Содержание
- Как согнуть профильную трубу без спец-инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Инструктаж по использованию трубогибов
- Полезные советы “первопроходцам”
- Выводы и полезное видео по теме
- Трубогиб для профильной трубы своими руками: основные данные
- Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
- Общие выводы и дополнительные рекомендации
- Размеры самодельного станка:
Профильные трубы используются в качестве материала не реже, чем круглые. Выполняя монтажные работы с ними, также приходится резать, гнуть, точить, варить. Без соответствующей оснастки в такой работе не обойтись никак.
Купить готовые приспособления для слесаря и сантехника получается не всегда, часто приходится делать оснастку самостоятельно. Например, изготовить трубогиб профильной трубы своими руками вполне по силам каждому. Мы предлагаем ознакомиться с тремя наиболее популярными вариантами и с технологией их сооружения.
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты – трубогибы – предоставляют более широкие возможности по операциям сгиба. Работа с трубогибом практически не ограничивает потребностей конструкторов, использующих в работе профильные трубы.
Гнуть можно изделия разных размеров, но с учётом всевозможных технических характеристик. Многообразие модельного ряда трубогибов профильных труб позволяет делать работу любой сложности.
Конструкция #1 – ручной трубогиб
В целом конструкция инструмента достаточно проста, а это значит – доступна для исполнения неподготовленному человеку. Самостоятельно делают не только малогабаритные мобильные конструкции ручного действия, но также стационарные системы, оснащённые электрическим приводом.
Для частного применения больше актуальны ручные модели. К тому же изготовление приспособлений ручного действия обходится несколько дешевле.
Одна из распространенных схем ручного устройства, пригодная для изготовления трубогиба, выстраивается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Инструмент действует по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполняются из металла, в том числе ролики опорные и упорный. Между тем часть компонентов (те же ролики) допускается изготавливать из других материалов. К примеру, есть самодельные конструкции с роликами из древесины.
Материал рабочих элементов – это показатель, определяющий, с какими трубами (по толщине стенок и твёрдости металла) может работать трубогиб.
Конструкция #2 – механизированное мощное устройство
Ряд самодельных конструкций не ограничивается только лишь инструментом ручного действия. Умельцы создают самодельные трубогибы, которые впору сравнивать с промышленным оборудованием. Детали для таких систем легко отыскать среди хлама технических предприятий или можно дешево купить на рынке.
Усиленные трубогибы профильных труб оснащаются электрическим приводом. На таких «станках» без особых сложностей сгибаются профили разного сечения, имеющие толщину стенки в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- раму, сваренную из швеллеров;
- два металлических прокатных ролика;
- три передаточных шестерни;
- цепь металлическую;
- редуктор и электродвигатель с механизмом ременной передачи.
Прокатные ролики установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, связанные металлической цепью.
Главный крутящий момент цепная передача получает от редуктора, который, в свою очередь, вращается валом электродвигателя. Валы электродвигателя и редуктора через шкивы объединяются ремнём.
Редуктор в схеме станка исполняет значимую роль – высокий крутящий момент вала электродвигателя редуцирует в низкий крутящий момент, передаваемый шестерням опорных роликов. Поэтому нет необходимости устанавливать на аппарат мотор с малыми оборотами. Здесь подходит электродвигатель стандартной конфигурации на 960 – 1500 об./мин.
Все детали конструкции монтируются на металлической раме, изготовленной из обрезков швеллера. Крепление деталей к раме выполнено простым способом – болтами или сваркой. Для установки подобного станка всегда найдётся место на дачном участке, во дворе частного дома, в гараже под личный транспорт.
Конструкция #3 – гидравлический вариант трубогиба
Установка с электрическим приводом – это действительно мощная машина. Но ещё более мощной выглядит конструкция, оснащённая автомобильным домкратом.
Схематика такой гидравлической установки непревзойдённая простота. Но при этом характеристики приспособления впечатляют. С помощью этой машины гнутся профильные трубы, которые не всегда удаётся согнуть даже трубогибу с электроприводом.
Пошаговый инструктаж на сборку гидравлической конструкции самодельного трубогиба для профильных труб начинается с подборки деталей.
