Содержание
- Сущность процесса газовой сварки
- Назначение и область применения
- Плюсы и минусы газовой сварки
- Оборудование и материалы для газовой сварки
- Виды и назначение используемых газов
- Как выбрать газ в зависимости от вида металла
- Газовая сварка: какие газы используются
- Ацетилен
- Кислород
- Углекислый газ
- Защитные элементы
Одним из широко распространенных видов соединения деталей из металлов и сплавов является газовая сварка. Она относится к группе, которая называется сваркой плавлением. По своей популярности она уступает первое место дуговой сварке. Для реализации процесса применяется так называемый сварочный газ. Его получают в готовом виде или в результате химических реакций. Особенности сварки заключаются в следующем:
- применяют различные газовые смеси;
- с ее помощью получают торцовые и стыковые швы.
Сущность процесса газовой сварки
Газопламенная сварка, или просто газовая, предполагает соединение двух деталей или листов металла с помощью создания расплавленных кромок с последующей диффузией основного металла с добавочным (припоем). Для этого в области шва создается высокотемпературная область благодаря горению определенного газа с заданной скоростью. Газовая сварка и резка металла производится за счет экзотермической реакции процесса горения подаваемой газовой смеси с жидким (расплавленным) металлом.

Для создания необходимой температуры горения используют смесь кислорода и одного из горючих газов. Одновременно подаются в газовый смеситель от отдельных источников. После смесителя их искусственно поджигают. Технология газовой сварки предполагает регулировку объема каждого компонента. Это создает наилучшие условия проведения сварки и резания металла. Такой принцип применяется во всех газопламенных агрегатах.
В практической деятельности применяют два способа: левый и правый. Первый предполагает движение горелки от правого края детали к левому. Сформированную струю направляют на присадочную проволоку, которая двигается перед пламенем. В этом случае обзор шва и кромки металла удобнее. Качество шва и его внешний вид получается лучше. Данным способом сваривают тонкие листы, небольшие детали, изделия из легко плавящихся материалов.
По второму способу сварка проводится в обратном направлении – от левого края к правому. Присадочную проволоку медленно перемещают за пламенем горелки, которое направляют на определенный участок. Обеспечивается лучшая глубина воздействия на края металла, улучшается схватывание за счет медленного остывания и постепенной кристаллизации расплавленного края. Данный метод позволяет получить меньшее рассеивание теплоты, что обеспечивает получение наклонных кромок в 70°. Такой угол способствует снижению объема наплавленного металла, повышению производительности, снижению расхода газовой смеси, припоя и флюса. Благодаря таким возможностям его применяют для сварки металла толще пяти миллиметров.
В обоих способах, кроме продольного движения струи пламени, делают небольшие поперечные движения. Они позволяют лучше прогревать поверхность металла, близкую к краю, и обеспечить надежное сваривание.
Назначение и область применения
Применение газового сварочного аппарата позволяет проводить следующие операции:
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.
Пайка производится благодаря нагреву спаиваемых деталей и расплавлению припоя с добавлением флюса. В этом случае происходит поверхностная диффузия на стыках детали с расплавленным припоем. После остывания получается надежный и эстетичный шов, который можно подвергать обработке.
Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
Плюсы и минусы газовой сварки
Газовая сварка, как и другие виды, обладает своими достоинствами и недостатками.
Профессионалы отмечают следующие плюсы:
- доступность применения (сварочные работы можно производить в любом месте без привязки к сложному технологическому оборудованию и стационарным источникам энергии);
- обеспечение широкого диапазона температур плавления;
- возможность сварки большого количества разных по свойствам металлов: от чугуна до цветных сплавов;
- при правильном подборе вида пламени и скорости горения совместно с соответствующим припоем и флюсом добиваются качественных и надежных швов;
- последовательные нагрев и остывание не позволяют образовываться трещинам и пустотам, нарушающим целостность соединения;
- транспортировать газовый аппарат достаточно просто;
- себестоимость сварочных работ невысокая (не требуется дорогого сложного оборудования).
- создается обширная площадь нагрева (может привести к повреждению близлежащих термонестойких элементов конструкции);
- увеличение толщины заготовки приводит к существенному снижению производительности операции (применение данной технологии для листов или деталей, толщина которых превышает пять миллиметров, становится нерентабельным);
- имеет ограничение по применению (проведение сварочной операции внахлест нецелесообразно в связи с высокой вероятностью создания неблагоприятных напряжений в металле, которые могут привести к деформации или разрушению места стыка);
- реализация этой технологии плохо поддается автоматизации;
- высокая опасность пожара и взрыва используемых компонентов при хранении и переноске к месту проведения работ.
