких случаях выбор делают в пользу двухшнековых экструдеров.
Двухшнековый
 Особенность этого оборудования состоит в том, что в нём винты сцеплены между собой. Поэтому при использовании таких экструдеров имеется возможность совершения шнеками параллельных и встречных вращательных движений. Эти рабочие части оборудования могут быть прямыми или коническими.
Особенность этого оборудования состоит в том, что в нём винты сцеплены между собой. Поэтому при использовании таких экструдеров имеется возможность совершения шнеками параллельных и встречных вращательных движений. Эти рабочие части оборудования могут быть прямыми или коническими.
Использование подобных машин приводит к тому, что в процессе разогрева исходного сырья его смешивание и гомогенизация осуществляется более тщательно. В конечном итоге на головку для формования изделий поступает однородная и дегазированная масса.
Необходимо отметить следующий момент: в отдельных технологических процессах могут использоваться экструдеры, имеющие большее количество шнеков — до 4. Помимо этого нередко применяется планетарный автомат, когда число шнеков, вращающихся вокруг центрального винта, доходит до 20.
Необходимость в применении такого оборудования возникает при использовании в качестве исходного сырья отдельных видов пластиков, которые в условиях воздействия высоких температур имеют склонность к разрушению. Говоря другими словами, могут лишаться своих основных физических качеств. Таким образом, использование подобных экструдеров обеспечивает нагрев сырья за счет силы трения и высокого давления.
Производство ПВХ-профилей
В настоящий момент востребованным видом изделий являются пластиковые и композитные профили. В большинстве случаев производители изготавливают их, используя метод экструзии. Для изготовления такой продукции в зависимости от применяемого материала, а также сложности и формы изделия задействуются одно- или двухшнековые аппараты, которые имеют соответствующие формовочные головки.
 Ассортимент выпускаемых с использованием экструдеров изделий довольно широкий, начиная от тонких нитей и полос и заканчивая листами крупных панелей, которые имеют профиль сложной геометрии. Пластиковые окна и двери, выпускаемые сегодня многими компаниями, собираются с использованием именно ПВХ-профилей, которые изготовлены на экструзионном оборудовании.
Ассортимент выпускаемых с использованием экструдеров изделий довольно широкий, начиная от тонких нитей и полос и заканчивая листами крупных панелей, которые имеют профиль сложной геометрии. Пластиковые окна и двери, выпускаемые сегодня многими компаниями, собираются с использованием именно ПВХ-профилей, которые изготовлены на экструзионном оборудовании.
При производстве ПВХ-профилей многие производители добавляют в полимерный состав специальные компоненты, что дает возможность изготовления сложных композитов. Например, сегодня многие производители выпускают дерево-пластиковые изделия, которые довольно часто используются для изготовления разных строительных конструкций.
Изготовление труб
 В такой сфере, как производство трубных изделий важным условием является отсутствие пузырьков газа в гомогенизированной смеси. По этой причине экструдеры, которые задействуются при производстве такой продукции, производители оснащают системами дегазации. В большинстве случаев применяются шнековые установки. Помимо прочего используют барьерные шнеки, благодаря которым обеспечивается надежное разделение твердого полуфабриката от полностью расплавленного. За счет этого достигается сохранение однородности состава, что положительным образом отражается на качестве выпускаемой трубной продукции и её эксплуатационных характеристиках.
В такой сфере, как производство трубных изделий важным условием является отсутствие пузырьков газа в гомогенизированной смеси. По этой причине экструдеры, которые задействуются при производстве такой продукции, производители оснащают системами дегазации. В большинстве случаев применяются шнековые установки. Помимо прочего используют барьерные шнеки, благодаря которым обеспечивается надежное разделение твердого полуфабриката от полностью расплавленного. За счет этого достигается сохранение однородности состава, что положительным образом отражается на качестве выпускаемой трубной продукции и её эксплуатационных характеристиках.
Экструдеры для полиэтилена
 Все плёнки, изготовленные из полимерных материалов, производятся компаниями исключительно с использованием способа экструзии. Для производства подобной продукции применяется выдувной экструдер. У оборудования, используемого для производства стрейч-пленки, формовочный узел может иметь вид узкой щели. При применении такого оборудования на выходе получается однослойная пленка, которая имеет необходимые параметры толщины и ширины.