Слесарю потребуются следующие из них:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
На швеллерах все детали крепятся болтовыми соединениями. Два верхних швеллера соединяются один с другим через петлевой замок. При этом один из швеллеров жёстко закреплён к основанию, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, исходящая с одной стороны подшипникового узла, соединяется с рукояткой подачи через металлическую втулку. Соединение фиксируется штифтом.
Принцип действия конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса сгиба.
Если в предыдущих установках для регулировки использовался ходовой винт, передвигающий опорный ролик по вертикальной оси, здесь работу ходового винта исполняет «плавающий» швеллер, который перемещается штоком домкрата. Такая система требует для сборки даже меньше ресурсов, чем конструкция с электроприводом.
Инструктаж по использованию трубогибов
Технология сгиба профильной трубы не требует особых навыков. Но в зависимости от используемого типа трубогиба процедура сгиба может сопровождаться определёнными нюансами.
Для понимания разберём пример работы с ручным трубогибом, оснащённым винтом регулировки радиуса сгиба:
- Профильная труба обрезается по требуемому размеру.
- Упорный ролик трубогиба устанавливается в стартовую позицию.
- Профиль помещается в пространстве между роликами (упорный по верху трубы, опорные снизу трубы).
- Регулировочным винтом упорный ролик прижимают к трубе с некоторым усилием.
- Рукояткой подачи профильная труба коротким ходом перемещается вперёд-назад.
Короткий ход трубы и прижим регулировочным винтом выполняются до получения требуемого радиуса сгиба.
Подобный инструктаж применим также для трубогибов профильных труб, конструкция которых сделана на основе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными приводами.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Выводы и полезное видео по теме
Из видеоролика вы можете узнать, как выглядит самодельный трубогиб на станине.
Работать с трубами профильной формы приходится достаточно часто в условиях ведения домашнего или дачного хозяйства. Поэтому присутствие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, инструмент этот несложно изготовить самостоятельно. А сделав такую конструкцию, её легко освоить и периодически применять.
Пишите, пожалуйста, комментарии в находящемся ниже блоке. Расскажите о том, как своими руками согнули профильную трубу. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.
На чтение: 6 минут Нет времени?

Если нравится создавать уникальные строительные конструкции, инженерные сооружения, пригодится хорошее оснащение домашней мастерской. При подборе конкретных видов оборудования необходимо обратить внимание на механизмы, рассмотренные в данной статье. Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи. С помощью этих материалов реализовать соответствующий проект не сложно.
Читайте в статье
Трубогиб для профильной трубы своими руками: основные данные
Прежде чем изучать рабочую документацию и алгоритмы монтажных операций, следует точно определить целевое назначение изделия. Трубогиб для профильной трубы своими руками должен быть рассчитан на определенные усилия, размеры заготовок, материалы. Проще установить значимые критерии после ознакомления с параметрами приспособлений, испытанных на практике.
Для чего нужны эти приспособления
Элементы строительных конструкций сложной формы создают с применением разных методик:
- Скрепление болтами и винтами не всегда способно обеспечить необходимую надежность. Подобные соединения разрушаются вибрацией, образуются дополнительные нагрузки.
- Сварка оказывает чрезмерное тепловое воздействие, которое нарушает исходную структуру материалов. Чтобы соединение получилось надежным и долговечным требуется хорошая квалификация исполнителя работ. Специальное оборудование потребляет много электроэнергии. В некоторых технологических процессах применяют дорогие расходные материалы, создают особые условия.
- Клеевые соединения – это ограниченная стойкость к нагрузкам и воздействиям разной природы.
Перечисленные выше недостатки устраняются полностью или частично, если заготовка сгибается нужным образом. Чтобы не возникли повреждения, требуется точное дозирование нагрузок, скорости. В отдельных местах надо поддерживать внешними опорами целостность стенок.
 Для воспроизведения таких методик без ошибок используют специальные приспособления, станки
Для воспроизведения таких методик без ошибок используют специальные приспособления, станки
Какие инженерные решения применят на практике
При сравнительно небольшой прочности материалов достаточно будет использовать подходящий трафарет.
Чтобы создать необходимое усилие, здесь установлен рычажный механизм. Для фиксации свободного участка трубы применяют металлический штифт. Его устанавливают в подходящие пазы «гребенки» перед выполнением рабочих операций.
