Содержание
- Методы гибки труб в домашних условиях
- Применение горячего метода
- Используем наполнители — песок и воду
- Применение шаблонов
- Валки
- Пружины
- Простые способы гибки труб
- Основные трудности при изгибании труб
- Варианты гибки трубы по шаблону
- Варианты гибки трубы по роликам
- В чем сложность сгибания профильных труб
- Принцип использования трубогиба
- Можно ли согнуть трубу в домашних условиях
- Альтернативные способы сгибания
- Необходимые приспособления
При установке водопровода и систем отопления, в ходе их ремонта возникает потребность в изгибе труб. Для сгиба изделий из металла различного сечения используют трубогиб. Очень часто при выполнении монтажных работ на даче и дома своими руками под рукой отсутствуют нужные инструменты, а приобрести заготовки с нужным углом изгиба не всегда получается. Рассмотрим, как согнуть трубу в домашних условиях без трубогиба.
Методы гибки труб в домашних условиях
Существует много методов выгибания металлопроката. Выбор способа зависит от материала детали и ее диаметра. Сложнее всего согнуть металлические толстостенные заготовки. Остановимся подробнее на наиболее действенных способах для стальных и алюминиевых конструкций.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.

Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Применение шаблонов
При необходимости прогиба в нескольких плоскостях либо под разным радиусом для сверки используют шаблон. Его изготавливают из проволоки. В качестве рисунка можно использовать саморезы. Их применяют для криволинейных перегибов. Саморезы вкручивают в жесткое основание, придавая нужную конфигурацию.

Выгибание выполняют постепенно, прикладывая изделие к шаблону для сверки. Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
- 90⁰ —6 диаметров;
- 60⁰ —4 диаметра;
- 45⁰ —3 диаметра.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины. Если поверхность перегрелась, ее осторожно остуживают водой.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.

Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Пружины
Метод хорошо зарекомендовал себя для деталей с квадратным сечением, но пригоден он и на трубах другой конфигурации. Необходима пружина такой же формы, как и сам профиль.
Пружинный механизм можно изготовить из твердой стальной проволоки. Диаметр прутка зависит от толщины стенок. Пружину подбирают в соответствии с сечением детали, свободно входить внутрь и выниматься. Перед выгибанием металл прогревают, затем прогибают, удерживая клещами.
Важно! Откорректировать радиус прогиба можно болванкой.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию.
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе.
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева. Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
При прокладке и ремонте трубопроводных систем горячего и холодного водоснабжения, возведении перекрытий металлоконструкций и т.д. вопрос — как согнуть профильную трубу без трубогиба в домашних условиях часто становится проблемным. Не приобретать же технику, которая будет использоваться несколько раз в году? Между тем, проблема решается, причем даже в нескольких вариантах.
Основные трудности при изгибании труб
Как согнуть трубу без трубогиба в домашних условиях? Как известно, труба (при любом профиле своего поперечного сечения) обладает повышенным значением момента сопротивления.  Поэтому бесхитростная гибка такой заготовки с применением кувалды и толстого листа стали в качестве опоры, скорее всего, приведет к грубой деформации материала. Деталь согнуть удастся, но пропускная способность сечения резко уменьшится, поэтому таким образом можно изгибать изделия, во-первых, не претендующие на должный товарный вид, а во-вторых, не предназначенные для прокачки жидкостей. Кроме того, при малых радиусах гиба на изделии будут образовываться складки, которые в дальнейшем становятся концентраторами напряжений. Именно там долговечность такой кустарно согнутой заготовки и окажется минимальной.
Поэтому бесхитростная гибка такой заготовки с применением кувалды и толстого листа стали в качестве опоры, скорее всего, приведет к грубой деформации материала. Деталь согнуть удастся, но пропускная способность сечения резко уменьшится, поэтому таким образом можно изгибать изделия, во-первых, не претендующие на должный товарный вид, а во-вторых, не предназначенные для прокачки жидкостей. Кроме того, при малых радиусах гиба на изделии будут образовываться складки, которые в дальнейшем становятся концентраторами напряжений. Именно там долговечность такой кустарно согнутой заготовки и окажется минимальной.
Как согнуть профильную трубу в домашних условиях? Для успешной деформации следует каким-то образом уравновесить напряжения, которые возникают на внешнем плече гиба, и не уравновешиваются внутренними силами в середине сечения. Эти силы зависят от:
- Плеча гиба: с уменьшением расстояния до торца изгибаемого изделия искажения увеличиваются.
- Пластичности материала. Легче всего изгибу поддаются алюминиевые трубы, несколько хуже — латунные, и совсем уж плохо обстоит дело с гибкой стальных холоднокатаных труб. Важным является и химсостав материала — низкоуглеродистые стали (например, из стали Ст.3 или стали 08кп) горячей прокатки гнутся легче, чем, например, изделия из стали 45 или Ст.5.
- Температуры в зоне гиба. Как известно, пластичность стали увеличивается в результате ее предварительного отжига. Поэтому конечный результат будет удачнее, если деформируемый участок вначале подогреть паяльной лампой, а затем уже изгибать.
- Радиуса гибки. Если трубы, которые предстоит изогнуть, имеют весьма большое значение данного параметра, то изгиб в одной плоскости вообще не потребует каких-либо приспособлений.
- Количества плоскостей готового изделия. При одноплоскостной гибке усилия значительно меньше.
Таким образом, перед выбором способа как согнуть трубу в домашних условиях желательно знать марку материала, по эскизу конечного изделия рассчитать длину исходной заготовки и соотнести физико-механические свойства материала с требуемыми значениями радиуса гиба.
Варианты гибки трубы по шаблону
Как согнуть профильную трубу без трубогиба? Наиболее просто выполнить это с деталью небольшой длины, профиль сечения материала при этом особого значения не имеет.
Последовательность работ такова. Изготавливается сравнительно несложное приспособление, схема которого приведена здесь:

Шаблон включает в себя следующие детали:
- Прочное и массивное основание (подойдет любая стальная пластина толщиной от 32 мм и размерами, достаточными для удобного деформирования). Можно использовать списанную плиту от стола фрезерного станка, плиту УСП и подобные им конструкции;
- Две контурные пластины, конфигурация которых соответствует нужному радиусу гиба. Их желательно изготовить из материала, прочность которого выше материала заготовки не менее, чем втрое. Особенно тщательно следует изготовить сам контур: малейшие заусенцы или подрезы приведут к зажимам деформируемого материала, вплоть до трещинообразования;
- Четыре угловых скобы, которыми контурные пластины будут прикреплены к основанию. Зазор между ними должен быть равен внутреннему диаметру трубы.
- Струбцину с одного из торцов основания, при помощи которой заготовка будет зафиксирована относительно плоско-параллельных пластин;
- Крепежного хомута, который устанавливается в верхней точке пластин и прижимает пока еще ровную трубу к профилю.
Как гнуть профильную трубу? Гибка по шаблону происходит следующим образом. Один из концов изделия зажимается струбциной, после чего заготовка хомутом закрепляется в верхней части. В противоположный конец вставляется стальной стержень, диаметр, либо профиль которого должен как можно более точно соответствовать внутреннему профилю изгибаемой заготовки. Глубина, на которую вводится стержень, должна более чем в два раза превышать внутренний размер трубы. После этого к стержню прикладывается необходимое усилие и производится изгиб. Высокопластичные металлы можно таким способом согнуть за один переход, в остальных случаях деформирование производят постепенно, следя за возможным возникновением трещин в заготовке. Сгибая так короткие трубы, длиной не более 1000 мм, и при радиусах гиба не менее 100…150 мм, можно получить удовлетворительный результат.
Шаблоны для того, чтобы гнуть профильную трубу своими руками, могут не иметь постоянного контакта с поверхностью конечной детали, достаточно расположить их на расстоянии, при котором прогиб части длины трубы будет отсутствовать. Такие шаблоны чаще всего являются частью будущей металлоконструкции с участием гнутой трубы. Они опирают изделие своими торцевыми частями, причем их высота должна быть точно выверена с будущим профилем конструкции. Метод позволяет согнуть (правда, по большому радиусу) весьма длинные трубчатые заготовки практически не прилагая значительных усилий и даже специальных устройств. Способ, как согнуть металлическую трубу (квадратную или круглую), наглядно иллюстрируется на этом видео:
Важно, что один из концов заготовки также должен быть надежно зафиксирован. Места контакта шаблонов сразу же привариваются. При этом возникают остаточные напряжения, но их уровень незначителен, и на работоспособность не влияет.
Варианты гибки трубы по роликам
Способы гибки труб с применением роликов потребуют изготовления оснастки. В ее конструкцию входят:
- Прямоугольная рама из стальных швеллеров.
- Пара консольно расположенных сменных роликов. Их диаметр должен соответствовать внешнему диаметру трубы, а опора должна иметь возможность перемещаться в пазах на раме: этим достигается некоторая универсальность приспособления.
- Нажимной элемент, который устанавливается посередине. Он может заканчиваться плоской призмой, но лучше и здесь предусмотреть стальной ролик: в этом случае обхват деформируемой части заготовки будет надежнее, да и качество гиба также улучшится.
- Регулируемые по высоте направляющие, по которым может перемещаться нажимная призма или ролик. Оптимальный вариант — применение упорной резьбы и рукоятки, вращением которой можно перемещать нажимной элемент на необходимое расстояние.