Все плёнки, изготовленные из полимерных материалов, производятся компаниями исключительно с использованием способа экструзии. Для производства подобной продукции применяется выдувной экструдер. У оборудования, используемого для производства стрейч-пленки, формовочный узел может иметь вид узкой щели. При применении такого оборудования на выходе получается однослойная пленка, которая имеет необходимые параметры толщины и ширины.
В отдельных моделях могут использоваться круглые щелевые фильеры большого диаметра. При использовании мини-экструдеров можно получить пленку с шириной рукава до 300 мм и с параметром толщины 600 мкм. Такие устройства обладают компактными размерами, что обеспечивает возможность их установки даже в небольшом по площади помещении.
Экструзионные линии
В условиях промышленных предприятий экструзионное оборудование следует рассматривать в качестве главного компонента линии по осуществлению этого процесса. Помимо основного оборудования — экструдера она включает и целый набор других механизмов и устройств:
- намоточные и отрезочные механизмы. Они используются для приведения изделий в необходимый для складского хранения и транспортировки вид;
- маркирующие и ламинирующие системы различного принципа действия;
- механизмы протяжки готовых профилей;
- система охлаждения. Её установка выполняется на выходе экструдера, чтобы повысить скорость процесса полимеризации готовых изделий. Эти системы могут быть различного типа — воздушные или в виде охлаждающей ванны;
- система подготовки и загрузки сырья. В отдельных случаях полуфабрикат необходимо предварительно подвергнуть процедуре просушивания и последующей калибровке перед тем, как подавать его в загрузочный бункер.
В составе оборудования могут использоваться и другие механизмы, а также применяться технологические устройства для автоматизации непрерывного процесса производства.
Подводя итоги
Экструзионная технология является довольно популярной в настоящее время. Ее используют при производстве различных изделий. В основном она применяется для изготовления продукции из пластика. Знакомые каждому в нашей стране пластиковые окна и двери изготавливают с использованием этого процесса. Для производства продукции используется такой прибор, как экструдер. Это оборудование отличается несложным устройством, поэтому изготовить экструдер для пластика своими руками — вполне осуществимая задача.
Особенность этого процесса заключается в предварительном подогреве сырья, которое потом подвергается процедуре плавления в условиях определенного температурного режима и давления. Далее полимерная масса продавливается через формовочные насадки, что и позволяет получить изделия с нужными физическими и качественными характеристиками.
 В практике производственной деятельности небольших предприятий, занимающихся упаковкой различной продукции, а также при прокладке пластиковых труб необходим инструмент, при помощи которого можно было бы надёжно соединять между собой материалы, имеющие низкую температуру плавления. Класс таких материалов велик – это полиэтилен низкого давления (ПНД), полихлорвинил (ПВХ), полипропилен и т. д. Со всеми этими работами справляется ручной сварочный экструдер.
В практике производственной деятельности небольших предприятий, занимающихся упаковкой различной продукции, а также при прокладке пластиковых труб необходим инструмент, при помощи которого можно было бы надёжно соединять между собой материалы, имеющие низкую температуру плавления. Класс таких материалов велик – это полиэтилен низкого давления (ПНД), полихлорвинил (ПВХ), полипропилен и т. д. Со всеми этими работами справляется ручной сварочный экструдер.
Конструкция и принцип работы
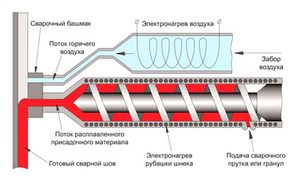
Ручной сварочный экструдер представляет собой термомеханической устройство, последовательно осуществляющее два процесса – нагрев легкоплавящегося пластика до вязкого состояния, и последующего выдавливания массы на поверхность в зоне стыка. Там ПНД, ПВХ и прочие легкоплавкие пластические массы застывают, образуя прочный сварочный шов.
Для компактности и удобства использования рассматриваемая техника обычно оформляется в виде пистолета с ручкой (в которой монтируется приводной электродвигатель) и верхней насадкой для нагрева рабочей смеси. Состоит сварочный экструдер из следующих узлов:
- Электромотора.
- Питателя.
- Экструзионной камеры.