 Станок «арбалетного» типа
Станок «арбалетного» типа
На примере этого фабричного образца проще изучить особенности конструкции:
- Рукояткой (1) регулируют автоматический ход поршня в обратном направлении. Это решение снижает нагрузки на пользователя.
- Внутри корпуса установлена гидравлическая система. При перемещении ручки вверх-вниз на рабочий поршень (8) передается сила до 150 кН. Этого вполне достаточно для быстрого сгибания заготовок из прочных металлов.
- Опорные ролики (3, 4) устанавливают в нужные отверстия рамы открытого типа (5, 9). Они не повреждают поверхность трубы, но обеспечивают надежную фиксацию.
- Такой съемный сегмент (6) предназначен для сгибания под углом 90°. Но при соответствующей комплектации, можно установить на аналогичное изделие другой формы.
- Прочный корпус (10) установлен на трех опорах (7). Резиновые накладки предотвращают смещение станка при выполнении рабочих действий.
- Помимо очистки от загрязнений, изредка надо проверять состояние масляного фильтра (11). Иные регламентные процедуры не нужны.
В этой методике используют заготовку нужной формы. К ней прижимают трубу с применением вращающегося валика и рычага.
Важно! Перед тем, как изгибать заготовку с применением определенного радиуса следует изучить специализированные справочники. В них приведены данные о допустимых деформациях труб из разных материалов, с различной толщиной стенок. Если нарушить эти инструкции в готовых изделиях образуются видимые, или скрытые дефекты.
Сравнительно небольшие механические нагрузки на рабочие инструменты создают рычагами и ручной силой. Для работы с прочными металлами оборудование оснащают гидравликой, электрическими приводами.
 Стационарный станок пригодится для быстрого выполнения масштабных задач
Стационарный станок пригодится для быстрого выполнения масштабных задач  Ручной аппарат – это мобильность, возможность выполнения работ в ограниченном пространстве
Ручной аппарат – это мобильность, возможность выполнения работ в ограниченном пространстве
Создание трубогиба своими руками для профильной трубы: чертежи и другие подготовительные операции
Простое приспособление для сгибания алюминиевых и пластиковых заготовок изображена на этом рисунке.
 Такое приспособление не сложно собрать быстро с применением подручных средств
Такое приспособление не сложно собрать быстро с применением подручных средств
Для изготовления такого сооружения нужна прочная доска. После разметки из нее вырезают электрическим лобзиком круглый профиль. Оставшуюся часть используют для изготовления опорного элемента. Созданные детали жестко присоединяют к опорной поверхности. Для прочности соединений помимо шурупов используют струбцины. Далее трубу сгибают вручную до образования нужной формы.
Перед созданием этого несложного трубогиба для профильной трубы своими руками рекомендуется сделать элементарный чертеж с размерами. Пригодится шаблон из плотной бумаги, картона, по которому будет нанесена разметка. Понятно, что для изготовления более сложных конструкций необходима подготовка полноценной конструкторской документации.