Оборудование и материалы для газовой сварки
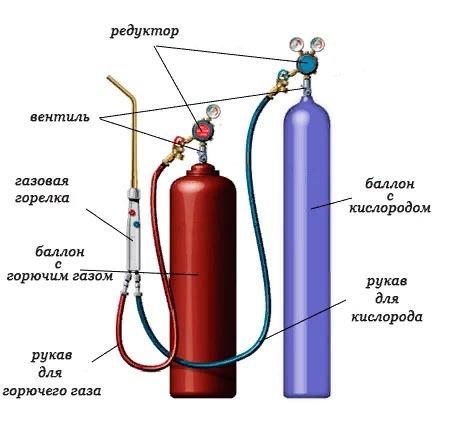
Проведение работ предполагает подключение целого набора комплектующих элементов. Газосварочное оборудование включает:
- газовый генератор, являющийся источником ацетилена;
- баллон с кислородом (для обеспечения процесса горения);
- газовый редуктор;
- комплект предохранительных клапанов (позволяют повысить безопасность применения газового оборудования);
- специальный газовый шланг для подачи соответствующего газа (для каждого вида рукава имеют свою конструктивную особенность, замена одного на другой категорически запрещена);
- газовая горелка;
- различные виды припоев и флюсов.
Для удобства применения оборудование для газовой сварки размещают на специальной тележке. Это позволяет придать всей конструкции определенную мобильность и облегчить транспортировку от одного объекта к другому.
Горелки подразделяются на два типа: обычные и инжекторные. При использовании газовой горелки необходимо контролировать скорость выхода газа, длину пламени и создаваемую температуру. Флюс для выполнения сварки выбирают на основании известных характеристик металла и требуемых задач. В качестве припоя используется проволока. Она служит источником дополнительного металла при сварке. Применение присадочного материала позволяет качественно выполнить сварку и получить надежное соединение.
При проведении операции резания металла вместо горелки применяют газовый резак. Кроме основного оборудования, сварочный пост оснащается набором слесарного инструмента, необходимого в процессе проведения работ.
Проволока и флюс
Для соблюдения технологии сварки применяется специальная проволока. Ее называют присадочной, а диаметр выбирается в зависимости от толщины детали и способа сварки. Для правого метода диаметр должен быть равен половине толщины детали, для левого – половине плюс единица. В зависимости от марки материала применяют конкретный вид проволоки, например марганцевую или кремнемарганцевую. Правильный выбор производится на основании существующих таблиц. Вся проволока выпускается в мотках с соответствующей маркировкой. Для сварки цветных металлов выпускают присадочные прутки или полосы.
В качестве флюса применяют специальные химические составы на основе борной или кремниевой кислоты с соответствующими добавками. Они выпускаются в форме паст, порошков, растворов. Для получения наилучшего эффекта такие растворы изготавливают самостоятельно.
Виды и назначение используемых газов
Газ выбирают в зависимости от технических условий процесса сварки и резания металла.
В качестве основных газов для создания горючей смеси применяют:
- кислород (служит катализатором плавления и поддержания стабильности процесса горения);
- ацетилен (это смесь водорода и кислорода с содержанием аммония, полученная в результате химической реакции диссоциации);
- метан;
- пропан.
Кислород бывает трех категорий: высшей, первой и второй. Категория зависит от процентного содержания кислорода. Чистота газа влияет на качество сварки, особенно на процесс резки. Смеси ацетилена и кислорода хранятся в баллонах или получаются в газогенераторе.
Как выбрать газ в зависимости от вида металла
На правильный выбор требуемого газа основное влияние оказывает толщина листа металла, с которым предстоит работать. Такой выбор легко сделать, обратившись к соответствующим таблицам. Они составлены на основе расчетов и учета опыта применения газов в различных условиях. Например, для сварки листов углеродистой стали целесообразно применять смесь аргона и диоксида углерода с последующим добавлением кислорода.
Имеете опыт работы с газовой сваркой? Обязательно поделитесь им в комментариях к данной статье!
Для сварки металлических деталей и конструкций специалисты и любители используют несколько видов газов:
- аргон;
- гелий;
- углекислый газ;
- сварочная смесь, в состав которой в различных сочетаниях и пропорциях входит кислород, водород и азот.
В процессе сварки газ используется для вытеснения воздуха из рабочей зоны, контроля окислительного процесса и повышения качества сварного шва.
Перед началом работы нужно выяснить, какие газы нужны для сварки конкретного металла в конкретных условиях. Используемый газ может оказывать позитивное или негативное воздействие на конечный результат, поэтому при выборе газа или смеси нужно учитывать следующие факторы:
- аргон применяется для сварки химически активных металлов, а его теплопроводные свойства позволяют сформировать глубокий и узкий шов. С аргоном производится дуговая сварка TIG любых металлов и MIG сварка цветмета;
- гелий подходит для аргонодуговой сварки цветных металлов. Если аргон обладает низкой теплопроводностью, то гелий наоборот – хорошо проводит тепло и ионизируется, вследствие чего можно получить широкий шов;
- углекислый газ незаменим при полуавтоматической короткодуговой сварке и сварке с применением порошковой проволоки. Углекислый газ можно использовать в чистом виде, без разбавления инертным газом. СО2 – наиболее дешевый газ, обеспечивает хорошую плавку твердых металлов, однако сварка со струйным переносом с этим газом невозможна;
- кислород обладает повышенными экзотермическими способностями. Его характерный «почерк» — появление узора «шапка гвоздя» на сварочном шве;
- в результате применения водорода с аустенитными нержавеющими сталями с целью удаления оксида образуется широкий шов. В процессе плазменной резки использование водорода сокращает количество шлака и увеличивает мощность. Водород может вызывать трещины на ферритных и мартенситных сталях;
- азот, в отличие от других газов, добавляют не для защиты, а для повышения устойчивости места шва к коррозии.