- Дробильного шнекового устройства.
- Камеры для расплавления пластика.
- Термонагревателя.
- Сварочного сопла.
- Системы управления.

Для функционирования устройство предварительно заправляется присадочным прутком из того материала, которым будет выполняться сварка. Процесс происходит следующим образом. На верхней панели экструдера размещается приёмная втулка с отверстием, куда пропускается присадочный пруток. Заправка должна быть такой, чтобы свободный конец прутка попал в зону его захвата шнеком. При включении электродвигателя происходят два процесса: нагрев присадочного прутка концентрированной струёй горячего воздуха, и – спустя некоторое время, которое определяет датчик прибора – подача прутка в зону его измельчения.
Там вращающийся шнек выполняет дробление пластика прутка, превращая его в гранулированную массу. Последняя при нагреве плавится, и, перемещаясь далее, попадает в зону плавления. В этой зоне гранулят уже механически и гомогенно однороден. Под воздействием давления от шнека, он проходит в сварочную зону, поступает в сварочное сопло и в процессе прижима к поверхности свариваемых изделий выдавливается наружу однородной полосой, ширина которой зависит от конфигурации сопла. Поскольку внешняя температура намного меньше той, что создаётся термонагревателем, то материал присадочного прутка мгновенно застывает, образуя сварочный шов.

В менее компактных, но более производительных моделях экструдеров, нагрев присадочного прутка выполняется при помощи внешнего термонагревателя, а воздух туда подаётся от небольшого компрессора. Конструктивные различия могут иметься и в способе нагрева присадочного материала: иногда нагрев производится кольцевыми нагревательными элементами, коаксиально размещёнными в корпусе термонагревателя.
Система управления ручным сварочным экструдером выполняет следующие функции:
- Предварительную установку температуры нагрева, которая определяется температурой плавления пластика (как известно, ПНД плавится при 120…130ºС, ПВХ – при 150…220ºС, а полипропилен – при 170…190ºС).
- Включение термонагревателя;
- Запуск привода шнекового измельчителя;
- Блокировку «холодного старта», когда шнек может перемещать ещё неоднородный присадочный материал;
- Отключение термонагревателя при ещё вращающемся шнеке, что исключает прилипание остатков гранулята в сварочной камере.
Производители сварочных экструдеров
Наибольшей популярностью в данном сегменте рынка пользуются следующие устройства:
- От торговой марки Munsch (Германия). Потребительские преимущества – удобство крепления всех узлов (что повышает ремонтопригодность), нетребовательность к размерам присадочного материала, наличие функции раздельного нагрева (полезно при использовании экструдера вне помещений в холодное время года), удобный набор сменных насадок, совершенная система управления и контроля. Плюс — традиционно высокое немецкое качество изготовления и сборки.
- От торговой марки Leister (Швейцария). Производитель выпускает широкую линейку типоразмеров сварочных экструдеров: от небольших, производительностью до 0,8…1,2 кг/ч, до профессиональных, рассчитанных на переработку до 6 кг/ч. Устройства оснащаются современной системой управления и мониторинга за ходом сварки, эргономичны в употреблении. Качество также находится на высоком уровне. Есть специальная линейка аппаратов для сварки линолеума.

- От торговой марки Dohle (Германия). Фирма известна как производитель строительных фенов, однако в последнее время активно позиционирует себя и в качестве изготовителя ручных сварочных экструдеров. В отличие от вышеперечисленных брендов, использует для привода покупные электродвигатели. Выпускает самый малогабаритный экструдер производительностью всего 0,5 кг/ч, который комплектуется шлангом и встроенным мини-компрессором.
- От торговой марки Stargun (Италия). При малом диапазоне моделей экструдеры этой фирмы отличаются мощностью привода, и рассчитаны на использование преимущественно в профессиональных условиях. Изюминкой аппаратов является возможность локальной подсветки зоны сваривания.
- Отечественные экструдеры типа РСЭ. Оснащаются приводом подачи присадочного материала, включают в себя большинство тех же опций, что уже были перечислены выше.
Цены на экструдеры зависят от их функциональности и производительности. В среднем стоимость отечественных устройств составляет от 30000 до 55000 руб., импортных – от 50000 руб. и более.