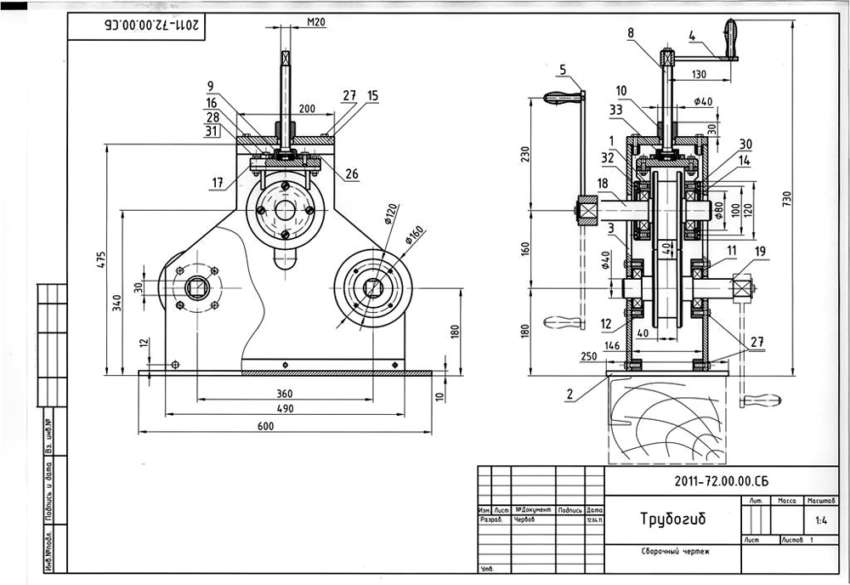 Сборочный чертеж
Сборочный чертеж  Трубогиб с винтовым приводом рабочего вала
Трубогиб с винтовым приводом рабочего вала  Конструкция, не сложная для самостоятельного изготовления
Конструкция, не сложная для самостоятельного изготовления 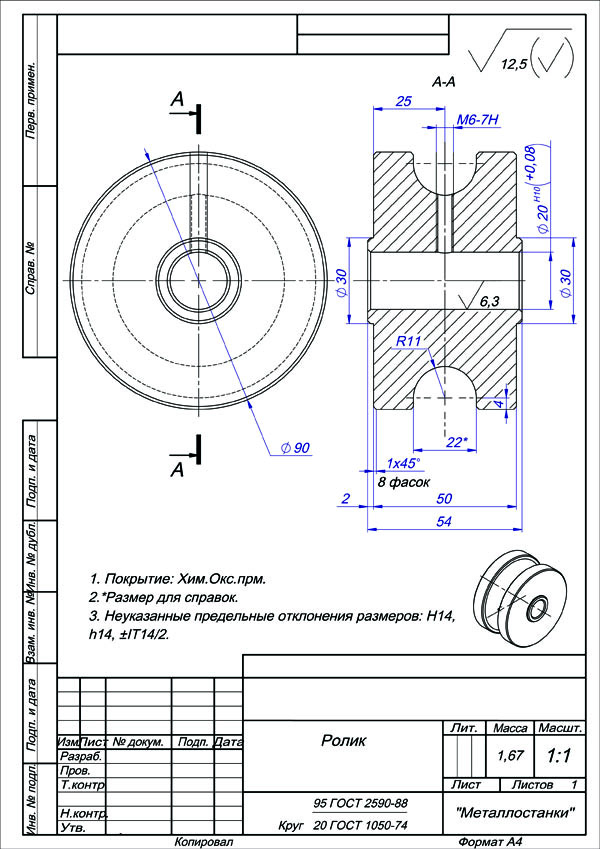 Профессиональный чертеж с указанием марки стали и других параметров
Профессиональный чертеж с указанием марки стали и других параметров 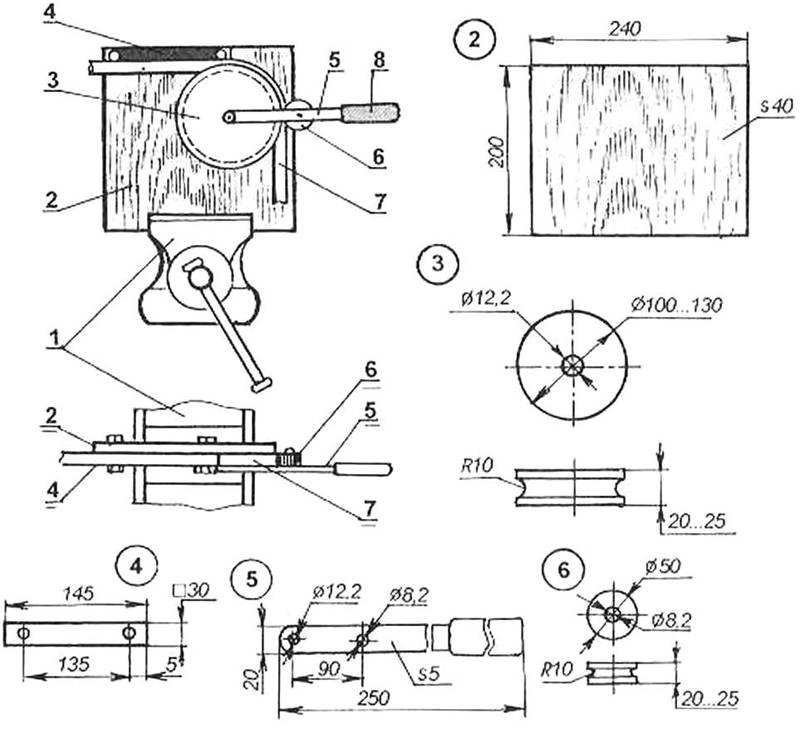 Такое простое приспособление можно сделать быстро своими руками
Такое простое приспособление можно сделать быстро своими руками
Не обязательно строгое соблюдение инженерных стандартов, чтобы сделать трубогиб для профильной трубы своими руками, схематического изображения вполне достаточно. Надо только указать все размеры, определиться с материалами, технологическим процессом и составными частями. Проект поможет решить несколько практических задач:
- В процессе подготовки станет ясно, надо ли применять сварочное и другое специальное оборудование.