Для облегчения работ по гибке металлической трубы в домашних условиях можно предусмотреть цепной механизм вращения роликов, в этом случае процесс будет производиться непрерывно, практически в полуавтоматическом режиме. Соответствующее устройство показано здесь:
Но можно обойтись и более простым вариантом, с перемещением роликов вручную.
Профиль трубы влияет только на рабочее сечение подающих роликов. При этом ролики желательно разместить в подшипниковых узлах.
Интересный (и вполне реализуемый в бытовых условиях) вариант гибки труб в домашних условиях без применения трубогиба представлен на видео:
Здесь для создания усилия деформирования используется обычный домкрат. При этом расширяются технологические возможности приспособления и облегчается сам процесс деформации.
При наличии роликового приспособления для гибки деформация внутренней части полуфабриката неизбежна. Как правильно поступить? Используют следующие приемы и способы гибки труб:
- Засыпка внутрь изгибаемой заготовки сухого мелкозернистого песка. Торцы трубы заглушают (пробками или сваркой), после окончания гибки песок высыпают;
- Гибка изделия с замерзшим внутри него льдом (понятно, что так можно гнуть заготовку лишь при минусовых температурах);
- Размещение внутри заготовки жесткой пружины с внешним диаметром, который соответствует внутреннему диаметру трубы.
Все эти способы создают необходимое противодавление, результатом которого является сохранение конфигурации заготовки после ее деформирования. Усилие гибки труб при этом, естественно, возрастает. Это компенсируют удлинением рычага, которым выполняется изгиб материала.
С необходимостью сгибания профильных труб в быту не приходится сталкиваться часто. Перед такой задачей чаще всего оказываются владельцы дачных участков или частных домов – люди, привыкшие все делать собственными руками.
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.

Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
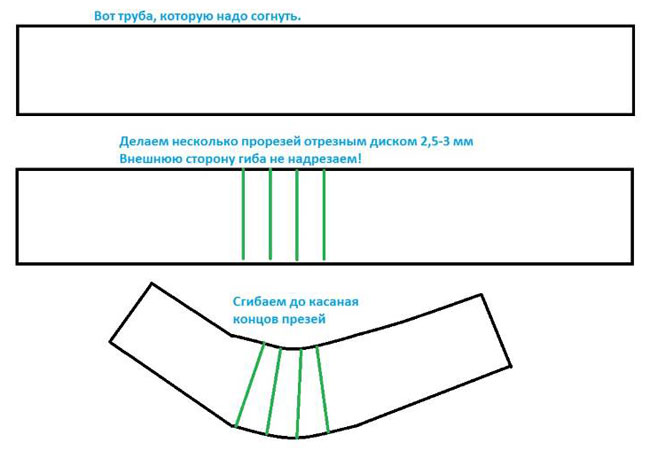
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