 Правильно выбранная газовая смесь для сварки поможет сэкономить расход используемых материалов, сократить время сварочных работ, обработку места сварки по завершению процесса, повысить герметизацию шва и его надежность.
Правильно выбранная газовая смесь для сварки поможет сэкономить расход используемых материалов, сократить время сварочных работ, обработку места сварки по завершению процесса, повысить герметизацию шва и его надежность.
Газовая сварка: какие газы используются
Газовая сварка — плавление кромок соединяемых деталей в высокотемпературном пламени горелки с формированием шва. Выбор газа для сварки зависит от множества факторов:
- соединяемого металла;
- желаемой формы шва;
- типа газового оборудования;
- условий работы;
- свойств химического состава;
- необходимой температуры плавления.
Давайте перечислим, какие газы используются в газовой сварке: это может быть ацетилен, МАФ, пропан, бутан, бензол, керосин, кислород, коксовый и углекислый газы и другие. Наиболее активно используется ацетилен, который при наличии кислорода дает температуру в 3 тысячи градусов.
Ацетилен
Чистый ацетилен (С2Н2) — бесцветный, с резким запахом чеснока, оставляющий сладковатый привкус во рту при вдыхании. Он легкий (легче воздуха) и достаточно вредный для человека. Ацетилен можно получать либо на месте (соединять карбид кальция с водой), либо везти его готовый в газовых баллонах. Карбид кальция — это твердое кристаллическое вещество, образуется путем плавления извести и кокса при температуре 19002300С. При больших объемах работ выгодно, когда используются ацетиленовые генераторы, в остальных же случаях удобно забирать ацетилен из баллонов. К преимуществам этого газа можно отнести высокую температуру горения, простоту получения, удобство регулирования. К недостаткам относят его взрывоопасность и немалую стоимость.
Заменители ацетилена
К газам-заменителям С2Н2 относятся пропан и пропан-бутановая смесь, водород, коксовый газ, бензин, керосин. Они обладают достаточно высокими теплотворными способностями. Однако для качественной работы требуется больше кислорода, а t пламени при этом все равно ниже, чем у ацетилена. Поэтому пропан, бутан и другие варианты используются чаще при изготовлении металлоконструкций из цветных, легкоплавких металлов. Сталь соединить ими трудно.
Кислород
Это катализатор горения, который должен использоваться при газовой сварке независимо от выбранного газа. Подаваемый в горелку кислород в идеале должен быть абсолютно чистым. От этого зависит максимальная температура, которая образуется во время работы, что влияет на качество швов. Технический кислород имеет 3 сорта чистоты: от 99,7% до 99,2%. Чем он качественнее, тем выше скорость газовой сварки и меньше расход.
Газообразный кислород бесцветный и прозрачный, без запаха и вкуса, тяжелее воздуха. Его получают при помощи глубокого охлаждения из воздуха, либо методом электролиза из воды. Он может храниться и использоваться в газообразном состоянии в баллонах или в танках, в жидком виде. При избытке О2 шов металла окисляется, что снижает прочность изделия. Поэтому важно контролировать процентное соотношение газообразных веществ.
Углекислый газ
Углекислый газ (СО2) имеет сильный запах и ярко выраженные окислительные свойства. Хорошо растворяется в воде и весит в полтора раза больше воздуха. Различают 3 сорта вещества, которые используются при соединении чугунных, углеродистых металлов и сплавов, коррозийных сталей и низколегированных конструкций.
Защитные элементы
При газовой сварке используются также инертные газы, которые служат защитой сварочной ванны от воздуха. Они не взаимодействуют с металлом и не растворяются в нем, у них нет цвета и запаха.
- Аргон. Негорючий, тяжелее воздуха в 1,5 раза. Высший сорт используется для аргонодуговой сварки активных, редких металлов и сплавов. Первый подходит для алюминиевых и стальных изделий.
- Гелий. Легче воздуха. Рекомендуется для газовой сварки чистых и активных металлов, а также алюминия и стали.
- Азот. Применяется для меди и сплавов из нее. Различают 4 сорта азота с разной долей содержания вещества.
Улучшают процесс и качество шва при изготовлении металлоконструкций сварочные смеси: гелий с аргоном, аргон с кислородом или/и углекислым газом-помощником и другие.