- Полный список необходимых комплектующих деталей понадобится для целевого посещения определенных магазинов.
- Надо не забывать, что станок надо защитить от неблагоприятных внешних воздействий с применением пропитки дерева, окраски металлов.
- Некоторые детали слишком сложно будет изготовить самостоятельно. Следует разместить соответствующие заказы в профильных мастерских.
Важно! При сгибании прочных металлических труб нужны большие усилия. Чтобы не рисковать излишне, можно использовать чертежи проверенной конструкции, либо копии промышленного образца.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать сварные соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатный трубогиб
| Рисунок | Действия |
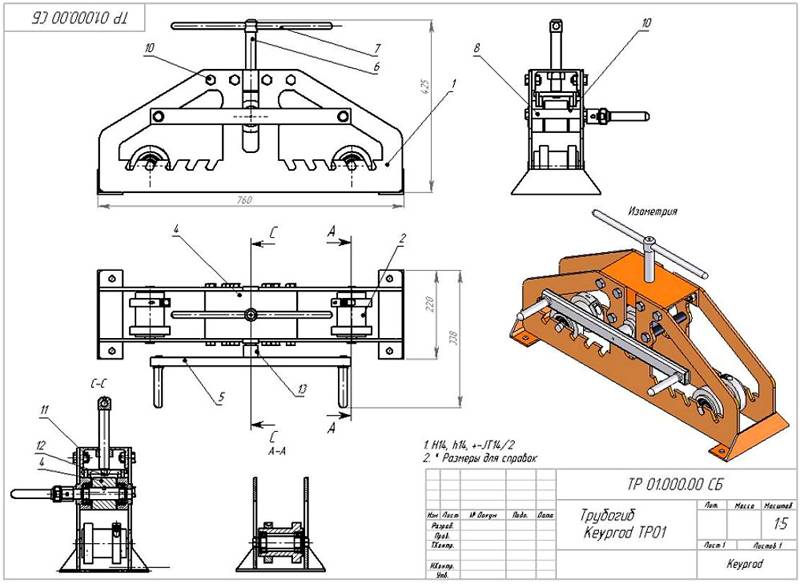 |
Для создания качественного станка можно использовать этот чертеж для образца. Здесь заготовка устанавливается между тремя роликами. Крайние (2) – выполняют опорные функции. Чтобы их устанавливать на разных расстояниях (для получения нужных углов изгиба) в опорных планках (1) сделаны пазы. Необходимое давление создают с помощью винтового механизма (6, 7). Усилие передается через центральный ролик (4), который вращается рукояткой (5). |
 |
Отверстия в нижних частях создают по этим размерам. Для заготовки выбран швеллер с толщиной стенок 4 мм. |
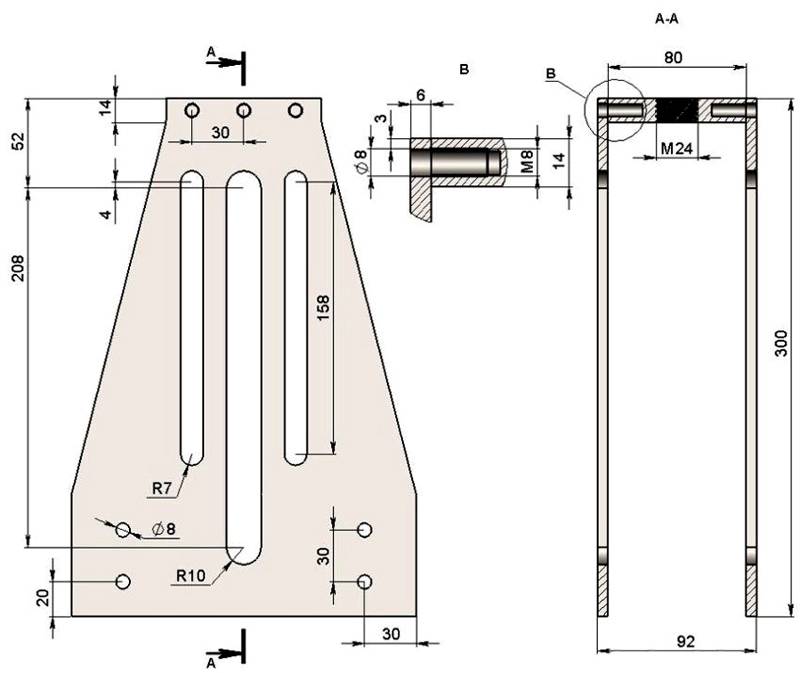 |
Верхнюю часть создают с вырезами. Их надо сделать ровными, чтобы не создавать препятствий перемещению опорных винтов. |
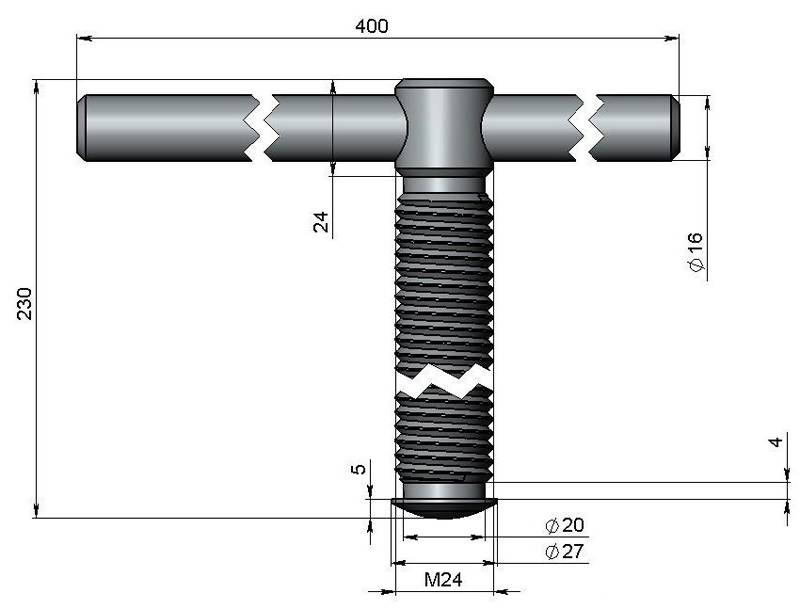 |
В соответствии с этим рисунком нарезают резьбу. |
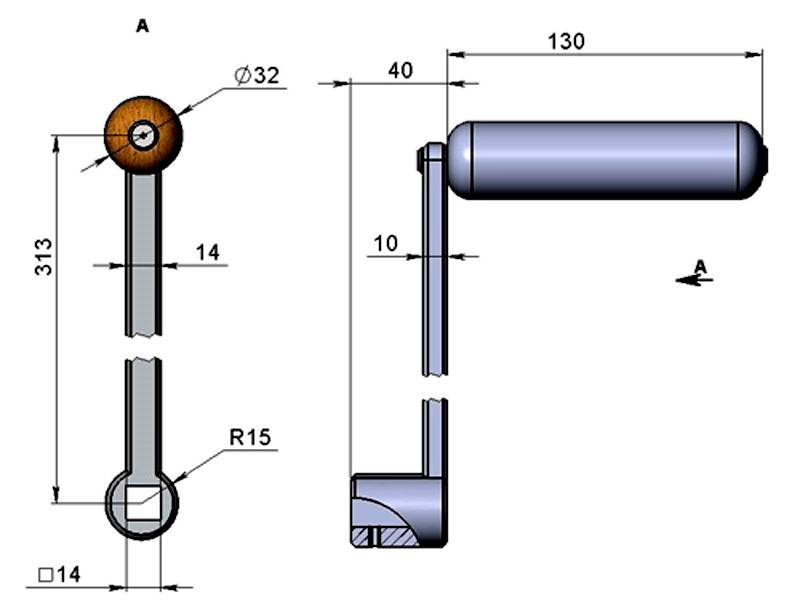 |
Для ручки можно подобрать готовое изделие, либо использовать такие размеры. |
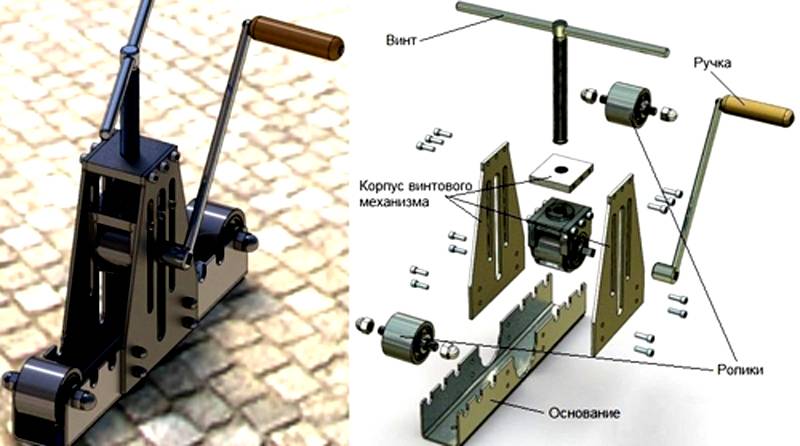 |
После сборки получится такое симпатичное и функциональное изделие. В нем нет сварных соединений. Но комплектующие детали сложно сделать самостоятельно без профессиональных навыков, специализированных станков. |
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.
 Для ускорения процесса подойдет гидравлический привод
Для ускорения процесса подойдет гидравлический привод
В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты грунтовкой и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов коррозии.
К сведению! При создании самодельного трубогиба для круглой трубы применяют ролики, трафареты и сегменты с другой формой контактных поверхностей. Технологии используют те же, что и для сгибания профильных изделий. Пригодятся приведенные выше чертежи с внесением соответствующих изменений.
Статья по теме:
Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками, воспользовавшись инструкциями из нашего обзора.
Общие выводы и дополнительные рекомендации
Чтобы принять правильное решение, необходимо изучить актуальные предложения рынка.
| Бренд/Марка/тип | Угол изгиба, в градусах |  |
Зубр/ Эксперт Мини/ручной | 10 | 180 | 1100-1320 | |
 |
Smart&Solid/ BendMax 300/ ручной | 40 х 40 | — | 12200-13500 | |||
 |
MATRIX/ 181335/ гидравлический | 50,8 | 90 | 10300-11260 | |||
 |
SWG-2/ RENZA 068-1062/ гидравлический | 50 | 90 | 19860-21020 |
Эти и другие изделия фабричного производства предназначены для изгиба профильных труб (изделий с круглыми сечениями). Они создаются с определенным ходом штока, создаваемыми усилиями, другими техническими параметрами. На них распространяются официальные гарантийные обязательства производителей.
При сравнении с изготовлением подобных конструкций собственными руками необходимо учитывать все реальные затраты. Корректный сравнительный анализ поможет сделать правильный вывод.

Сделал самодельный трубогиб для профильной трубы, чертежи и размеры трубогиба прилагаются.
Пересмотрел много вариантов конструкции самодельного гибочного станка для профильных труб, выбрал самый простой и на мой взгляд самый оптимальный. Начертил чертежи трубогиба и приступил к работе.
Размеры самодельного станка:
- Длина 500 мм.
- Высота 300 мм.
- Ширина нижнего швеллера — 120 мм.
- Ширина вертикального швеллера — 60 мм.
- Ролики диаметром — 60 мм.
- Ширина роликов — 98 мм.
- Подшипники номер 6204.
- Размер подшипников 47 х 20 х 14 мм.
- Использовал прижимной винт из нержавейки диаметром 18 мм с латунной гайкой и резьбой « П»- образной ( как на тисках).
Несколько фото процесса изготовления самодельного станка.




Ну и собственно чертежи трубогиба и размеры.


Вот уже готовая самоделка.

Прокатывает профиль «на ура» ! Своей работой доволен.
“>
